Potrebbero piacerti anche
- Makino 3Documento90 pagineMakino 3maneesh100% (1)
- Report Generation: Gajendhiran.V M.E-Cad/CamDocumento6 pagineReport Generation: Gajendhiran.V M.E-Cad/CamGajendhar KVK100% (1)
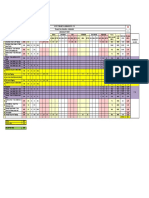
- Productivity April 151Documento1 paginaProductivity April 151azadNessuna valutazione finora
- Electrical Power Load Calculation: SL - No Equipment Description Qty Connected Load Per M/C (In KW) Total Load (In KW)Documento1 paginaElectrical Power Load Calculation: SL - No Equipment Description Qty Connected Load Per M/C (In KW) Total Load (In KW)annsmalai100% (1)
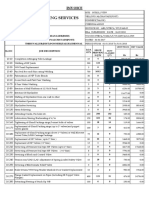
- Summary Sheet For Infra Work Done Near Ugwt: SR - NO. Description Unit QTY RateDocumento6 pagineSummary Sheet For Infra Work Done Near Ugwt: SR - NO. Description Unit QTY Ratenikhil shindeNessuna valutazione finora
- Blade Rod Cycle TimeDocumento6 pagineBlade Rod Cycle TimeNeeraj KatariaNessuna valutazione finora
- Flow DiagramDocumento6 pagineFlow DiagramSergio Rivera StapperNessuna valutazione finora
- 3.bom-Civil-Meghana Aac Blocks IndustryDocumento15 pagine3.bom-Civil-Meghana Aac Blocks IndustrytechnopreneurvizagNessuna valutazione finora
- DPR Building - A-06.05.2023Documento2 pagineDPR Building - A-06.05.2023PECO JOILNessuna valutazione finora
- W.O.Calculation 20904021Documento5 pagineW.O.Calculation 20904021gajendrabanshiwal8905Nessuna valutazione finora
- Second Pump-R1 DesignDocumento1 paginaSecond Pump-R1 DesignIzaaz AhamedNessuna valutazione finora
- Final Inspection Report for One Way ClutchDocumento5 pagineFinal Inspection Report for One Way ClutchSuresh PrajapatiNessuna valutazione finora
- DPR Building - A - 21.06.2023Documento2 pagineDPR Building - A - 21.06.2023PECO JOILNessuna valutazione finora
- August 21& Sept 21 (RA 4)Documento9 pagineAugust 21& Sept 21 (RA 4)erik flynnNessuna valutazione finora
- Aes Ra Bills 2505 Jan 2018Documento14 pagineAes Ra Bills 2505 Jan 2018Vinith MechNessuna valutazione finora
- Fuel Pump and Fuel Valve Grinding MachineDocumento43 pagineFuel Pump and Fuel Valve Grinding MachineSamer SalibaNessuna valutazione finora
- Chapter - 4 Problem Description: 4.1 Motivation To Present WorkDocumento6 pagineChapter - 4 Problem Description: 4.1 Motivation To Present Workvscs.1982Nessuna valutazione finora
- Production 09Documento3 pagineProduction 09gdgokhale_76Nessuna valutazione finora
- Well Cost Detailed Report: Casing and Tubing SchemaDocumento8 pagineWell Cost Detailed Report: Casing and Tubing SchemaBenigno ChambillaNessuna valutazione finora
- Newcast DIE CastingDocumento28 pagineNewcast DIE CastingVignesh WaranNessuna valutazione finora
- 12.exh. Valve Grinding Machine SEGDocumento37 pagine12.exh. Valve Grinding Machine SEGGaurav MaithilNessuna valutazione finora
- Technical Specifications for Tandem Rollers from BOMAGDocumento4 pagineTechnical Specifications for Tandem Rollers from BOMAGEng-AhmedRashadNessuna valutazione finora
- Komatsu PW200-7K Hydraulic Excavator Service Repair Manual SNK40001 and Up PDFDocumento26 pagineKomatsu PW200-7K Hydraulic Excavator Service Repair Manual SNK40001 and Up PDFfhjskemmd83% (6)
- Parts List for Mobile Lighting Tower Lower Chassis AssemblyDocumento62 pagineParts List for Mobile Lighting Tower Lower Chassis AssemblyMiguel Pereira da CostaNessuna valutazione finora
- L E A D Statement For The Year 2020-21 Name of Work: Laying of Tiles at MLA Camp Office Bit-2 of Narayanpet MandalDocumento2 pagineL E A D Statement For The Year 2020-21 Name of Work: Laying of Tiles at MLA Camp Office Bit-2 of Narayanpet MandalK KARTHIKNessuna valutazione finora
- (SM) pw200 - pw220 - Preliminary - Version2Documento140 pagine(SM) pw200 - pw220 - Preliminary - Version2Кирилл СанниковNessuna valutazione finora
- Revised Final JK 30 MW Turbine Overhauling ReportDocumento38 pagineRevised Final JK 30 MW Turbine Overhauling ReportRajesh GoladaNessuna valutazione finora
- Jufel Luz P Laure BSCE - V CE172 Assignment 3Documento7 pagineJufel Luz P Laure BSCE - V CE172 Assignment 3Kim Salada NavarroNessuna valutazione finora
- BSR - NH - Circle - Jaipur - 2019 Final PDFDocumento109 pagineBSR - NH - Circle - Jaipur - 2019 Final PDFRohit Bali100% (1)
- 10 WB140-2 Shop ManualDocumento406 pagine10 WB140-2 Shop ManualMarcos Calderon ReynaNessuna valutazione finora
- Certificado de Avance de Obra #3: Contrato + Contrato Modific. #1Documento9 pagineCertificado de Avance de Obra #3: Contrato + Contrato Modific. #1EnzoNessuna valutazione finora
- Caracteristicas NEW CONE-1080Documento109 pagineCaracteristicas NEW CONE-1080Carlos AdameNessuna valutazione finora
- Analysis-20th NovDocumento24 pagineAnalysis-20th NovPiyush MaudgilNessuna valutazione finora
- Pressure Drop Calculation - Primary Pump & Secondary PumpDocumento6 paginePressure Drop Calculation - Primary Pump & Secondary PumpAzher ANessuna valutazione finora
- Brake Servicing Machine GuideDocumento2 pagineBrake Servicing Machine GuideRinaldi CiadyNessuna valutazione finora
- Jaw CrusherDocumento20 pagineJaw CrusherEzaz Ahmed SkNessuna valutazione finora
- Katalog Metabo Metabo Inox MasineDocumento44 pagineKatalog Metabo Metabo Inox MasinegilbertogatoNessuna valutazione finora
- 1016 Gen Boq 01 Ra CaDocumento2 pagine1016 Gen Boq 01 Ra CaharshNessuna valutazione finora
- Parts ListDocumento52 pagineParts Listsalomonferrer3502Nessuna valutazione finora
- With - Load - New Equipment Data (Main File)Documento8 pagineWith - Load - New Equipment Data (Main File)Munir RasheedNessuna valutazione finora
- 10 MV 1Documento10 pagine10 MV 1Ahmad YaniNessuna valutazione finora
- BW90SLDocumento4 pagineBW90SLAyman EsaNessuna valutazione finora
- Hume Pipe BOQ For QuoteDocumento4 pagineHume Pipe BOQ For Quotebsenthil78Nessuna valutazione finora
- L E A D Statement For The Year 2020-21 Name of Work: Construction of Compound Wall To Cremitorium at Utakunta Thanda (V) of Narayanpet MandalDocumento2 pagineL E A D Statement For The Year 2020-21 Name of Work: Construction of Compound Wall To Cremitorium at Utakunta Thanda (V) of Narayanpet MandalK KARTHIKNessuna valutazione finora
- Part Manual - PMVVEBOPT 2T-APOLLODocumento67 paginePart Manual - PMVVEBOPT 2T-APOLLOChennai (Western Human)Nessuna valutazione finora
- Schedule of Loads and Computation SampleDocumento5 pagineSchedule of Loads and Computation SampleVhilly JheykNessuna valutazione finora
- Cma-180 PartsDocumento24 pagineCma-180 Partsapi-608256285Nessuna valutazione finora
- Arunachal Pradesh-Analysis of Rate For Road and Bridge Work-2021Documento402 pagineArunachal Pradesh-Analysis of Rate For Road and Bridge Work-2021KyawNaingMoeNessuna valutazione finora
- Llames Sched of LoadDocumento6 pagineLlames Sched of LoadJosh'z LlamesNessuna valutazione finora
- Ring Production-KnitDocumento6 pagineRing Production-KnitAhmed HabibNessuna valutazione finora
- REPAIRS TO BUILDING COMPLEX IN MUMBAIDocumento3 pagineREPAIRS TO BUILDING COMPLEX IN MUMBAINikhil VishavkramaNessuna valutazione finora
- Material List: PD12C HoistDocumento8 pagineMaterial List: PD12C HoistFakhar F.Nessuna valutazione finora
- AXLE Defect Book 05.05.2020 PDFDocumento38 pagineAXLE Defect Book 05.05.2020 PDFDevarshi GaurNessuna valutazione finora
- TablesDocumento3 pagineTablesJojolasNessuna valutazione finora
- Rajasthan Public Works Department Basic Schedule of RatesDocumento103 pagineRajasthan Public Works Department Basic Schedule of Ratesvikash kumar50% (4)
- D10TDocumento1 paginaD10TjogremaurNessuna valutazione finora
- Catalog Freza FB1 PDFDocumento12 pagineCatalog Freza FB1 PDFcristina19821812Nessuna valutazione finora
- 02 -Manual de Freio - U35000-Motor BrakesDocumento1 pagina02 -Manual de Freio - U35000-Motor Brakesfabiocassia1234Nessuna valutazione finora
- Design Inputs: Tank ParameterDocumento10 pagineDesign Inputs: Tank ParameterBilly TalaugonNessuna valutazione finora
- Drilling Fluids Processing HandbookDa EverandDrilling Fluids Processing HandbookValutazione: 4.5 su 5 stelle4.5/5 (4)
- Micro Laser Wire DepositionDocumento9 pagineMicro Laser Wire DepositionkarthikNessuna valutazione finora
- 511E 01 LMGuideDocumento666 pagine511E 01 LMGuidekarthikNessuna valutazione finora
- 4Documento13 pagine4karthikNessuna valutazione finora
- Intro To Material Science & EngineeringDocumento16 pagineIntro To Material Science & EngineeringAnkur Yash100% (1)
- Examples of Selecting A Ball Screw: High-Speed Transfer Equipment (Horizontal Use)Documento26 pagineExamples of Selecting A Ball Screw: High-Speed Transfer Equipment (Horizontal Use)tarunNessuna valutazione finora
- Imac HRDocumento28 pagineImac HRkarthikNessuna valutazione finora
- Efficiency, Thrust & TorqueDocumento1 paginaEfficiency, Thrust & TorqueParthibanNessuna valutazione finora
- 3Documento16 pagine3karthikNessuna valutazione finora
- Imac HRDocumento28 pagineImac HRkarthikNessuna valutazione finora
- Arrow Coach Company ProfileDocumento36 pagineArrow Coach Company ProfileMaureen MossNessuna valutazione finora
- Design and Fabrication of Milling and Boring FixtureDocumento21 pagineDesign and Fabrication of Milling and Boring FixturekarthikNessuna valutazione finora
- Arrow Coach Company ProfileDocumento36 pagineArrow Coach Company ProfileMaureen MossNessuna valutazione finora
- Manufacturing BEML Tandem Base Parts Faster with FixturesDocumento22 pagineManufacturing BEML Tandem Base Parts Faster with FixtureskarthikNessuna valutazione finora
- Sheldon Levine Vibration PDFDocumento2 pagineSheldon Levine Vibration PDFkarthikNessuna valutazione finora
- Em U 4Documento64 pagineEm U 4karthikNessuna valutazione finora
- A Review On Design 13Documento21 pagineA Review On Design 13Vinod YbNessuna valutazione finora
- Unit1 Cad Cam RB Nie 5 SemDocumento122 pagineUnit1 Cad Cam RB Nie 5 SemkarthikNessuna valutazione finora
- The Surgical Fort - Surgical Instruments CatalogDocumento385 pagineThe Surgical Fort - Surgical Instruments CatalogOwais Aslam100% (1)
- Worder & Pandel (Cap Berbec) : X TopoareDocumento12 pagineWorder & Pandel (Cap Berbec) : X TopoareFlorinTudose100% (2)
- Popular MechanicsDocumento4 paginePopular MechanicsAdrian TarceNessuna valutazione finora
- Tactical Knives Combat KnivesDocumento2 pagineTactical Knives Combat KnivesGurpreet Singh100% (1)
- Bando - Power EquipmentDocumento86 pagineBando - Power Equipmentaiyubi2Nessuna valutazione finora
- SAW - TLP - TL E02Documento2 pagineSAW - TLP - TL E02jewfNessuna valutazione finora
- Stryker TPS BUR Poster PDFDocumento8 pagineStryker TPS BUR Poster PDFGeorge VlNessuna valutazione finora
- Holes and Counter BoresDocumento1 paginaHoles and Counter BoresskgewNessuna valutazione finora
- Set: Hss Drills Din 338 WZB 30213/SETDocumento3 pagineSet: Hss Drills Din 338 WZB 30213/SETtwizzlahNessuna valutazione finora
- Manual Wolfcraft 1000Documento48 pagineManual Wolfcraft 1000vergopiNessuna valutazione finora
- Types of KnivesDocumento27 pagineTypes of KnivesSid TuazonNessuna valutazione finora
- Mouse KnivesDocumento14 pagineMouse KnivesYannis GemeliarisNessuna valutazione finora
- Lathe Setup ReportDocumento20 pagineLathe Setup ReportDuvan RochaNessuna valutazione finora
- Bob Engnath Knife PatternsDocumento43 pagineBob Engnath Knife Patternsherpaderpadood100% (13)
- Tenryu Carbide Tipped Saw Blade CatalogDocumento44 pagineTenryu Carbide Tipped Saw Blade Catalogmo2lsNessuna valutazione finora
- Appearance Check Report - (QA)Documento23 pagineAppearance Check Report - (QA)Nurul ShakinahNessuna valutazione finora
- Cutting and Drill Tool ShapesDocumento7 pagineCutting and Drill Tool ShapesMD Mahmudul Hasan MasudNessuna valutazione finora
- GDC Layout Updated 14.06.2023Documento1 paginaGDC Layout Updated 14.06.2023PradneshNessuna valutazione finora
- 2019 11 01 - BladeDocumento86 pagine2019 11 01 - Bladerobert allenNessuna valutazione finora
- Us Knife LawsDocumento12 pagineUs Knife LawsDavid NowakowskiNessuna valutazione finora
- Paso HilosDocumento4 paginePaso HilosJorge Tikona GómezNessuna valutazione finora
- Napkin FoldingDocumento48 pagineNapkin Foldingronalyn cabalunaNessuna valutazione finora
- BRISA Supplies CatalogDocumento84 pagineBRISA Supplies CatalogJose AntonioNessuna valutazione finora
- Product CatalogDocumento168 pagineProduct CatalogMomNessuna valutazione finora
- Knives & Tools For The Tire IndustryDocumento11 pagineKnives & Tools For The Tire IndustryX800XLNessuna valutazione finora
- 04 A General Instruments PDFDocumento40 pagine04 A General Instruments PDFEduardo BernardinoNessuna valutazione finora
- Drill Masters Price List-Book 2018Documento16 pagineDrill Masters Price List-Book 2018Владимир СтельмахNessuna valutazione finora
- On-the-Job TRAINING PLAN: Qualification Title: Slaughtering Operations (Large Animals) NCIIDocumento2 pagineOn-the-Job TRAINING PLAN: Qualification Title: Slaughtering Operations (Large Animals) NCIIEvander Renz Adolfo AngNessuna valutazione finora
- Catalogo Importante para SierrasDocumento32 pagineCatalogo Importante para SierrasDiego CarreñoNessuna valutazione finora