Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Api 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by RatingsDocumento22 pagineApi 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by Ratingsnitharsun50% (2)
- Api 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by RatingsDocumento22 pagineApi 936 Final QB - Doc - Question Bank For Api 936 Course... : School Course Title Pages Uploaded by Ratingsnitharsun50% (2)
- A New Improved Formula For Calculating Trashrack LossesDocumento8 pagineA New Improved Formula For Calculating Trashrack LossesNikom KraitudNessuna valutazione finora
- Paraphrasing Strategies and ActivityDocumento3 pagineParaphrasing Strategies and ActivitynitharsunNessuna valutazione finora
- Pratomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 541 012050Documento9 paginePratomo 2019 IOP Conf. Ser. Mater. Sci. Eng. 541 012050nitharsunNessuna valutazione finora
- Presentation 9 - Paraphrasing TechniquesDocumento27 paginePresentation 9 - Paraphrasing TechniquesnitharsunNessuna valutazione finora
- Welding Aluminum - Questions and Answers - A Practical Guide For Troubleshooting Aluminum Welding-Related Problems (PDFDrive)Documento258 pagineWelding Aluminum - Questions and Answers - A Practical Guide For Troubleshooting Aluminum Welding-Related Problems (PDFDrive)nitharsun100% (1)
- Conceptions in Science:: Paresh K JoshiDocumento23 pagineConceptions in Science:: Paresh K JoshinitharsunNessuna valutazione finora
- Mini Guide To Root Cause AnalysisDocumento2 pagineMini Guide To Root Cause Analysisnitharsun0% (1)
- E-Analyst Redbook - Use Case Quick Start Guide by Ms DeEtta Jennings-Balthazar by Ms DeEtta Jennings-Balthazar - Read OnlineDocumento15 pagineE-Analyst Redbook - Use Case Quick Start Guide by Ms DeEtta Jennings-Balthazar by Ms DeEtta Jennings-Balthazar - Read OnlinenitharsunNessuna valutazione finora
- MaterialDocumento1 paginaMaterialnitharsunNessuna valutazione finora
- Search: Upload Home Saved Documents Books Audiobooks Magazines News Sheet MusicDocumento9 pagineSearch: Upload Home Saved Documents Books Audiobooks Magazines News Sheet MusicnitharsunNessuna valutazione finora
- Richard Bandler and John La Valle - Persuasion EngineeringDocumento1 paginaRichard Bandler and John La Valle - Persuasion EngineeringnitharsunNessuna valutazione finora
- Dtic Ada129715Documento67 pagineDtic Ada129715nitharsunNessuna valutazione finora
- Dtic Ada158127Documento98 pagineDtic Ada158127nitharsunNessuna valutazione finora
- Dtic Ada158253Documento46 pagineDtic Ada158253nitharsunNessuna valutazione finora
- Eric Ed271557 PDFDocumento442 pagineEric Ed271557 PDFnitharsunNessuna valutazione finora
- Unclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationDocumento25 pagineUnclassif) Ed: Armed Services Technical Information Agency Arlington Hall StationnitharsunNessuna valutazione finora
- Technical Document PDFDocumento64 pagineTechnical Document PDFAdamovic InesNessuna valutazione finora
- Chandan Matty Theory CompleteDocumento199 pagineChandan Matty Theory Completemir zainNessuna valutazione finora
- IJC H2 Paper 1 and 2 Answers (For Sharing)Documento9 pagineIJC H2 Paper 1 and 2 Answers (For Sharing)Sharon HowNessuna valutazione finora
- The Students/pupils in The Long Run and On Their Own Will Be Able ToDocumento23 pagineThe Students/pupils in The Long Run and On Their Own Will Be Able ToMagdalena BianesNessuna valutazione finora
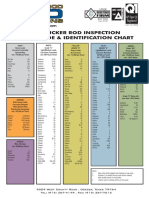
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocumento1 paginaPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Nessuna valutazione finora
- Job Safety Analysis Form: Law M. Mechanical Supervisor Alex A./ Egbejimi Adebayo PSCDocumento4 pagineJob Safety Analysis Form: Law M. Mechanical Supervisor Alex A./ Egbejimi Adebayo PSCChukwuma Emmanuel Onwufuju0% (1)
- Phystcs B (Advancing Physics) U Nderstanding Processes: Friday AfternoonDocumento21 paginePhystcs B (Advancing Physics) U Nderstanding Processes: Friday AfternoonKelen KawasakiNessuna valutazione finora
- Chapter 4 PhyDocumento94 pagineChapter 4 PhyDeneshwaran RajNessuna valutazione finora
- Factual ReportDocumento7 pagineFactual Reportlukman arifNessuna valutazione finora
- Banthia - Fibre-Reinforced Concrete PDFDocumento29 pagineBanthia - Fibre-Reinforced Concrete PDFPriyanka BasuNessuna valutazione finora
- Ece PDFDocumento36 pagineEce PDFGnaneshwar KandukuriNessuna valutazione finora
- BFC 3042 Chapter 4bDocumento10 pagineBFC 3042 Chapter 4bInahMisumiNessuna valutazione finora
- (1967) History of The Lenz-Ising ModelDocumento13 pagine(1967) History of The Lenz-Ising ModelJakler NicheleNessuna valutazione finora
- Dirac Notation PM r4Documento19 pagineDirac Notation PM r4Andrea BucciNessuna valutazione finora
- Tea PDFDocumento2 pagineTea PDFLalit KalraNessuna valutazione finora
- RougingDocumento6 pagineRougingmarcmanichNessuna valutazione finora
- CHEM 221/PHY 335 - Molecular Symmetry IDocumento34 pagineCHEM 221/PHY 335 - Molecular Symmetry Ipaul javed0% (1)
- Self Cleaning Flow Inverted SiphonsDocumento110 pagineSelf Cleaning Flow Inverted SiphonsjcbobedaNessuna valutazione finora
- 37 - Weldability and Performance of AHSSDocumento27 pagine37 - Weldability and Performance of AHSSsivaNessuna valutazione finora
- NaphtechDocumento15 pagineNaphtechIwe D'luffyNessuna valutazione finora
- Electric Current and Ohm McqsDocumento77 pagineElectric Current and Ohm McqsEngrAneelKumarAkhani100% (2)
- TG 25 - AapmDocumento41 pagineTG 25 - AapmglaildoNessuna valutazione finora
- Petrofacies Analysis-A Petrophysical Tool For Geologic/Engineering Reservoir CharacterizationDocumento18 paginePetrofacies Analysis-A Petrophysical Tool For Geologic/Engineering Reservoir Characterization2032086Nessuna valutazione finora
- KimiDocumento10 pagineKimiSherminNessuna valutazione finora
- Free Particle PropagatorDocumento2 pagineFree Particle PropagatorstephenbankesNessuna valutazione finora
- DNA Extraction PDFDocumento4 pagineDNA Extraction PDFPrience000Nessuna valutazione finora
- CPCS Antidote ChartDocumento1 paginaCPCS Antidote ChartWesam Al-TawilNessuna valutazione finora
- Cleaning of CondenserDocumento16 pagineCleaning of CondenserKrizia Meiahn CatalonNessuna valutazione finora