Potrebbero piacerti anche
- Corrosion and Fouling Control in Desalination IndustryDa EverandCorrosion and Fouling Control in Desalination IndustryNessuna valutazione finora
- @springer PDFDocumento7 pagine@springer PDFDrRoja A RNessuna valutazione finora
- Yıldırım2017 Article DeterminationOfMQLParametersCoDocumento15 pagineYıldırım2017 Article DeterminationOfMQLParametersCoilknur karaNessuna valutazione finora
- Rafeeq 2016Documento5 pagineRafeeq 2016RohitNessuna valutazione finora
- Waste Management For ShipbuildingDocumento22 pagineWaste Management For ShipbuildingBurzis PatelNessuna valutazione finora
- Analysis of Tool WearDocumento12 pagineAnalysis of Tool Wearaswinkrishnakjkd02Nessuna valutazione finora
- J Jclepro 2016 07 139Documento9 pagineJ Jclepro 2016 07 139AynamawNessuna valutazione finora
- International Journal of Machine Tools & Manufacture: M.C. Kong, D. Axinte, W. VoiceDocumento7 pagineInternational Journal of Machine Tools & Manufacture: M.C. Kong, D. Axinte, W. VoicesenthilNessuna valutazione finora
- Recuperacion de Granos Abrasivos PaperDocumento5 pagineRecuperacion de Granos Abrasivos PaperALEJANDRO SALDARRIAGANessuna valutazione finora
- 33 Fabrication of Pin On Disc Wear Testing Rig PDFDocumento4 pagine33 Fabrication of Pin On Disc Wear Testing Rig PDFEditor IJTSRDNessuna valutazione finora
- Application of Sustainable TechniquesDocumento18 pagineApplication of Sustainable TechniquesEsmeralda MuñozNessuna valutazione finora
- Manufacturing of Proto Type Wind Turbine Blades Using Rapid Prototype TechnologyDocumento10 pagineManufacturing of Proto Type Wind Turbine Blades Using Rapid Prototype TechnologyTJPRC PublicationsNessuna valutazione finora
- Study of Two Shaft Shredder For Crushing of Concrete Rubber Plastic and Wood PDFDocumento16 pagineStudy of Two Shaft Shredder For Crushing of Concrete Rubber Plastic and Wood PDFDennis MendozaNessuna valutazione finora
- Détection D'un Défaut de Délaminage Lors de L'usinage D'un Matériau Composite Par Analyse VibratoireDocumento9 pagineDétection D'un Défaut de Délaminage Lors de L'usinage D'un Matériau Composite Par Analyse VibratoireHá MìdNessuna valutazione finora
- Life Cycle Assessment of Arc Welding and Gas Welding ProcessesDocumento6 pagineLife Cycle Assessment of Arc Welding and Gas Welding ProcessesXavierEstrellaNessuna valutazione finora
- Investigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningDocumento8 pagineInvestigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningTJPRC PublicationsNessuna valutazione finora
- Eco-Efficiency of Disposable and Reusable Surgical Instruments - A Scissors CaseDocumento12 pagineEco-Efficiency of Disposable and Reusable Surgical Instruments - A Scissors CasearysiaNessuna valutazione finora
- Experimental Investigation On Environmental Utilization of e Waste ManagementDocumento4 pagineExperimental Investigation On Environmental Utilization of e Waste ManagementMuthu LakshmiNessuna valutazione finora
- Enviromental Friendly Cutting Fluids and Cooling Technique in MachiningDocumento15 pagineEnviromental Friendly Cutting Fluids and Cooling Technique in MachiningArss Sakti SetyaNessuna valutazione finora
- Wastewater PDFDocumento11 pagineWastewater PDFkoko silenceNessuna valutazione finora
- Applsci 12 KDocumento21 pagineApplsci 12 KGONZALO ALONSO AZURZA MANRIQUENessuna valutazione finora
- 1-s2.0-S0301479717307521-Main - PDF Eliminacin de Metales Por NanofiltracionDocumento6 pagine1-s2.0-S0301479717307521-Main - PDF Eliminacin de Metales Por NanofiltracionJaime CazaNessuna valutazione finora
- 2 MptfinalpaperDocumento14 pagine2 MptfinalpaperYesmin LlachoNessuna valutazione finora
- Molecules: Mechanochemical and Size Reduction Machines For BiorefiningDocumento22 pagineMolecules: Mechanochemical and Size Reduction Machines For BiorefiningBryan AlbornozNessuna valutazione finora
- Sensors: Compact Viscometer Prototype For Remote in Situ Analysis of SludgeDocumento14 pagineSensors: Compact Viscometer Prototype For Remote in Situ Analysis of SludgeBalaNessuna valutazione finora
- Slurry Erosion Behaviour of Ni-Hard Under VariousDocumento8 pagineSlurry Erosion Behaviour of Ni-Hard Under VariousGuilherme Vieira RosaNessuna valutazione finora
- Journal of Environmental Management: Kanjana Chanworrawoot, Mali HunsomDocumento8 pagineJournal of Environmental Management: Kanjana Chanworrawoot, Mali Hunsomnavri_nalhadNessuna valutazione finora
- Experimental Study On Abrasive Recycling in Cutting With Abrasive Suspension Water JetDocumento12 pagineExperimental Study On Abrasive Recycling in Cutting With Abrasive Suspension Water JetJose Antonio Montoya VasquezNessuna valutazione finora
- Aerogels For Water Treatment A ReviewDocumento21 pagineAerogels For Water Treatment A ReviewVeronica HernandezNessuna valutazione finora
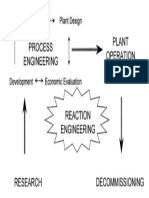
- Life Cycle Phases of A Typical Chemical ProcessDocumento1 paginaLife Cycle Phases of A Typical Chemical ProcessSJNessuna valutazione finora
- HTTPWWW - Min Pan - Krakow - Plwydawnictwagsm264saramak I Inni 1 PDFDocumento12 pagineHTTPWWW - Min Pan - Krakow - Plwydawnictwagsm264saramak I Inni 1 PDFaghilifNessuna valutazione finora
- Adsorpsi Logam Timbal PB Dengan EcengDocumento9 pagineAdsorpsi Logam Timbal PB Dengan EcengLutfi amaliaNessuna valutazione finora
- 27 Sivalingam-2020 MachinabilityDocumento9 pagine27 Sivalingam-2020 MachinabilityNexhat QehajaNessuna valutazione finora
- Hospital - 1Documento12 pagineHospital - 1vgujju5Nessuna valutazione finora
- DemolitionDocumento3 pagineDemolitionMAITRI ADUGENessuna valutazione finora
- Scaling Up Ultrasonic Vibration Assisted Additive Man - 2022 - Journal of ManufaDocumento8 pagineScaling Up Ultrasonic Vibration Assisted Additive Man - 2022 - Journal of ManufaDiego BarreraNessuna valutazione finora
- Trends in The Drilling Waste Management.: Dariusz Knez, Andrzej Gonet, Jerzy Fijał and Lucyna CzekajDocumento4 pagineTrends in The Drilling Waste Management.: Dariusz Knez, Andrzej Gonet, Jerzy Fijał and Lucyna CzekajMyo Myint HtetNessuna valutazione finora
- Mathematical Modelling of The Activated Sludge Process-The Erzincan CaseDocumento7 pagineMathematical Modelling of The Activated Sludge Process-The Erzincan CaseAbderrahman MahiddiniNessuna valutazione finora
- Source Separation of Construction Wastes in New Zealand PDFDocumento9 pagineSource Separation of Construction Wastes in New Zealand PDFPanagiotis AggelopoulosNessuna valutazione finora
- Ochando Pulido2017 PDFDocumento31 pagineOchando Pulido2017 PDFRizki TriwulandaNessuna valutazione finora
- Applsci 09 03883 PDFDocumento20 pagineApplsci 09 03883 PDFhamidu athumaniNessuna valutazione finora
- Safety BarriersDocumento182 pagineSafety Barriersnganga_milo50% (2)
- Treatment of Petroleum Drill Cuttings by Water-Based Drill Cuttings Plant Using Solidification/Stabilization Treatment MethodDocumento6 pagineTreatment of Petroleum Drill Cuttings by Water-Based Drill Cuttings Plant Using Solidification/Stabilization Treatment MethodaymenmoatazNessuna valutazione finora
- Preparation, Characterization, Viscosity and Thermal Conductivity of CaCO3 Aqueous NanofluidsDocumento9 paginePreparation, Characterization, Viscosity and Thermal Conductivity of CaCO3 Aqueous NanofluidsVijay ParmarNessuna valutazione finora
- Ijciet 09 05 133Documento14 pagineIjciet 09 05 133Rajagnaruk UmakNessuna valutazione finora
- Metals: High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings For Transport Industrial ApplicationsDocumento21 pagineMetals: High Velocity Oxygen Liquid-Fuel (HVOLF) Spraying of WC-Based Coatings For Transport Industrial Applicationssuresh_501Nessuna valutazione finora
- Cryogenic Cutting and Cleaning: Tested MaterialsDocumento2 pagineCryogenic Cutting and Cleaning: Tested MaterialsTanpreet SinghNessuna valutazione finora
- 1 s2.0 S2238785419321994 MainDocumento11 pagine1 s2.0 S2238785419321994 MainAbdallah AbdalFatah Mohamed MohamedNessuna valutazione finora
- Web of Science (5.13.1) - Export Transfer ServiceDocumento17 pagineWeb of Science (5.13.1) - Export Transfer ServicealbertosNessuna valutazione finora
- Sciencedirect: Energy Consumption in Mining ComminutionDocumento6 pagineSciencedirect: Energy Consumption in Mining ComminutionJose Colque SierraNessuna valutazione finora
- Chemical Machining 2016Documento9 pagineChemical Machining 2016Hafid ArdiansyahNessuna valutazione finora
- An Analytical Approach For Determining The Environmental Impact of Mahcining ProcessesDocumento23 pagineAn Analytical Approach For Determining The Environmental Impact of Mahcining Processeswilhelmjacob5091Nessuna valutazione finora
- Black Anodic Coatings For Space Applications: Study of The Process Parameters, Characteristics and Mechanical PropertiesDocumento26 pagineBlack Anodic Coatings For Space Applications: Study of The Process Parameters, Characteristics and Mechanical PropertiesHoang TanNessuna valutazione finora
- Coatings 12 01553 v3Documento22 pagineCoatings 12 01553 v31DA20ME449 Siddesh MSNessuna valutazione finora
- Minerals: Case Studies For Clean Technology Development in The Chemical Industry Using Zeolite Based CatalystsDocumento14 pagineMinerals: Case Studies For Clean Technology Development in The Chemical Industry Using Zeolite Based Catalystsحاتم غيدان خلفNessuna valutazione finora
- Corrosion and Degradation OF: Metallic MaterialsDocumento277 pagineCorrosion and Degradation OF: Metallic Materialszendaoui amine100% (1)
- Sterilization MembraneDocumento7 pagineSterilization MembraneIndy SafiraNessuna valutazione finora
- Tailings Dam Design. TechnologyUpdate SecuredDocumento12 pagineTailings Dam Design. TechnologyUpdate SecuredJavierNessuna valutazione finora
- Optimization of The Development of A Plastic Recycling MachineDocumento15 pagineOptimization of The Development of A Plastic Recycling MachinePhilip ArpiaNessuna valutazione finora
- Applied Sciences: Biologically Derived Gels For The Cleaning of Historical and Artistic Metal HeritageDocumento17 pagineApplied Sciences: Biologically Derived Gels For The Cleaning of Historical and Artistic Metal HeritageSARAI ELI LANDA ROJASNessuna valutazione finora
- Projectile Driving Band Interaction With Gun BarrelsDocumento6 pagineProjectile Driving Band Interaction With Gun Barrelsjitendra25252Nessuna valutazione finora
- Wear and Erosion in Large Caliber Gun Barrels: PrefaceDocumento14 pagineWear and Erosion in Large Caliber Gun Barrels: Prefacejitendra25252Nessuna valutazione finora
- Evaluation of Projectile Ramming Process in New and Worn Smooth Barrels of GunsDocumento9 pagineEvaluation of Projectile Ramming Process in New and Worn Smooth Barrels of Gunsjitendra25252Nessuna valutazione finora
- Modular Artillery Charge System (Macs) Compatibility With The 155-Mm M114 Towed HowitzerDocumento21 pagineModular Artillery Charge System (Macs) Compatibility With The 155-Mm M114 Towed Howitzerjitendra25252Nessuna valutazione finora
- Cutting Down The Kick:: Understanding and Managing Large Caliber RecoilDocumento22 pagineCutting Down The Kick:: Understanding and Managing Large Caliber Recoiljitendra25252Nessuna valutazione finora
- Inertially Stabilized Platforms For Precision PointingDocumento55 pagineInertially Stabilized Platforms For Precision Pointingjitendra25252Nessuna valutazione finora
- Defense Technical Information Center Compilation Part NoticeDocumento13 pagineDefense Technical Information Center Compilation Part Noticejitendra25252Nessuna valutazione finora
- Fatigue of Wind TurbineDocumento1 paginaFatigue of Wind Turbinejitendra25252Nessuna valutazione finora
- Extreme Response Spectrum of A Random Vibration PDFDocumento196 pagineExtreme Response Spectrum of A Random Vibration PDFjitendra25252Nessuna valutazione finora
- Interior Ballistics Simulation of Modular Charge Gun System Using MatlabDocumento7 pagineInterior Ballistics Simulation of Modular Charge Gun System Using Matlabjitendra25252100% (1)
- Design and Manufacturing Process For A Ballistic MDocumento7 pagineDesign and Manufacturing Process For A Ballistic Mjitendra25252Nessuna valutazione finora
- Optimal ShockDocumento16 pagineOptimal Shockjitendra25252Nessuna valutazione finora
- Revised Car Scheme (M1 B M3 C) : Check Your EligibilityDocumento6 pagineRevised Car Scheme (M1 B M3 C) : Check Your Eligibilityjitendra2525233% (3)
- Tensors Made EasyDocumento2 pagineTensors Made Easyjitendra25252Nessuna valutazione finora
- Mil-A-12560h GDocumento39 pagineMil-A-12560h Gjitendra25252Nessuna valutazione finora
- AutonomyandArtificialIntelligence CLAWS (MP75FINAL)Documento38 pagineAutonomyandArtificialIntelligence CLAWS (MP75FINAL)icitcellNessuna valutazione finora
- Mil STD 1316fDocumento32 pagineMil STD 1316fjitendra25252Nessuna valutazione finora
- Tensors Made EasyDocumento171 pagineTensors Made Easyjitendra25252100% (1)
- Tensors Made EasyDocumento171 pagineTensors Made Easyjitendra25252100% (1)
- Green FunctionDocumento15 pagineGreen Functionjitendra25252Nessuna valutazione finora
- Stress Analysis of Integrated 12.7 MM Machine Gun Mount: Aleksandar Kari Dušan Jovanović Damir Jerković Nebojša HristovDocumento5 pagineStress Analysis of Integrated 12.7 MM Machine Gun Mount: Aleksandar Kari Dušan Jovanović Damir Jerković Nebojša Hristovjitendra25252Nessuna valutazione finora
- MariaDB Onboarding Databases To Sonar Reference Guide 11-8-2023Documento12 pagineMariaDB Onboarding Databases To Sonar Reference Guide 11-8-2023Jateen SoniNessuna valutazione finora
- CT PhysicsDocumento117 pagineCT PhysicsGarima Bharti100% (2)
- Introducing RS: A New 3D Program For Geotechnical AnalysisDocumento4 pagineIntroducing RS: A New 3D Program For Geotechnical AnalysisAriel BustamanteNessuna valutazione finora
- Derivation of Gravity Loads PDFDocumento4 pagineDerivation of Gravity Loads PDFHenry TuganoNessuna valutazione finora
- Heavy Earth Moving MachinaryDocumento34 pagineHeavy Earth Moving MachinaryMAZHAR ALAMNessuna valutazione finora
- Fisher N551 ESVDocumento2 pagineFisher N551 ESVWynn ChoNessuna valutazione finora
- E9sht I C C I W D SDocumento213 pagineE9sht I C C I W D SMAMBO95TLNessuna valutazione finora
- HVT DS HAEFELY RIC 422 Reference Impulse Calibrator V2004Documento4 pagineHVT DS HAEFELY RIC 422 Reference Impulse Calibrator V2004leivajNessuna valutazione finora
- DH-IPC-HDBW1231E: 2MP WDR IR Mini-Dome Network CameraDocumento3 pagineDH-IPC-HDBW1231E: 2MP WDR IR Mini-Dome Network CameraDeltaz AZNessuna valutazione finora
- Crane Inspection ChecklistDocumento1 paginaCrane Inspection ChecklistsudhakarNessuna valutazione finora
- Faculty Profile: Dr. Injam Siva ParvathiDocumento9 pagineFaculty Profile: Dr. Injam Siva ParvathiMr. Y. RajeshNessuna valutazione finora
- Balance Diet and NutritionDocumento9 pagineBalance Diet and NutritionEuniceNessuna valutazione finora
- British Vs American English - CrosswordDocumento3 pagineBritish Vs American English - Crosswordlkham enkhsaikhanNessuna valutazione finora
- C1 1 PDFDocumento114 pagineC1 1 PDFVidaurri100% (1)
- Exercises PDFDocumento39 pagineExercises PDF910220Nessuna valutazione finora
- Animal Cells PDFDocumento4 pagineAnimal Cells PDFFalah HabibNessuna valutazione finora
- Essential Oil ExtractionDocumento159 pagineEssential Oil ExtractionAubrey Hernandez100% (4)
- Op Amp AssignmentDocumento10 pagineOp Amp AssignmentJuan-Wian CoetzerNessuna valutazione finora
- Chapter 34 Area MethodDocumento14 pagineChapter 34 Area Methodthorgod941500% (1)
- 2021 Lifting Points Main Catalogue V1 - V - RUDDocumento120 pagine2021 Lifting Points Main Catalogue V1 - V - RUDmengyu hanNessuna valutazione finora
- Fiber Testing and OTDR Basics: Brett Isley Terriitory Sales ManagerDocumento54 pagineFiber Testing and OTDR Basics: Brett Isley Terriitory Sales ManagerTuppiNessuna valutazione finora
- Exam of Refinery PDF 2Documento20 pagineExam of Refinery PDF 2ئارام ناصح محمد حسێن0% (1)
- Animal Instinct (Em, Original) Acordes GuitarraDocumento2 pagineAnimal Instinct (Em, Original) Acordes GuitarraGustavoNessuna valutazione finora
- MHR PreCal 12 Textbook CH 1 SolutionsDocumento57 pagineMHR PreCal 12 Textbook CH 1 SolutionsBryan LowNessuna valutazione finora
- Taenia SoliumDocumento40 pagineTaenia SoliumBio SciencesNessuna valutazione finora
- 09.3090 USTR2433b T Series Cassettes Omega IFU enDocumento51 pagine09.3090 USTR2433b T Series Cassettes Omega IFU enAdi SaputraNessuna valutazione finora
- Astm D6321-98-2004Documento3 pagineAstm D6321-98-2004Thyagu LingamurthyNessuna valutazione finora
- List of Japanese Company in IndiaDocumento2 pagineList of Japanese Company in Indiakaushalshinde317Nessuna valutazione finora
- Buongiorno - Etal - 2009 The Big Experimental CheckDocumento15 pagineBuongiorno - Etal - 2009 The Big Experimental CheckMikhail TarabrinNessuna valutazione finora
- HP COMPAQ D330UT-Network & InternetDocumento20 pagineHP COMPAQ D330UT-Network & Internetgebo_manNessuna valutazione finora