Potrebbero piacerti anche
- MessageDocumento2 pagineMessagevaraduNessuna valutazione finora
- Single and Three Element ControlDocumento9 pagineSingle and Three Element ControlvaraduNessuna valutazione finora
- Feedback Form TravelDocumento1 paginaFeedback Form TravelvaraduNessuna valutazione finora
- Lesson 10b: Aggregate Planning Finding An Optimal Production Plan Using Excel SolverDocumento7 pagineLesson 10b: Aggregate Planning Finding An Optimal Production Plan Using Excel SolvervaraduNessuna valutazione finora
- Chapter 1 - : Introduction To Operations ManagementDocumento11 pagineChapter 1 - : Introduction To Operations ManagementvaraduNessuna valutazione finora
- Feedback Form TravelDocumento1 paginaFeedback Form TravelvaraduNessuna valutazione finora
- How To Use Samsung Android SmaDocumento4 pagineHow To Use Samsung Android SmavaraduNessuna valutazione finora
- Chapter 2 Solutions Problem 1Documento1 paginaChapter 2 Solutions Problem 1varaduNessuna valutazione finora
- TestDocumento3 pagineTestvaraduNessuna valutazione finora
- Software IntegrationDocumento5 pagineSoftware IntegrationvaraduNessuna valutazione finora
- Chapter 6 - Solutions Problem 1:: SOM 306 - Operations Management A. DechterDocumento5 pagineChapter 6 - Solutions Problem 1:: SOM 306 - Operations Management A. DechtervaraduNessuna valutazione finora
- CPCL Notice 25 11Documento14 pagineCPCL Notice 25 11Abi LakshmiNessuna valutazione finora
- Coke Inhibition in Cracking Processes with Sulfiding AgentsDocumento2 pagineCoke Inhibition in Cracking Processes with Sulfiding AgentsvaraduNessuna valutazione finora
- Problem Solving and AlgorithmsDocumento32 pagineProblem Solving and AlgorithmsVarada Radjou CNessuna valutazione finora
- Analysisof NOx Reduction TechniquesDocumento6 pagineAnalysisof NOx Reduction TechniquesKunal ChandNessuna valutazione finora
- Lab DataDocumento2 pagineLab DatavaraduNessuna valutazione finora
- 2017-10-31-ldm (New Technologies in Ethylene Furnace)Documento40 pagine2017-10-31-ldm (New Technologies in Ethylene Furnace)varaduNessuna valutazione finora
- Lic Loan Repay - July2019 PDFDocumento1 paginaLic Loan Repay - July2019 PDFvaraduNessuna valutazione finora
- Oct 19 1Documento1 paginaOct 19 1varaduNessuna valutazione finora
- Peng 2012 PDFDocumento14 paginePeng 2012 PDFvaraduNessuna valutazione finora
- Kalyan MaydebDocumento23 pagineKalyan Maydebswati_iiitmNessuna valutazione finora
- Lic Loan Repay - July2019 PDFDocumento1 paginaLic Loan Repay - July2019 PDFvaraduNessuna valutazione finora
- Development and processing of lyocell fiberDocumento10 pagineDevelopment and processing of lyocell fiberziniya rahmanNessuna valutazione finora
- DCSDataDocumento79 pagineDCSDatavaraduNessuna valutazione finora
- Fibreprop PDFDocumento45 pagineFibreprop PDFvaraduNessuna valutazione finora
- Full Text 01Documento54 pagineFull Text 01venkatspinnerNessuna valutazione finora
- Oct 19 1Documento1 paginaOct 19 1varaduNessuna valutazione finora
- Lic Loan Repay - July2019Documento1 paginaLic Loan Repay - July2019varaduNessuna valutazione finora
- SABIC IIOT - ISO Meet NotesDocumento1 paginaSABIC IIOT - ISO Meet NotesvaraduNessuna valutazione finora
- TickettoMLMR PDFDocumento1 paginaTickettoMLMR PDFvaraduNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Manual de Calderas Cleaver Brooks 250-Hp 300-Hp 350-HpDocumento194 pagineManual de Calderas Cleaver Brooks 250-Hp 300-Hp 350-HpAlexis CruzNessuna valutazione finora
- Coating & Lining of TanksDocumento32 pagineCoating & Lining of Tanksaamirsaddiq100% (1)
- Waste Oil Incinerator ManualDocumento215 pagineWaste Oil Incinerator ManualRicardo Ahumada HenNessuna valutazione finora
- Tank Cleaning Guide BP 2004Documento1 paginaTank Cleaning Guide BP 2004mabrouk2013Nessuna valutazione finora
- Effie Maersk Main Engine Fuel Oil Service System DiagramDocumento1 paginaEffie Maersk Main Engine Fuel Oil Service System DiagramAurvin SinghNessuna valutazione finora
- FBC-FBD OPERATION MANUAL With Safety Precautions-2011Documento86 pagineFBC-FBD OPERATION MANUAL With Safety Precautions-2011Jhon ArcilaNessuna valutazione finora
- Be Smart About Column DesignDocumento7 pagineBe Smart About Column DesignJermaine HeathNessuna valutazione finora
- Regasification HamworthyDocumento19 pagineRegasification HamworthyMoustapha Seye100% (1)
- Introduction to Marine Transmission SystemsDocumento39 pagineIntroduction to Marine Transmission SystemsyeddidyonatanNessuna valutazione finora
- Unit 01 Karbala Refinery Project - Sept 20 17 PDFDocumento52 pagineUnit 01 Karbala Refinery Project - Sept 20 17 PDFnoor tahaNessuna valutazione finora
- GP B Sales BrochureDocumento20 pagineGP B Sales BrochurethaisonnguyenhoangNessuna valutazione finora
- Splash Protection - SOLASguidelines ChII-2-15.2Documento8 pagineSplash Protection - SOLASguidelines ChII-2-15.2fatkhan fatahillahNessuna valutazione finora
- ABBREVIATION LIST: 40+ ABBREVIATIONS FOR POWER PLANT TERMSDocumento7 pagineABBREVIATION LIST: 40+ ABBREVIATIONS FOR POWER PLANT TERMStuyencntnNessuna valutazione finora
- Schip en Werf de Zee PDFDocumento5 pagineSchip en Werf de Zee PDF1j1Nessuna valutazione finora
- Petroleum and Petrochemical Bulletin: Bunker Sampling For H S Bulletin 12-02 Rev. 0Documento2 paginePetroleum and Petrochemical Bulletin: Bunker Sampling For H S Bulletin 12-02 Rev. 0Saro HNessuna valutazione finora
- Astm D473Documento5 pagineAstm D473Jhomar SFNessuna valutazione finora
- OBS-ONE-PM GeneralDocumento36 pagineOBS-ONE-PM GeneralJaime Guerrero RiañoNessuna valutazione finora
- Project Proposal For LPG in Eth PDFDocumento38 pagineProject Proposal For LPG in Eth PDFraj100% (4)
- TOApr May 23Documento24 pagineTOApr May 23buzbonNessuna valutazione finora
- Boiler Cleaning Procedure GuideDocumento38 pagineBoiler Cleaning Procedure Guidesrigirisetty208100% (1)
- 3 Mr. Alex Gomez - Trillion LLC - HydroDieselDocumento35 pagine3 Mr. Alex Gomez - Trillion LLC - HydroDieselDong AnhNessuna valutazione finora
- Oasis Bird Group of CompanyDocumento9 pagineOasis Bird Group of CompanyOasis Bird Group General TradingNessuna valutazione finora
- Boiler PreservationDocumento35 pagineBoiler PreservationANKUSH YOGINessuna valutazione finora
- Refining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsDocumento48 pagineRefining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsyoesseoyNessuna valutazione finora
- DO-C10011-CT-Cat-Fines-Test Kit PDFDocumento1 paginaDO-C10011-CT-Cat-Fines-Test Kit PDFStefas DimitriosNessuna valutazione finora
- Argus Americas AsphaltDocumento10 pagineArgus Americas AsphaltRvrch FVNessuna valutazione finora
- Woodward Ug-8 PDFDocumento40 pagineWoodward Ug-8 PDFHim Sati86% (14)
- Training Course: International Oil Supply, Transportation, Refining & TradeDocumento10 pagineTraining Course: International Oil Supply, Transportation, Refining & TradeIbrahim SalahudinNessuna valutazione finora
- Service Experience: MAN B&W Low Speed Diesel EnginesDocumento34 pagineService Experience: MAN B&W Low Speed Diesel Enginesalevent100% (3)
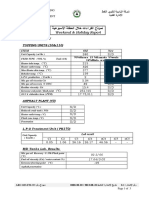
- Azzawiya Oil Refining Weekend ReportDocumento3 pagineAzzawiya Oil Refining Weekend ReportrawadNessuna valutazione finora