Potrebbero piacerti anche
- Tao Et Al-2016-Journal of Geophysical Research AtmospheresDocumento12 pagineTao Et Al-2016-Journal of Geophysical Research Atmospheresmini2018Nessuna valutazione finora
- Minutes 2015Documento100 pagineMinutes 2015mini2018Nessuna valutazione finora
- PDFDocumento18 paginePDFmini2018Nessuna valutazione finora
- Iron TransformationDocumento13 pagineIron Transformationmini2018Nessuna valutazione finora
- Evaluation of Solution and Rheological Properties For Hydro 2017 Egyptian JoDocumento7 pagineEvaluation of Solution and Rheological Properties For Hydro 2017 Egyptian Jomini2018Nessuna valutazione finora
- TheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFDocumento8 pagineTheeffectofAnodamineonthecorrosionbehaviorof1018mildsteel-2 Unlocked PDFmini2018Nessuna valutazione finora
- Optimization of Maputo Power Plant: Armando AbacarDocumento43 pagineOptimization of Maputo Power Plant: Armando Abacarmini2018Nessuna valutazione finora
- Fulltext01 PDFDocumento47 pagineFulltext01 PDFphotongan mhanjangNessuna valutazione finora
- 1981096Documento12 pagine1981096mini2018Nessuna valutazione finora
- The Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - UnlockedDocumento7 pagineThe Study of Pipeline Corrosion Monitoring Using Fiber Optic Sensing Technique Liang Ren - Unlockedmini2018Nessuna valutazione finora
- Calbiochem BuffersDocumento38 pagineCalbiochem BuffersLorraine MalaspinaNessuna valutazione finora
- Electrical Conductivity of Aqueous SolutionsDocumento1 paginaElectrical Conductivity of Aqueous SolutionslaughingalirezaNessuna valutazione finora
- Study Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation SystemDocumento58 pagineStudy Material For The Certificate of Fitness Examination G-91 Supervision of Natural Gas Co-Generation Systemmini2018100% (1)
- UnlockedDocumento21 pagineUnlockedmini2018Nessuna valutazione finora
- Strategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - UnlockedDocumento5 pagineStrategic Program - Sensors and Operations Product Id - 1023485 Date Published - May 10, 2013 Page 3 - Unlockedmini2018Nessuna valutazione finora
- Evaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedDocumento15 pagineEvaluation Methods for Corrosion Damage of Components in Cooling Systems of Nuclear Power Plants by Coupling Analysis of Corrosion and Flow Dynamics (v) Flow-Accelerated Corrosion Under Single- And Two-phase Flow Conditions_unlockedmini2018Nessuna valutazione finora
- 7.5 Reactions of Carboxylic Acids and AminesDocumento3 pagine7.5 Reactions of Carboxylic Acids and Aminesmini2018Nessuna valutazione finora
- E PFbSteamateNASeries enDocumento2 pagineE PFbSteamateNASeries enmini2018Nessuna valutazione finora
- Effect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater TubesDocumento3 pagineEffect of Oxygenated Treatment To Oxide Growth and Exfoliation of Superheater Tubesmini2018Nessuna valutazione finora
- NPCDocumento29 pagineNPCMarcTimNessuna valutazione finora
- Solubility of Inorganic Compounds PDFDocumento6 pagineSolubility of Inorganic Compounds PDFPablo Ignacio Santiagos HeviaNessuna valutazione finora
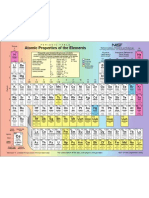
- Atomic Properties of The Elements TableDocumento1 paginaAtomic Properties of The Elements TableMaahiNessuna valutazione finora
- Chemistry of Salts in Aqueous Solutions: Applications, Experiments, and TheoryDocumento16 pagineChemistry of Salts in Aqueous Solutions: Applications, Experiments, and Theorymini2018Nessuna valutazione finora
- Bankiewicz DorotaDocumento73 pagineBankiewicz Dorotamini2018Nessuna valutazione finora
- Wyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) PrograDocumento32 pagineWyoming Department of Environmental Quality Water Quality Division WYPDES (Wyoming Pollutant Discharge Elimination System) Programini2018Nessuna valutazione finora
- Investigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water ApplicationsDocumento12 pagineInvestigations On The Influence of Phosphonates in Dispersing Iron Oxide (Rust) by Polymeric Additives For Industrial Water Applicationsmini2018Nessuna valutazione finora
- Superheater Tube From Boiler - Metallurgical Technologies, Inc.Documento9 pagineSuperheater Tube From Boiler - Metallurgical Technologies, Inc.mini2018Nessuna valutazione finora
- Oiler Chemical Cleaning TechniquesDocumento135 pagineOiler Chemical Cleaning Techniquesmini2018Nessuna valutazione finora
- Oxygen - Problems and Solutions in ElectrochemistryDocumento85 pagineOxygen - Problems and Solutions in Electrochemistrymini2018Nessuna valutazione finora
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocumento18 paginePredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Laura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson PlanDocumento11 pagineLaura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson Planapi-242213383Nessuna valutazione finora
- Jurnal PterygiumDocumento5 pagineJurnal PterygiummirafitrNessuna valutazione finora
- There Is No SpoonDocumento3 pagineThere Is No SpoonJason WalkerNessuna valutazione finora
- Mid Drive Vs HubDocumento15 pagineMid Drive Vs HubRivan PamungkasNessuna valutazione finora
- Dispersing AgentsDocumento6 pagineDispersing AgentsEdward MenezesNessuna valutazione finora
- Magnetic Field Analysis of SynRel and PMASynRel Machines With Hyperbolic Flux Barriers Using Conformal MappingDocumento10 pagineMagnetic Field Analysis of SynRel and PMASynRel Machines With Hyperbolic Flux Barriers Using Conformal MappingedumacerenNessuna valutazione finora
- Abstract Load Balancing 1Documento3 pagineAbstract Load Balancing 1Naveen AbhiNessuna valutazione finora
- Effort Distribution On Waterfall and AgileDocumento12 pagineEffort Distribution On Waterfall and Agileanandapramanik100% (2)
- CarbonatiteDocumento9 pagineCarbonatiteWWW.1580.L0GN.CFNessuna valutazione finora
- Liquefaction AnalysisDocumento16 pagineLiquefaction AnalysisKristi Engineering Services Pvt. Ltd.Nessuna valutazione finora
- Maths Comparison Summary ReportDocumento274 pagineMaths Comparison Summary ReportShahrukh MunirNessuna valutazione finora
- Ray OpticsDocumento41 pagineRay OpticsHannah VsNessuna valutazione finora
- Uncontrolled: Direct Shear Test of Soils Under Consolidated Drained ConditionsDocumento9 pagineUncontrolled: Direct Shear Test of Soils Under Consolidated Drained ConditionsMohannad QutubNessuna valutazione finora
- CO2 Dosing and Generation SystemDocumento344 pagineCO2 Dosing and Generation SystemABAID ULLAHNessuna valutazione finora
- Introduction To Music Theory: Inversions of ChordsDocumento3 pagineIntroduction To Music Theory: Inversions of Chordsnaveenmanuel8879Nessuna valutazione finora
- CHAPTER 6 Coordinate Geometry Module ExercisesDocumento15 pagineCHAPTER 6 Coordinate Geometry Module ExercisesBid Hassan75% (8)
- Data MiningDocumento48 pagineData MiningJAYASREE K.KNessuna valutazione finora
- Phase Shift of 180 Degrees On Reflection From Optically Denser MediumDocumento1 paginaPhase Shift of 180 Degrees On Reflection From Optically Denser MediumGreato HibernatoNessuna valutazione finora
- Power Generation Engine Performance DataDocumento4 paginePower Generation Engine Performance Dataacere18100% (1)
- Raman BandsDocumento2 pagineRaman Bandspreyas1Nessuna valutazione finora
- 24Documento3 pagine24sdssdNessuna valutazione finora
- Unit2.SP - Mill.setting and ImbibitionDocumento15 pagineUnit2.SP - Mill.setting and ImbibitionHari kantNessuna valutazione finora
- 11.rolling Disc SolutionDocumento12 pagine11.rolling Disc SolutionAlimin AnniNessuna valutazione finora
- Temperarura4 PDFDocumento371 pagineTemperarura4 PDFmario yanezNessuna valutazione finora
- LIFTING PERFORMANCE OF THE SY215C EXCAVATORDocumento4 pagineLIFTING PERFORMANCE OF THE SY215C EXCAVATORAkhmad SebehNessuna valutazione finora
- Tool Geometry and Tool LifeDocumento29 pagineTool Geometry and Tool LifeSudeepHandikherkarNessuna valutazione finora
- Crowd Puller FinalDocumento10 pagineCrowd Puller FinalJanette Tibayan CruzeiroNessuna valutazione finora
- Adverb Clause of Time (Adverbial Cause of Time)Documento9 pagineAdverb Clause of Time (Adverbial Cause of Time)Toh Choon HongNessuna valutazione finora
- Atlas Copco Compressed Air Manual: 8 EditionDocumento25 pagineAtlas Copco Compressed Air Manual: 8 EditionRajNessuna valutazione finora
- KX-TA308-616 Operating Instructions PDFDocumento131 pagineKX-TA308-616 Operating Instructions PDFDila AriNessuna valutazione finora