Potrebbero piacerti anche
- Aluminum AlloysDocumento29 pagineAluminum AlloysAlejandra Balderas100% (1)
- Risk Assessment - Erection of Temporary Shoring System at Valve Chamber No. 1 & No. 2rev1.1Documento14 pagineRisk Assessment - Erection of Temporary Shoring System at Valve Chamber No. 1 & No. 2rev1.1Pang Lee ChingNessuna valutazione finora
- Cladding & Overlay - Ni InstituteDocumento24 pagineCladding & Overlay - Ni Institutesajid aslamNessuna valutazione finora
- Steel Wire RopesDocumento23 pagineSteel Wire RopeskevinNessuna valutazione finora
- HELIUMDocumento2 pagineHELIUMEleojan ContayosoNessuna valutazione finora
- Stress Corrosion CrackingDocumento2 pagineStress Corrosion CrackingrenatobellarosaNessuna valutazione finora
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDa EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNessuna valutazione finora
- Introduction and Bravais LatticesDocumento17 pagineIntroduction and Bravais LatticesBilal BarutNessuna valutazione finora
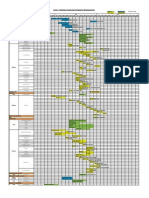
- 2.2.4 Construction Schedule For Mechanical WorkDocumento2 pagine2.2.4 Construction Schedule For Mechanical WorkĐình Nam100% (1)
- Mild Steel Welding Handbook Vol 4Documento2 pagineMild Steel Welding Handbook Vol 4Fasil ParuvanathNessuna valutazione finora
- Guidelines For Stainlesssteel WeldingDocumento90 pagineGuidelines For Stainlesssteel Weldingquiron2010Nessuna valutazione finora
- Solutions Manual Continuum Mechanics Lai 4th EdittionDocumento246 pagineSolutions Manual Continuum Mechanics Lai 4th Edittiondiego_dave89% (18)
- Solutions Manual Continuum Mechanics Lai 4th EdittionDocumento246 pagineSolutions Manual Continuum Mechanics Lai 4th Edittiondiego_dave89% (18)
- Aramco Coe10602Documento73 pagineAramco Coe10602Mahesh Kumar100% (1)
- Monel® Alloy 400: C MN S Si Ni Cu FeDocumento2 pagineMonel® Alloy 400: C MN S Si Ni Cu FeD_D_76Nessuna valutazione finora
- Weld Duplex Ss SteelDocumento12 pagineWeld Duplex Ss SteelSan JaNessuna valutazione finora
- AVESTA How To Weld Duplex SteelDocumento20 pagineAVESTA How To Weld Duplex SteelGMacella100% (1)
- Mega Mex Guide to Super Duplex Stainless Steels S32760 and S32750Documento5 pagineMega Mex Guide to Super Duplex Stainless Steels S32760 and S32750Madan YadavNessuna valutazione finora
- Boost Metallurgy Knowledge for Boiler MaterialsDocumento41 pagineBoost Metallurgy Knowledge for Boiler MaterialsLakshmi Narayan100% (2)
- Use of Alloy 718 and 725 in Oil and Gas IndustryDocumento9 pagineUse of Alloy 718 and 725 in Oil and Gas IndustryEddyWangNessuna valutazione finora
- 15-5 PHDocumento2 pagine15-5 PHfedaquiNessuna valutazione finora
- 254 SMO-Outu KumpuDocumento8 pagine254 SMO-Outu KumpujoseritoNessuna valutazione finora
- Boiler Materials: P.Sundaramoorthy BHEL, TiruchirappalliDocumento47 pagineBoiler Materials: P.Sundaramoorthy BHEL, Tiruchirappalliteddy tavaresNessuna valutazione finora
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Jedec Industry Standard Classifications and Peak Solder TemperatureDocumento8 pagineJedec Industry Standard Classifications and Peak Solder TemperatureGuillermo VillarNessuna valutazione finora
- A1007-15 Standard Specification For Carbon Steel Wire For Wire RopeDocumento10 pagineA1007-15 Standard Specification For Carbon Steel Wire For Wire Ropetjt4779Nessuna valutazione finora
- Dairy Waste Water Treatment PlantDocumento23 pagineDairy Waste Water Treatment PlantManu Jain87% (15)
- Alloy 625 Spec SheetDocumento3 pagineAlloy 625 Spec SheetLinnie McleodNessuna valutazione finora
- Duplex Stainless Steel 2507-Spec-SheetDocumento2 pagineDuplex Stainless Steel 2507-Spec-SheetAnoob NarayananNessuna valutazione finora
- Examiner Tips For O Level Chemistry 5070 FINALDocumento10 pagineExaminer Tips For O Level Chemistry 5070 FINALMuhammad Bin Anis75% (4)
- Fabricating of Hastelloy Corrosion Resistant Alloys of HaynesDocumento40 pagineFabricating of Hastelloy Corrosion Resistant Alloys of HayneszuudeeNessuna valutazione finora
- Zecor PDFDocumento7 pagineZecor PDFjavoidea696526100% (1)
- 1 BelzonaDocumento41 pagine1 BelzonashakeelahmadjsrNessuna valutazione finora
- 254smo (Uns 31254)Documento8 pagine254smo (Uns 31254)Yang Gul LeeNessuna valutazione finora
- 2507 Spec SheetDocumento2 pagine2507 Spec SheetlazaroccsNessuna valutazione finora
- Calorised Pipes Petrochemical W-UpDocumento6 pagineCalorised Pipes Petrochemical W-UpSunil GuptaNessuna valutazione finora
- A Primer on Duplex Stainless SteelsDocumento51 pagineA Primer on Duplex Stainless SteelsAnonymous GE8mQqxNessuna valutazione finora
- High Strength Duplex Stainless Steel 2507 PropertiesDocumento3 pagineHigh Strength Duplex Stainless Steel 2507 Propertiessudish mishraNessuna valutazione finora
- Datasheet How To Weld 2205 Hpsa Imperial Outokumpu en AmericasDocumento7 pagineDatasheet How To Weld 2205 Hpsa Imperial Outokumpu en AmericasJavier Alejandro Rodriguez MelgozaNessuna valutazione finora
- Zeron SmawDocumento4 pagineZeron SmawJoe FizzoNessuna valutazione finora
- CPHFD 011Documento7 pagineCPHFD 011Napoleon DasNessuna valutazione finora
- Datasheet-Sandvik-253-Ma-En-V2021-04-22 18 - 36 Version 1Documento12 pagineDatasheet-Sandvik-253-Ma-En-V2021-04-22 18 - 36 Version 1FilipNessuna valutazione finora
- Improving The Corrosion Resistance of Duplex Stainless Steel WeldsDocumento29 pagineImproving The Corrosion Resistance of Duplex Stainless Steel WeldsRaghuram BathulaNessuna valutazione finora
- Effect of The Thickness of Cold Sprayed Aluminium Alloy Coating On The Adhesive Bond StrengthDocumento7 pagineEffect of The Thickness of Cold Sprayed Aluminium Alloy Coating On The Adhesive Bond StrengthRudolf Krause RiffoNessuna valutazione finora
- Materials Selection Guide for Boiler ConstructionDocumento47 pagineMaterials Selection Guide for Boiler Constructionteddy tavaresNessuna valutazione finora
- Materyals Bioyler PDFDocumento47 pagineMateryals Bioyler PDFteddy tavaresNessuna valutazione finora
- Materyals Bioyler PDFDocumento47 pagineMateryals Bioyler PDFteddy tavaresNessuna valutazione finora
- Dev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFDocumento19 pagineDev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFunknown1711Nessuna valutazione finora
- Materials Corrosion - 2024 - Ooi - A New Index To Estimate The Corrosion Resistance of Aluminium Containing SteelDocumento12 pagineMaterials Corrosion - 2024 - Ooi - A New Index To Estimate The Corrosion Resistance of Aluminium Containing SteelSteve OoiNessuna valutazione finora
- LM6 Aluminium Casting Alloy: Chemical CompositionDocumento3 pagineLM6 Aluminium Casting Alloy: Chemical CompositionNaveendeep Singh CheemaNessuna valutazione finora
- 11-14%Cr IIW Document - Part 2Documento21 pagine11-14%Cr IIW Document - Part 2GagrigoreNessuna valutazione finora
- Welding CS Bush PDFDocumento8 pagineWelding CS Bush PDFNattapong PongbootNessuna valutazione finora
- High Quality Products For Welding and CladdingDocumento25 pagineHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
- Datasheet 25104l enDocumento3 pagineDatasheet 25104l enwenigmaNessuna valutazione finora
- Super Duplex Stainless Steel: Excellent Engineering SolutionsDocumento3 pagineSuper Duplex Stainless Steel: Excellent Engineering SolutionsshyamNessuna valutazione finora
- High Performance: Properties & General DataDocumento4 pagineHigh Performance: Properties & General DataRaghNessuna valutazione finora
- Alloy 625 Spec SheetDocumento3 pagineAlloy 625 Spec SheetJSH100Nessuna valutazione finora
- Microstructural Evolution of 2.25Cr-1Mo-0.25V Submerged-Arc Weld PDFDocumento15 pagineMicrostructural Evolution of 2.25Cr-1Mo-0.25V Submerged-Arc Weld PDFBurag HamparyanNessuna valutazione finora
- Sintering Stainless SteelDocumento42 pagineSintering Stainless SteelSteve GreenNessuna valutazione finora
- Duplex Stainless Steel Part 1Documento2 pagineDuplex Stainless Steel Part 1aviant_gardNessuna valutazione finora
- Grade 2205 DuplexDocumento9 pagineGrade 2205 Duplexkresimir.mikoc9765Nessuna valutazione finora
- Why Alloy 625 Is Beneficial To Use As Buttering MaterialDocumento3 pagineWhy Alloy 625 Is Beneficial To Use As Buttering Materialtan yahyaNessuna valutazione finora
- Ss 2507Documento5 pagineSs 2507Madan YadavNessuna valutazione finora
- Alloy 276 Spec SheetDocumento3 pagineAlloy 276 Spec SheetermusatNessuna valutazione finora
- PREHEATING REQUIREMENTSDocumento34 paginePREHEATING REQUIREMENTSpanduranganraghuramaNessuna valutazione finora
- Alloy 400 Data SheetDocumento2 pagineAlloy 400 Data SheetelglockNessuna valutazione finora
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Documento10 pagineDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioNessuna valutazione finora
- Materiales Solucionario (271 406)Documento136 pagineMateriales Solucionario (271 406)Yhonatan Gotea Zambrano100% (1)
- Materials For High Temperature High Pressure Applications andDocumento28 pagineMaterials For High Temperature High Pressure Applications andDrVRKNessuna valutazione finora
- Waste CladdingDocumento9 pagineWaste CladdingBruno AgueroNessuna valutazione finora
- Alimentador Miller S74 MPA Plus PDFDocumento48 pagineAlimentador Miller S74 MPA Plus PDFjavoidea696526Nessuna valutazione finora
- Iterative Linear EquationsDocumento30 pagineIterative Linear EquationsJORGE FREJA MACIASNessuna valutazione finora
- ZeCor TechBulletin PDFDocumento2 pagineZeCor TechBulletin PDFjavoidea696526Nessuna valutazione finora
- Fourier Series BreakdownDocumento40 pagineFourier Series BreakdownJORGE FREJA MACIASNessuna valutazione finora
- ZeCor CaseStudy 002 1008 PDFDocumento1 paginaZeCor CaseStudy 002 1008 PDFjavoidea696526Nessuna valutazione finora
- A Study On The Arc Characteristics of Underwater Wet Welding Process PDFDocumento8 pagineA Study On The Arc Characteristics of Underwater Wet Welding Process PDFjavoidea696526Nessuna valutazione finora
- Porosity Variation Along Multipass Underwater Wet Welds PDFDocumento5 paginePorosity Variation Along Multipass Underwater Wet Welds PDFjavoidea696526Nessuna valutazione finora
- Poster Schweisspositionen 3.0 English Final Low PDFDocumento1 paginaPoster Schweisspositionen 3.0 English Final Low PDFjavoidea696526Nessuna valutazione finora
- DYNA 81 (187) 011-020. 2014. Tips For Avoiding Ethical Problems in Scientific PublicationDocumento10 pagineDYNA 81 (187) 011-020. 2014. Tips For Avoiding Ethical Problems in Scientific PublicationBrando HernandezNessuna valutazione finora
- ASME Section IX Martin Lambert ENG Modifie PDFDocumento2 pagineASME Section IX Martin Lambert ENG Modifie PDFjavoidea696526Nessuna valutazione finora
- Archivo 1 Norma AWS A 3-0 Términos y DefinicionesDocumento128 pagineArchivo 1 Norma AWS A 3-0 Términos y DefinicionesjgabrielchrNessuna valutazione finora
- Catalogo Electrodos Gmaw PDFDocumento28 pagineCatalogo Electrodos Gmaw PDFjavoidea696526Nessuna valutazione finora
- D19 2 en Fuel SpecificationDocumento35 pagineD19 2 en Fuel SpecificationPaulo GodinhoNessuna valutazione finora
- Glyconutrients and MannatechDocumento5 pagineGlyconutrients and MannatechJillyStoneyNessuna valutazione finora
- Dredging Pumps MaartDocumento20 pagineDredging Pumps MaartHotnCrispy CrispyNessuna valutazione finora
- Experimental and Modeling of A Non-Isothermal CSTRDocumento10 pagineExperimental and Modeling of A Non-Isothermal CSTRAlejandra SantosNessuna valutazione finora
- 3p531-Api 617-C505u-Re C505 - LPCDocumento8 pagine3p531-Api 617-C505u-Re C505 - LPCYusri FakhrizalNessuna valutazione finora
- Spot Welding BasicDocumento6 pagineSpot Welding BasicPaulNessuna valutazione finora
- Biology Neet Test Paper 17-07-2022 FinalDocumento28 pagineBiology Neet Test Paper 17-07-2022 Finalriyankali 78Nessuna valutazione finora
- Chapter-Carbon and Its Compounds Mind Map 1Documento24 pagineChapter-Carbon and Its Compounds Mind Map 1Atiya FirdousNessuna valutazione finora
- Repair and Reinforcing Techniques for Steel ComponentsDocumento108 pagineRepair and Reinforcing Techniques for Steel ComponentsValy CoulibalyNessuna valutazione finora
- CTD 05-2008 enDocumento303 pagineCTD 05-2008 enRodger LeonNessuna valutazione finora
- O-Ring Design Considerations - Marco Rubber & Plastics - Custom O-Rings SupplierDocumento4 pagineO-Ring Design Considerations - Marco Rubber & Plastics - Custom O-Rings SupplierMorteza ShakerienNessuna valutazione finora
- Fresh Cut FruitsDocumento25 pagineFresh Cut FruitsMuhammad FaisalNessuna valutazione finora
- Respiration EssaysDocumento4 pagineRespiration EssaysWesley TanNessuna valutazione finora
- Paper IATMIDocumento18 paginePaper IATMIpermanahendNessuna valutazione finora
- Eczema and Nummular Dermatitis GuideDocumento91 pagineEczema and Nummular Dermatitis GuideJhost Clinton PurbaNessuna valutazione finora
- Prodution of Ferrous Sulfate From Steelmeking Mill ScaleDocumento7 pagineProdution of Ferrous Sulfate From Steelmeking Mill ScaleElmuntaser EltayebNessuna valutazione finora
- Raagmala Steek TaksalDocumento67 pagineRaagmala Steek TaksalUday SinghNessuna valutazione finora
- 2022 Puc I Chem Imp QuestionsDocumento13 pagine2022 Puc I Chem Imp QuestionsCHAKRI BABLUNessuna valutazione finora
- Ebara Pumps Europe S.p.a.'s Data&CertificatesDocumento7 pagineEbara Pumps Europe S.p.a.'s Data&CertificatesErdi AkkusNessuna valutazione finora
- Tabla de Colores Winsor & NewtonDocumento8 pagineTabla de Colores Winsor & NewtonArq Copy ChorrillosNessuna valutazione finora
- Filter Medium FE 2507-SINE: For Viledon Dust Removal ElementsDocumento2 pagineFilter Medium FE 2507-SINE: For Viledon Dust Removal ElementsBülent KabadayiNessuna valutazione finora