Potrebbero piacerti anche
- WPS5Documento2 pagineWPS5Eduardo LLERENA LOPEZNessuna valutazione finora
- Formato WpsDocumento2 pagineFormato WpsDaniel Campos100% (1)
- Formato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...Documento3 pagineFormato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...carlos canoNessuna valutazione finora
- Formato WPQRDocumento1 paginaFormato WPQRNicolas RamírezNessuna valutazione finora
- WPS Preliminar 6 PulgDocumento2 pagineWPS Preliminar 6 PulgRodrigo AlonsoNessuna valutazione finora
- WPS Gtaw 02Documento1 paginaWPS Gtaw 02juniuni18Nessuna valutazione finora
- WPQ w204 Gtaw SmawDocumento1 paginaWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- .002.1. - Wps-Reparación FiltDocumento1 pagina.002.1. - Wps-Reparación FiltLuis SotoNessuna valutazione finora
- Homologacion Se Soldadores y Procedimientos Segun ASMEDocumento3 pagineHomologacion Se Soldadores y Procedimientos Segun ASMEmlmodNessuna valutazione finora
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 paginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 pagineWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- WPS D1.1 A36 - E71t11Documento2 pagineWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- WPS Precalificado - SMAW PDFDocumento1 paginaWPS Precalificado - SMAW PDFmonikitismonikitisNessuna valutazione finora
- CWI-Modulo IDocumento29 pagineCWI-Modulo IrodolfoNessuna valutazione finora
- Planilla Welding MapDocumento1 paginaPlanilla Welding MapOmar BecerrilNessuna valutazione finora
- WPS Iswa Ii Gtaw 1GDocumento2 pagineWPS Iswa Ii Gtaw 1GJuan Eduardo JeRico100% (1)
- BorradorDocumento10 pagineBorradorRodmi Torres PeraltaNessuna valutazione finora
- Inspeccion de Soldadura Por Liquidos Penetrantes PDFDocumento13 pagineInspeccion de Soldadura Por Liquidos Penetrantes PDFvalentinNessuna valutazione finora
- WPS Api 1104Documento1 paginaWPS Api 1104Abel Valderrama Perez100% (2)
- WPS 025Documento7 pagineWPS 025Omar MorenoNessuna valutazione finora
- WPS P&C Smaw 2F 1045-588Documento4 pagineWPS P&C Smaw 2F 1045-588Anonymous vU7CuPNessuna valutazione finora
- Planilla Welding MapDocumento1 paginaPlanilla Welding MapMiguel PulidoNessuna valutazione finora
- Protocolo de Soldadura.Documento9 pagineProtocolo de Soldadura.HC RollyNessuna valutazione finora
- Registro ArenadoDocumento3 pagineRegistro ArenadoItalo JaureguiNessuna valutazione finora
- WPS TuberiaDocumento2 pagineWPS TuberiaOmar BecerrilNessuna valutazione finora
- TMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFDocumento2 pagineTMI WPQ 002 W002 GMAW 2G ASME - Sec - IX (Rev1) PDFsgavilanrequejoNessuna valutazione finora
- WPS-PrecalificadosDocumento13 pagineWPS-PrecalificadosGerardoYanez50% (2)
- WPS-PQR Rds 1362014-0Documento8 pagineWPS-PQR Rds 1362014-0brunoNessuna valutazione finora
- WPS Gmaw Acc 001Documento3 pagineWPS Gmaw Acc 001Wilians Rosales Chavez100% (1)
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 paginePR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Wps de SoldaduraDocumento2 pagineWps de SoldaduraVictor Almanza50% (2)
- Especificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoDocumento3 pagineEspecificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoFREDY ARMANDO SANCHEZNessuna valutazione finora
- WPQ Ac (Gmaw)Documento1 paginaWPQ Ac (Gmaw)Mauricio ObrequeNessuna valutazione finora
- WPS Gmaw Aws Tam 2019 A572 12Documento1 paginaWPS Gmaw Aws Tam 2019 A572 12GerardoYanezNessuna valutazione finora
- WPS para Soldeo Tuberia de 6Documento1 paginaWPS para Soldeo Tuberia de 6darkshadow_25847Nessuna valutazione finora
- Wps Calificado Sia Aws d1.2Documento3 pagineWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (2)
- WPS. Registro de Procedimiento de Soldadura, WPQDocumento4 pagineWPS. Registro de Procedimiento de Soldadura, WPQRodrigo Salinas100% (2)
- WPS 5G Api 1104Documento4 pagineWPS 5G Api 1104johan esleyder santodomingo navarroNessuna valutazione finora
- Muestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Documento2 pagineMuestra Wps - P 71 Gs (15e-15e) Gtaw Smaw Sa 335 p91 13 May 2016Aries MarteNessuna valutazione finora
- Criterios de Aceptación ASME B31Documento2 pagineCriterios de Aceptación ASME B31Wilians Rosales Chavez100% (1)
- Wps Soldadura CarlosDocumento2 pagineWps Soldadura CarlosCarlos ZapataNessuna valutazione finora
- Formato de Calificación de Soldadura Qw-42Documento2 pagineFormato de Calificación de Soldadura Qw-42ivanbfNessuna valutazione finora
- Flujo Gestion de CambiosDocumento2 pagineFlujo Gestion de CambiosPeter PittmanNessuna valutazione finora
- CT WPS Smaw 004Documento2 pagineCT WPS Smaw 004jean carlosNessuna valutazione finora
- Prueba macroetch-ACV#010.20Documento2 paginePrueba macroetch-ACV#010.20Jose Antonio100% (2)
- Taller Codigo AWS D1.1 - 2010Documento6 pagineTaller Codigo AWS D1.1 - 2010Williy126Nessuna valutazione finora
- Calificacion de Procedimiento de Soldadura PDV-038-001-2015Documento3 pagineCalificacion de Procedimiento de Soldadura PDV-038-001-2015MARIN ISISNessuna valutazione finora
- Parrafos ASME IX Articulo IIDocumento8 pagineParrafos ASME IX Articulo IIEfrain Ortiz BarretoNessuna valutazione finora
- Calificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Documento5 pagineCalificaciones de Proceso de Soldadura y Soldadores Según La Norma AWS D1Luiz Agreda100% (1)
- Asme Ix-Wps-1Documento3 pagineAsme Ix-Wps-1Jhordann EspinozaNessuna valutazione finora
- WPS Precalificado AURIN FCAWDocumento6 pagineWPS Precalificado AURIN FCAWUltrasonidoIndustrialMonclovaSendycca100% (2)
- WPS PQR WPQ Aws D1.1 SmawDocumento5 pagineWPS PQR WPQ Aws D1.1 SmawBrayan Montalban Garcia100% (2)
- WPQ Rha API 1104t 01Documento1 paginaWPQ Rha API 1104t 01Kevvin Danniel DazzaNessuna valutazione finora
- Registro de Calificacion de Soldador (QW - 484) : Posición en Tecnasic S.A.: Control de CalidadDocumento3 pagineRegistro de Calificacion de Soldador (QW - 484) : Posición en Tecnasic S.A.: Control de CalidadAnonymous dDQyO0vNessuna valutazione finora
- Proceso FCAWDocumento93 pagineProceso FCAWJulio Cesar Guzman HuamaniNessuna valutazione finora
- Asme - Macroataque - TraduccionDocumento2 pagineAsme - Macroataque - TraduccionErikaNessuna valutazione finora
- WPS 12mmDocumento2 pagineWPS 12mmTonyRiverosBecerraNessuna valutazione finora
- Certif. Soldadura MigDocumento1 paginaCertif. Soldadura MigFabian LopezNessuna valutazione finora
- PQR Certificado de Calificacion Del Procedimiento (PQR)Documento3 paginePQR Certificado de Calificacion Del Procedimiento (PQR)H Rivera Oki Antonio100% (1)
- PQR-0ver 001Documento2 paginePQR-0ver 001jairo0% (1)
- 122.-SSYMA-D03.15 Lista de Documentos Asociados Al PRE Anexo IX V6Documento2 pagine122.-SSYMA-D03.15 Lista de Documentos Asociados Al PRE Anexo IX V6Gherlin KuongNessuna valutazione finora
- 117.-SSYMA-D03.07 Protocolo de Respuesta A Emergencias para Hidrocarburos V3Documento14 pagine117.-SSYMA-D03.07 Protocolo de Respuesta A Emergencias para Hidrocarburos V3Gherlin KuongNessuna valutazione finora
- 4-Tratamientos TermicosDocumento42 pagine4-Tratamientos TermicosGherlin KuongNessuna valutazione finora
- Criptomonedas Bitcoin PDFDocumento51 pagineCriptomonedas Bitcoin PDFGherlin KuongNessuna valutazione finora
- Wps Ndtws Asme Ix Rev 01Documento2 pagineWps Ndtws Asme Ix Rev 01Gherlin Kuong100% (1)
- P. Construcción Andamio PDFDocumento15 pagineP. Construcción Andamio PDFGherlin KuongNessuna valutazione finora
- Los Primeros PobladoresDocumento1 paginaLos Primeros PobladoresGherlin Kuong67% (3)
- Ultrasonido Nivel IIDocumento2 pagineUltrasonido Nivel IIGherlin KuongNessuna valutazione finora
- MSDS Emulex-80-65Documento2 pagineMSDS Emulex-80-65Carlos OscarNessuna valutazione finora
- Depositos Epitermales Baja SulfuracionDocumento9 pagineDepositos Epitermales Baja SulfuracionJorgeNessuna valutazione finora
- Prob 1Documento3 pagineProb 1Rous ChaconNessuna valutazione finora
- Bitácora de Práctica 4.4. Obtención de DNA PlasmídicoDocumento3 pagineBitácora de Práctica 4.4. Obtención de DNA PlasmídicoOz HdzNessuna valutazione finora
- Qué Importancia Tiene El Proceso de Muestreo Cuando Se Analiza Un Material o Sustancia de InterésDocumento2 pagineQué Importancia Tiene El Proceso de Muestreo Cuando Se Analiza Un Material o Sustancia de InterésBrigitte PorezNessuna valutazione finora
- Clase 9 - Tecnicas de BiorremediaciónDocumento27 pagineClase 9 - Tecnicas de BiorremediaciónMaxLuzurigaNessuna valutazione finora
- 1 DqoDocumento7 pagine1 DqoErick Guillermo Quispe RiveraNessuna valutazione finora
- Compuestos y Quelatos, Practica4Documento17 pagineCompuestos y Quelatos, Practica4Alejandro Morelos BatistaNessuna valutazione finora
- Mapa Conceptual Menas de UranioDocumento3 pagineMapa Conceptual Menas de UranioNicolás Plata G.Nessuna valutazione finora
- Cotizacion Modulo 1.5 Lps ARQDITECDocumento39 pagineCotizacion Modulo 1.5 Lps ARQDITECMarco Antonio HernándezNessuna valutazione finora
- Metabolismo de XenobioticosDocumento29 pagineMetabolismo de XenobioticosEriKa PaOla GaRciaNessuna valutazione finora
- Reformado de VaporDocumento3 pagineReformado de Vaporedgar quispe atencioNessuna valutazione finora
- Ficha Cambios QuimicosDocumento5 pagineFicha Cambios QuimicosIBETH MARLENI VILCA BANDANessuna valutazione finora
- Taz TFG 2019 3992Documento68 pagineTaz TFG 2019 3992Esthefanny MendozaNessuna valutazione finora
- Pe-23-Ptc Procedimiento de Trabajos en CalienteDocumento10 paginePe-23-Ptc Procedimiento de Trabajos en CalienteDiana Lucero Criollo RumicheNessuna valutazione finora
- Aleaciones y AmalgamasDocumento2 pagineAleaciones y AmalgamasKaty VásconezNessuna valutazione finora
- Agitador de Cloruro FerricoDocumento6 pagineAgitador de Cloruro FerricoAndrés YamilNessuna valutazione finora
- Terminos Claves Quimica AnaliticaDocumento4 pagineTerminos Claves Quimica AnaliticaDayana OchoaNessuna valutazione finora
- Taller No. 1 Introducción A La Termodinámica-1Documento2 pagineTaller No. 1 Introducción A La Termodinámica-1Camilo Diaz0% (1)
- Fibra de VidrioDocumento2 pagineFibra de VidrioAllison Gonzalez RomeroNessuna valutazione finora
- Teoría de Osmosis InversaDocumento27 pagineTeoría de Osmosis InversaAlan BlancoNessuna valutazione finora
- Psicología en Higiene y Seguridad Industrial Tarea 5Documento8 paginePsicología en Higiene y Seguridad Industrial Tarea 5Fernando CastilloNessuna valutazione finora
- Tecnicas de EsterilizaciónDocumento15 pagineTecnicas de EsterilizaciónMaria J. OrdzNessuna valutazione finora
- Evaluación Cuantitativa AMBIENTALDocumento4 pagineEvaluación Cuantitativa AMBIENTALFlavio AcostaNessuna valutazione finora
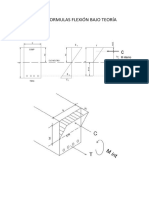
- Deducción Formulas Flexion Teoría ElásticaDocumento6 pagineDeducción Formulas Flexion Teoría ElásticaAlejandro San MartinNessuna valutazione finora
- Informe Bromatologia ReyesDocumento38 pagineInforme Bromatologia ReyesMirella Reyes Yalli100% (1)
- El Átomo y Su EstructuraDocumento2 pagineEl Átomo y Su EstructuraJhoselin Zarela Zegarra PonteNessuna valutazione finora
- Trabajo de Campo 01 Yacimientos MineralesDocumento18 pagineTrabajo de Campo 01 Yacimientos Mineralesss ReyesNessuna valutazione finora
- Endulzamiento Del Gas NaturalDocumento63 pagineEndulzamiento Del Gas NaturalLuis SalamancaNessuna valutazione finora
- Practica 9. Prueba de Eber. Rafqmp-CDocumento7 paginePractica 9. Prueba de Eber. Rafqmp-CRodríguez Rodríguez MarthaNessuna valutazione finora