Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
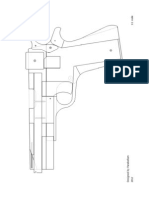
- m1911 RBG FixedplansDocumento3 paginem1911 RBG FixedplansGuth Faust100% (1)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- A Practical Guide To Free-Energy' Devices - PJKbookDocumento14 pagineA Practical Guide To Free-Energy' Devices - PJKbookBharat Mumbaikar100% (2)
- Power Products: EnglishDocumento24 paginePower Products: EnglishHalit Yalçınkaya100% (1)
- Genset Startup and Commissioning Checklist C 175Documento13 pagineGenset Startup and Commissioning Checklist C 175Dwi Mulyanti DwimulyantishopNessuna valutazione finora
- Asr Spec Cat Eu 2016 Catalogo ResortesDocumento212 pagineAsr Spec Cat Eu 2016 Catalogo ResortesIvan HuertaNessuna valutazione finora
- Elevator Control Module: User'SDocumento19 pagineElevator Control Module: User'SJitheshbabu Babu100% (5)
- CH 2: Basic MOS Device PhysicsDocumento20 pagineCH 2: Basic MOS Device PhysicsMuhammad FaizanNessuna valutazione finora
- Features of 80186, 80286, 80386, 80486 and Pentium Family Processors Ee Vi Sem Amit ThakurDocumento23 pagineFeatures of 80186, 80286, 80386, 80486 and Pentium Family Processors Ee Vi Sem Amit Thakuritsanshika555Nessuna valutazione finora
- Water Bottling PlantDocumento12 pagineWater Bottling PlantStephen Ngigi KaranjaNessuna valutazione finora
- 87ae786948d705a6047e1ca5caf6541b.xlsxDocumento255 pagine87ae786948d705a6047e1ca5caf6541b.xlsxshubhamjain1993Nessuna valutazione finora
- 17pm KDocumento2 pagine17pm KMorissonNessuna valutazione finora
- Armstrong 9 Pounder s2Documento1 paginaArmstrong 9 Pounder s2MorissonNessuna valutazione finora
- DispatcherDocumento203 pagineDispatcherMorissonNessuna valutazione finora
- 5326 Instructions v8 WebDocumento56 pagine5326 Instructions v8 WebMorissonNessuna valutazione finora
- Solenoid Valve (Proportional Reducing) - Calibrate - 084514Documento11 pagineSolenoid Valve (Proportional Reducing) - Calibrate - 084514Juan Lopez100% (1)
- Gambar Concrete Pole PDFDocumento1 paginaGambar Concrete Pole PDFrifkynetNessuna valutazione finora
- SF Yan 0421Documento10 pagineSF Yan 0421suraj pandeyNessuna valutazione finora
- Servisni Manual Gree en Fairy 12 BGDocumento92 pagineServisni Manual Gree en Fairy 12 BGVictor Marcell Oliveira MesquitaNessuna valutazione finora
- Figure 1: Elbow Pipe FittingDocumento6 pagineFigure 1: Elbow Pipe FittingArjun BaralNessuna valutazione finora
- Annexure Fire Fighting SystemDocumento4 pagineAnnexure Fire Fighting SystemShafi AshrafNessuna valutazione finora
- Safety and HandlingDocumento22 pagineSafety and HandlingDan ChiongNessuna valutazione finora
- Voletin de Servicio GM6Documento2 pagineVoletin de Servicio GM6johan parra galeano50% (2)
- Sepam - I0 - (Io) Inputs For CSH30 and CSH120 - CSH200 - FAQs PDFDocumento2 pagineSepam - I0 - (Io) Inputs For CSH30 and CSH120 - CSH200 - FAQs PDFNADEEM KHANNessuna valutazione finora
- Wiring Diagrams For Rotary Phase ConvertorDocumento2 pagineWiring Diagrams For Rotary Phase Convertorwhsprz100% (1)
- Jetweigh BrochureDocumento7 pagineJetweigh BrochureYudi ErwantaNessuna valutazione finora
- Frances Juris B. Natino 7-STE 1 ICT Quarter 2-Module 1: Activity 1 ADocumento3 pagineFrances Juris B. Natino 7-STE 1 ICT Quarter 2-Module 1: Activity 1 ALjae NatinoNessuna valutazione finora
- Ultra Series Ultrasonic Liquid Flowmeters IOM PDFDocumento58 pagineUltra Series Ultrasonic Liquid Flowmeters IOM PDFClarkFedele27Nessuna valutazione finora
- Types: Fault Current Superconducting DevicesDocumento2 pagineTypes: Fault Current Superconducting DevicesYellaturi Siva Kishore ReddyNessuna valutazione finora
- Helical Hydraulic Rotary Actuators: Series L and TDocumento20 pagineHelical Hydraulic Rotary Actuators: Series L and TDesign IPGENessuna valutazione finora
- Spec 315 MV 105 PowerGuard-XL 35KVDocumento2 pagineSpec 315 MV 105 PowerGuard-XL 35KVSarah PinkNessuna valutazione finora
- NTMB-918F: Vol. TrebleDocumento2 pagineNTMB-918F: Vol. TrebleEsteban FonsecaNessuna valutazione finora
- Information Technology Activity Book Prokopchuk A R Gavrilova eDocumento75 pagineInformation Technology Activity Book Prokopchuk A R Gavrilova eNatalya TushakovaNessuna valutazione finora
- Solar Night Light AssemblyDocumento14 pagineSolar Night Light AssemblyYamut Si akoNessuna valutazione finora
- Pulsar: Engineered Products Engineered ProductsDocumento8 paginePulsar: Engineered Products Engineered Productsshahrol effendy rodziNessuna valutazione finora
- Gemma Monoblok m45 Technical Catalog Son PDFDocumento19 pagineGemma Monoblok m45 Technical Catalog Son PDFTulio Andres CoyNessuna valutazione finora