Potrebbero piacerti anche
- Hazard IdentificationDocumento1 paginaHazard IdentificationMohamad Zakwan Zach ZakariaNessuna valutazione finora
- Hazard Identification, Risk Assessment and Control Record Register For Offshore ActivitiesDocumento4 pagineHazard Identification, Risk Assessment and Control Record Register For Offshore Activitiespvs12684100% (2)
- Alice Springs Airport Spill ManagementDocumento12 pagineAlice Springs Airport Spill ManagementDavid GrimaNessuna valutazione finora
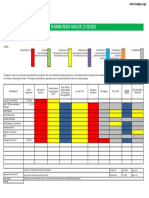
- COME HSE Audit Plan 2015Documento1 paginaCOME HSE Audit Plan 2015Syafiq SudinNessuna valutazione finora
- SOP - Fuel SpillageDocumento4 pagineSOP - Fuel SpillageKeanu bashNessuna valutazione finora
- Marine Health, Safety, Quality and Environmental Management: Guide ForDocumento56 pagineMarine Health, Safety, Quality and Environmental Management: Guide ForgabelendaNessuna valutazione finora
- CDM 2015 Simplified - What You Need To KnowDocumento118 pagineCDM 2015 Simplified - What You Need To KnowAchilleas21Nessuna valutazione finora
- Management of Hazardous Chemicals ProgramDocumento52 pagineManagement of Hazardous Chemicals ProgramMohamed AdelNessuna valutazione finora
- Final Scope of Work Pachmari SWMDocumento10 pagineFinal Scope of Work Pachmari SWMSANJAY PARASARNessuna valutazione finora
- Close-Out Report: A.I.S.E. Laundry Sustainability Project # 1 For Heavy Duty Low Suds Laundry Powder Detergents (LSP-1)Documento8 pagineClose-Out Report: A.I.S.E. Laundry Sustainability Project # 1 For Heavy Duty Low Suds Laundry Powder Detergents (LSP-1)Rutu PatelNessuna valutazione finora
- Chemical - Regulations in India PDFDocumento50 pagineChemical - Regulations in India PDFSANDAMARNessuna valutazione finora
- Delo Gold Ultra SAE 15W-40 Safety Data SheetDocumento6 pagineDelo Gold Ultra SAE 15W-40 Safety Data SheetNasta Ina RobayasaNessuna valutazione finora
- 00 - Petrobel IMS Overview FinalDocumento52 pagine00 - Petrobel IMS Overview FinalAhmed El AmraniNessuna valutazione finora
- RAID Register - SapphireDocumento11 pagineRAID Register - SapphireMuhammadMuzammalJamilNessuna valutazione finora
- Factories Act 1948Documento70 pagineFactories Act 1948akanungoNessuna valutazione finora
- Constructed Wetlands For Wastewater Treatment and Wildlife HabitatDocumento219 pagineConstructed Wetlands For Wastewater Treatment and Wildlife Habitatdrakken13100% (1)
- Npe Project Ikpt Hsse Programs 2018: NO. Programmed & CoursesDocumento1 paginaNpe Project Ikpt Hsse Programs 2018: NO. Programmed & CoursesilhamNessuna valutazione finora
- Draft Report For Public Comment - Chevron Richmond Refinery FireDocumento68 pagineDraft Report For Public Comment - Chevron Richmond Refinery Firekanakarao1100% (1)
- Camden Gas Project - Environmental Health and Safety Management PlanDocumento82 pagineCamden Gas Project - Environmental Health and Safety Management PlanHesham HassanNessuna valutazione finora
- AzSPU Contractor HSE Audit ProcedureDocumento13 pagineAzSPU Contractor HSE Audit ProcedureAmir M. ShaikhNessuna valutazione finora
- Spill Prevention and ControlDocumento20 pagineSpill Prevention and ControlZaid MubeenNessuna valutazione finora
- In Addition To The NFPA 30, Qatar Fuel (WOQOD) Requirement Must Be Followed For Tank Installation and Fire Protection For TanksDocumento3 pagineIn Addition To The NFPA 30, Qatar Fuel (WOQOD) Requirement Must Be Followed For Tank Installation and Fire Protection For Tankscoolsummer1112143Nessuna valutazione finora
- Development and Validation of Three Step Risk Assessment Method For Ship Recycling Sector 2015 Safety ScienceDocumento15 pagineDevelopment and Validation of Three Step Risk Assessment Method For Ship Recycling Sector 2015 Safety ScienceEvi SiswantoNessuna valutazione finora
- Fire Response PlanDocumento4 pagineFire Response PlanArchana GaonkarNessuna valutazione finora
- Activity 3.2.1 Training Needs Analysis (Documento1 paginaActivity 3.2.1 Training Needs Analysis (Mahnoor MasroorNessuna valutazione finora
- CONST-PK-HSE FRM-38 Environmental Risk Assessment and Control FormDocumento6 pagineCONST-PK-HSE FRM-38 Environmental Risk Assessment and Control FormPerwez21Nessuna valutazione finora
- Water Resources: by Vansh Kumar Class 10 FDocumento20 pagineWater Resources: by Vansh Kumar Class 10 Fvansh kumar100% (1)
- Examples CDM Toolkit (210427) R'DCT (v2)Documento35 pagineExamples CDM Toolkit (210427) R'DCT (v2)Antonia D QuashieNessuna valutazione finora
- Confind SpaceDocumento11 pagineConfind Spacesolomonbeg100% (1)
- Section 2 Towing OperationsDocumento16 pagineSection 2 Towing OperationsmitsosNessuna valutazione finora
- Dissolved Air Flotation (DAF) SystemDocumento8 pagineDissolved Air Flotation (DAF) Systemneeraj sharmaNessuna valutazione finora
- GPCB SOP For De-Contamination FacilityDocumento9 pagineGPCB SOP For De-Contamination FacilityEHS HalolNessuna valutazione finora
- Kurt Lewin's Process Model For Organizational Change: The Role of Leadership and Employee Involvement: A Critical ReviewDocumento6 pagineKurt Lewin's Process Model For Organizational Change: The Role of Leadership and Employee Involvement: A Critical ReviewJiana NasirNessuna valutazione finora
- Is 5572 - Hazardous ClassificationDocumento2 pagineIs 5572 - Hazardous ClassificationMathavaraj DharmarajNessuna valutazione finora
- Accra Urban Transport Project (Autp), Phase 1 - Pokuase InterchangeDocumento44 pagineAccra Urban Transport Project (Autp), Phase 1 - Pokuase InterchangeBernard OwusuNessuna valutazione finora
- COSHH Sodium MetabisulfiteDocumento3 pagineCOSHH Sodium MetabisulfiteAhmad OmarNessuna valutazione finora
- Georgia Uniform Vehicle Accident ReportDocumento82 pagineGeorgia Uniform Vehicle Accident Reportdrivera02100% (1)
- Mayon Hazardous SubstancesDocumento14 pagineMayon Hazardous Substancesjerold esponillaNessuna valutazione finora
- Environmental Conservation Rules, 1997 (ECR'97)Documento2 pagineEnvironmental Conservation Rules, 1997 (ECR'97)নরকেররাজপুত্রNessuna valutazione finora
- BP Industry Safety AlertDocumento2 pagineBP Industry Safety AlertWahyu Wicaksono100% (1)
- Weld-On 3 MsdsDocumento2 pagineWeld-On 3 MsdsSergio SanchezNessuna valutazione finora
- HSE Practitioner Cari Di GoogleDocumento33 pagineHSE Practitioner Cari Di GoogleHerik renaldoNessuna valutazione finora
- Offsite Emergency PlanDocumento19 pagineOffsite Emergency Planhmpathak476Nessuna valutazione finora
- Shoreline Cleanup Methods GuideDocumento3 pagineShoreline Cleanup Methods GuideTdukeresolveNessuna valutazione finora
- Flixborough (UK) 197402 0Documento13 pagineFlixborough (UK) 197402 0Emma Slater100% (1)
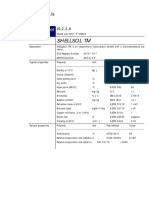
- Shelsol Shoc CardDocumento3 pagineShelsol Shoc Cardvinil radhakrishnaNessuna valutazione finora
- Reactive Monitoring Mission Report Ohrid RegionDocumento94 pagineReactive Monitoring Mission Report Ohrid RegionMarjan GlavinceskiNessuna valutazione finora
- Working Safely With ForkliftsDocumento31 pagineWorking Safely With ForkliftsHari PrasathNessuna valutazione finora
- Environmental Engineer Health Safety in Little Rock AR Resume Sandra WilksDocumento3 pagineEnvironmental Engineer Health Safety in Little Rock AR Resume Sandra WilksSandraWilksNessuna valutazione finora
- l1 Manual EmsDocumento48 paginel1 Manual EmsUpasna PaniNessuna valutazione finora
- Working in Shipyard IndustryDocumento3 pagineWorking in Shipyard IndustryDamen YardNessuna valutazione finora
- IUMI Webinar Flat RacksDocumento35 pagineIUMI Webinar Flat RacksJackNessuna valutazione finora
- Ventilation Plan TemplateDocumento11 pagineVentilation Plan TemplatePlank89Nessuna valutazione finora
- Carriage and Handling of ChemicalsDocumento4 pagineCarriage and Handling of ChemicalsRavinder YadavNessuna valutazione finora
- Safety responsibilities portsDocumento15 pagineSafety responsibilities portsMohd Zubaidi Bin OthmanNessuna valutazione finora
- ISO 45001 Case Study Risk Management INTLDocumento2 pagineISO 45001 Case Study Risk Management INTLGlenn MalloNessuna valutazione finora
- Assessment of Human Factors On Oil SpillsDocumento53 pagineAssessment of Human Factors On Oil SpillsflouzanNessuna valutazione finora
- Plug The Holes in The Swiss Chesse Model - CEP - 20170946Documento5 paginePlug The Holes in The Swiss Chesse Model - CEP - 20170946gwinnruNessuna valutazione finora
- 1 CSR PolicyDocumento5 pagine1 CSR Policyswamy222225076Nessuna valutazione finora
- Fall Protection PPT v-03!01!17Documento31 pagineFall Protection PPT v-03!01!17Mustafa AdelNessuna valutazione finora
- Chapter Four Risk Assessment of NLNGDocumento8 pagineChapter Four Risk Assessment of NLNGOkePreciousEmmanuelNessuna valutazione finora
- Hsps03 Working at HeightDDocumento25 pagineHsps03 Working at HeightDZeinfahmi Dwireski WibawaNessuna valutazione finora
- Construction With BricksDocumento15 pagineConstruction With Bricksnadaf2Nessuna valutazione finora
- Siesmic AnalysisDocumento7 pagineSiesmic Analysisnadaf2Nessuna valutazione finora
- IS 10262 - 2009 - RevisionDocumento18 pagineIS 10262 - 2009 - RevisionSampathKumara Swamy K100% (4)
- 77compactionFactrBucket PDFDocumento1 pagina77compactionFactrBucket PDFnadaf2Nessuna valutazione finora
- MaterialsDocumento4 pagineMaterialsnadaf2Nessuna valutazione finora
- DUCTILITY ELECTRiCaLDocumento1 paginaDUCTILITY ELECTRiCaLnadaf2Nessuna valutazione finora
- Power of Geotechnology TechnichDocumento1 paginaPower of Geotechnology Technichnadaf8Nessuna valutazione finora
- Concrete Practical PDFDocumento40 pagineConcrete Practical PDFnadaf2Nessuna valutazione finora
- Form WorkDocumento4 pagineForm Worknadaf2Nessuna valutazione finora
- IS 10262 - 2009 - RevisionDocumento18 pagineIS 10262 - 2009 - RevisionSampathKumara Swamy K100% (4)
- Applied Hydraulics Course AnalysisDocumento18 pagineApplied Hydraulics Course Analysisnadaf2Nessuna valutazione finora
- Concepts of Doubly Reinforced StructureDocumento3 pagineConcepts of Doubly Reinforced Structurenadaf2Nessuna valutazione finora
- N 1Documento42 pagineN 1nadaf2Nessuna valutazione finora
- Compaction Fact R BucketDocumento1 paginaCompaction Fact R Bucketnadaf2Nessuna valutazione finora
- MarshallDocumento25 pagineMarshallnadaf2Nessuna valutazione finora
- At b2 at B3a at B4a eDocumento2 pagineAt b2 at B3a at B4a enadaf2Nessuna valutazione finora
- R.C.C. StructuresDocumento8 pagineR.C.C. Structuresnadaf2Nessuna valutazione finora
- DL-500 eDocumento4 pagineDL-500 enadaf2Nessuna valutazione finora
- Concrete Imp PresentaionsDocumento16 pagineConcrete Imp Presentaionsnadaf2Nessuna valutazione finora
- R.C.C. StructuresDocumento8 pagineR.C.C. Structuresnadaf2Nessuna valutazione finora
- Statics of Bending Shear and Bending Moment DiagramsDocumento12 pagineStatics of Bending Shear and Bending Moment Diagramsapi-3710585100% (1)
- Road MateDocumento3 pagineRoad Matenadaf2Nessuna valutazione finora
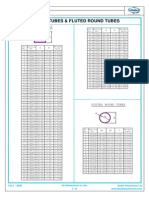
- AluminiumSquare and Fluted Fluted Round TubesDocumento1 paginaAluminiumSquare and Fluted Fluted Round Tubesnadaf2Nessuna valutazione finora
- Concrete Bridges: A. E A M P. C D M. F C W. F B G. R M L R H G. R D H. S J S M K. T S W. WDocumento8 pagineConcrete Bridges: A. E A M P. C D M. F C W. F B G. R M L R H G. R D H. S J S M K. T S W. WdadabadiNessuna valutazione finora
- Tutorial 5 Complementary Shear Stress 2012 PDFDocumento0 pagineTutorial 5 Complementary Shear Stress 2012 PDFnotevaleNessuna valutazione finora
- AluminiumRound Rods Square Bars Hex BarsDocumento2 pagineAluminiumRound Rods Square Bars Hex Barsnadaf2Nessuna valutazione finora
- Concrete Bridges: A. E A M P. C D M. F C W. F B G. R M L R H G. R D H. S J S M K. T S W. WDocumento8 pagineConcrete Bridges: A. E A M P. C D M. F C W. F B G. R M L R H G. R D H. S J S M K. T S W. WdadabadiNessuna valutazione finora
- IRC TechnicalDocumento16 pagineIRC Technicalnadaf2100% (1)
- Bars & Rods: All Dimensions in Mm. Cat L - 2008 Jindal Aluminium Ltd. I - 1 All Dimensions in MMDocumento8 pagineBars & Rods: All Dimensions in Mm. Cat L - 2008 Jindal Aluminium Ltd. I - 1 All Dimensions in MMnadaf2Nessuna valutazione finora
- Indian Standard: Code of Practice For Installation of Septic TanksDocumento24 pagineIndian Standard: Code of Practice For Installation of Septic TanksNarasimha DvlNessuna valutazione finora
- Fixtures Used For Septic Tank Written Report PDFDocumento6 pagineFixtures Used For Septic Tank Written Report PDFMc CuasayNessuna valutazione finora
- TYM: Is That All? Are There Any Other Causes?Documento8 pagineTYM: Is That All? Are There Any Other Causes?MT20622 TAN YEE MOINessuna valutazione finora
- Environmental Monitoring and Pollution ControlDocumento52 pagineEnvironmental Monitoring and Pollution ControlMich KidNessuna valutazione finora
- Introduction CE 408 - Environ - IIDocumento14 pagineIntroduction CE 408 - Environ - IIductilityNessuna valutazione finora
- Occurrence and Ecological Impacts of Microplastics in Soil Systems A Review - Fengxiao Zhu1 Changyin Zhu1 Chao Wang1 Cheng Gu1Documento9 pagineOccurrence and Ecological Impacts of Microplastics in Soil Systems A Review - Fengxiao Zhu1 Changyin Zhu1 Chao Wang1 Cheng Gu1TrydawNessuna valutazione finora
- How Much Does A Recharge Well Cost?Documento2 pagineHow Much Does A Recharge Well Cost?deepanshu sharmaNessuna valutazione finora
- Water and Wastewater Sludge Treatment MethodsDocumento12 pagineWater and Wastewater Sludge Treatment MethodsShahul14Nessuna valutazione finora
- Industrial Visit Report on Tarbela Dam in PakistanDocumento9 pagineIndustrial Visit Report on Tarbela Dam in PakistanMuhammad ShoaibNessuna valutazione finora
- Five Things You Can Do To Save Sea Turtles PDFDocumento1 paginaFive Things You Can Do To Save Sea Turtles PDFSr. RZNessuna valutazione finora
- CTE CCA WordDocumento25 pagineCTE CCA WordManish PatelNessuna valutazione finora
- Table of Provisions and Effluent StandardsDocumento12 pagineTable of Provisions and Effluent StandardsNathan A. Campo IINessuna valutazione finora
- N-Butyraldehyde: Cautionary Response InformationDocumento2 pagineN-Butyraldehyde: Cautionary Response InformationAzzis Dwi HertantoNessuna valutazione finora
- Sharvesh (Chemistry Project) - Study of The Purification of WaterDocumento22 pagineSharvesh (Chemistry Project) - Study of The Purification of Waterkabirdas.srkNessuna valutazione finora
- Funding The Future of Superfund 2021Documento184 pagineFunding The Future of Superfund 2021The National DeskNessuna valutazione finora
- SWMM PresentationDocumento14 pagineSWMM PresentationOktarianWisnuLusantonoNessuna valutazione finora
- Althon Suds BrochureDocumento20 pagineAlthon Suds BrochureNabeel Civil EngineerNessuna valutazione finora
- American Manufacturers of Historic Steel BeamsDocumento3 pagineAmerican Manufacturers of Historic Steel BeamsRPantelNessuna valutazione finora
- MBBR DesignDocumento5 pagineMBBR Designsaurabh kushwahaNessuna valutazione finora
- Water - Pollution - and - Freshwater - Fish Semana 3, 4 PDFDocumento27 pagineWater - Pollution - and - Freshwater - Fish Semana 3, 4 PDFJosé Carlos Solís SuárezNessuna valutazione finora
- Sedimentology of The RõÂmac-ChilloÂn Alluvial Fan at Lima, Peru, As RelatedDocumento12 pagineSedimentology of The RõÂmac-ChilloÂn Alluvial Fan at Lima, Peru, As RelatedEl Zurdo ObregonNessuna valutazione finora
- Occupational Exposure to Hazardous Substances in Printing IndustryDocumento8 pagineOccupational Exposure to Hazardous Substances in Printing IndustryCUEVA VASQUEZ BRYAN ALBERTONessuna valutazione finora
- WPX 1210Documento1 paginaWPX 1210Herik AziziNessuna valutazione finora
- Weir Walls & Baffles in Pump Station Wet WellsDocumento4 pagineWeir Walls & Baffles in Pump Station Wet WellsgemotorresNessuna valutazione finora
- Physical Stratigraphy and Facies Analysis of The Castissent Tecto-Sedimentary UnitDocumento284 paginePhysical Stratigraphy and Facies Analysis of The Castissent Tecto-Sedimentary UnitnisacoreNessuna valutazione finora
- Review of Permeable Pavement Systems in Malaysia ConditionsDocumento10 pagineReview of Permeable Pavement Systems in Malaysia ConditionsEkki GustiNessuna valutazione finora
- Review On Mathematical Modelling in Water PollutionDocumento4 pagineReview On Mathematical Modelling in Water PollutionAnonymous izrFWiQNessuna valutazione finora