Potrebbero piacerti anche
- MRP Explained: Materials Requirement Planning GuideDocumento18 pagineMRP Explained: Materials Requirement Planning Guideopio james100% (1)
- MRP Materials Requirements Planning GuideDocumento26 pagineMRP Materials Requirements Planning GuideSaurav Sharma100% (2)
- Material Requirements PlanningDocumento32 pagineMaterial Requirements Planningsajidhussain111Nessuna valutazione finora
- INTERNATIONAL UNIVERSITY – VNU HCMC SCHOOL OF BUSINESS FINAL EXAM PROBLEMS FOR CHAPTER 9 AND 12 LAYOUT STRATEGY AND INVENTORY MANAGEMENTDocumento20 pagineINTERNATIONAL UNIVERSITY – VNU HCMC SCHOOL OF BUSINESS FINAL EXAM PROBLEMS FOR CHAPTER 9 AND 12 LAYOUT STRATEGY AND INVENTORY MANAGEMENTThanh Ngân0% (2)
- 7.chapter 5 Capacity PlanningDocumento16 pagine7.chapter 5 Capacity Planningopio jamesNessuna valutazione finora
- What is Capacity PlanningDocumento4 pagineWhat is Capacity PlanningChristine LealNessuna valutazione finora
- Spare Parts Inventory Management 1Documento2 pagineSpare Parts Inventory Management 1stanleyNessuna valutazione finora
- Inventory Models Guide for BusinessesDocumento24 pagineInventory Models Guide for BusinessesRichard Sinchongco Aguilar Jr.Nessuna valutazione finora
- 7.0 Inventory ManagementDocumento24 pagine7.0 Inventory Managementrohanfyaz00Nessuna valutazione finora
- Systematic Layout PlanningDocumento7 pagineSystematic Layout PlanningsthalNessuna valutazione finora
- Activity-Based Costing: Demonstration Problems and Practice QuizDocumento5 pagineActivity-Based Costing: Demonstration Problems and Practice QuizMike RobmonNessuna valutazione finora
- Case 03 02 Frito LayDocumento16 pagineCase 03 02 Frito LayGunjan ShethNessuna valutazione finora
- Inventory ManagementDocumento72 pagineInventory ManagementgeorgeNessuna valutazione finora
- Chapter 2 Competitiveness Strategy and ProductivityDocumento55 pagineChapter 2 Competitiveness Strategy and ProductivityTabassum BushraNessuna valutazione finora
- Wages and Salary AdministrationDocumento47 pagineWages and Salary Administrationsaha apurvaNessuna valutazione finora
- Chapter IV Material ManagementDocumento22 pagineChapter IV Material ManagementFiraaNessuna valutazione finora
- Demand Forecasting LectureDocumento68 pagineDemand Forecasting LectureAbhishek Fanse100% (1)
- BullWhip EffectDocumento17 pagineBullWhip EffectSaurabh Krishna SinghNessuna valutazione finora
- Bull Whip EffectDocumento5 pagineBull Whip EffectNandhini RamanathanNessuna valutazione finora
- Ch01 Problems RevDocumento4 pagineCh01 Problems RevHetty Mustika0% (3)
- MRP Advantage & DisadvantageDocumento2 pagineMRP Advantage & Disadvantagevicky323067% (3)
- Design for Logistics SuppliersDocumento22 pagineDesign for Logistics SuppliersBarun BhardwajNessuna valutazione finora
- Productivity and Reliability-Based Maintenance Management, Second EditionDa EverandProductivity and Reliability-Based Maintenance Management, Second EditionNessuna valutazione finora
- Krm9 Irm in Ch03Documento17 pagineKrm9 Irm in Ch03mili ahmedNessuna valutazione finora
- Lot Sizing PDFDocumento30 pagineLot Sizing PDFSyeda SidraNessuna valutazione finora
- Working of Domestic RefrigiratorDocumento15 pagineWorking of Domestic Refrigiratorspursh67% (3)
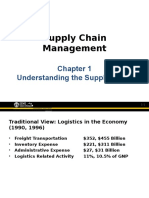
- SCM - Chapter 01Documento68 pagineSCM - Chapter 01Talha6775Nessuna valutazione finora
- Assignment 5 - Capacity PlanningDocumento1 paginaAssignment 5 - Capacity Planningamr onsyNessuna valutazione finora
- Material Requirements PlanningDocumento40 pagineMaterial Requirements Planningazharama0% (1)
- 01 - IntroductionDocumento49 pagine01 - IntroductionSyed ArslanNessuna valutazione finora
- Facility Layout - AteneonlineDocumento32 pagineFacility Layout - AteneonlineKashifgee6100% (1)
- Operations StrategyDocumento4 pagineOperations Strategyjth55936zwohocomNessuna valutazione finora
- CH 9 Facility Location PDFDocumento46 pagineCH 9 Facility Location PDFvamshiNessuna valutazione finora
- MRP I, MRP II and Capacity PlanningDocumento36 pagineMRP I, MRP II and Capacity PlanningKarthik SridharNessuna valutazione finora
- Chapter 2 - Overview of Customer FeedbackDocumento28 pagineChapter 2 - Overview of Customer FeedbackJohn Berni NisayNessuna valutazione finora
- Introduction To Production ManagementDocumento158 pagineIntroduction To Production ManagementAsmita ShilpiNessuna valutazione finora
- PEn CaseDocumento3 paginePEn Casemayank kumarNessuna valutazione finora
- Just in TimeDocumento21 pagineJust in TimeAlessandraNessuna valutazione finora
- Supply-ChainDocumento61 pagineSupply-ChainJackson TeohNessuna valutazione finora
- Aggregate PlanningDocumento14 pagineAggregate Planningshoaib_ulhaqNessuna valutazione finora
- Chopra3 PPT ch01Documento39 pagineChopra3 PPT ch01Rachel HasibuanNessuna valutazione finora
- Resources and CapabilitiesDocumento14 pagineResources and CapabilitiesSaadNessuna valutazione finora
- CHAPTER 1 - OUTLINE For QUALITY AND PERFORMANCE EXCELLENCEDocumento7 pagineCHAPTER 1 - OUTLINE For QUALITY AND PERFORMANCE EXCELLENCEKenedy FloresNessuna valutazione finora
- Template For Breakout Activity 2Documento6 pagineTemplate For Breakout Activity 2M Rahman0% (3)
- Supply Chain Management PDFDocumento134 pagineSupply Chain Management PDFBhasker Taneja100% (1)
- F. Robert Jacobs, Richard B. Chase - Operations and Supply Chain Management (2018, McGraw Hill) - Chapter 7Documento6 pagineF. Robert Jacobs, Richard B. Chase - Operations and Supply Chain Management (2018, McGraw Hill) - Chapter 7payalkhndlwlNessuna valutazione finora
- Aggregate Planning ExampleDocumento6 pagineAggregate Planning ExampleAbhishek FanseNessuna valutazione finora
- What Is OM CheatsheetDocumento4 pagineWhat Is OM CheatsheetjordanNessuna valutazione finora
- Product & Process LayoutDocumento37 pagineProduct & Process Layoutmeghp8074Nessuna valutazione finora
- Plant LayoutDocumento13 paginePlant LayoutLukka KarthikNessuna valutazione finora
- The Impact of Effective Work Design in Achieving Profitability in Organization (A Case Study of Selected Companies in Nigeria)Documento9 pagineThe Impact of Effective Work Design in Achieving Profitability in Organization (A Case Study of Selected Companies in Nigeria)Yus EfendiNessuna valutazione finora
- 11-Basics of Production Management-2Documento38 pagine11-Basics of Production Management-2bum_24Nessuna valutazione finora
- Different Types of Manufacturing ProcessDocumento23 pagineDifferent Types of Manufacturing ProcessBrajesh KumarNessuna valutazione finora
- Inventory Management System A Complete Guide - 2021 EditionDa EverandInventory Management System A Complete Guide - 2021 EditionNessuna valutazione finora
- Return On Investment A Complete Guide - 2019 EditionDa EverandReturn On Investment A Complete Guide - 2019 EditionNessuna valutazione finora
- MRP planning system ensures materials availabilityDocumento6 pagineMRP planning system ensures materials availabilityAmir RahmanNessuna valutazione finora
- 7 BASICS MRP SYSTEMDocumento22 pagine7 BASICS MRP SYSTEMJiten BendleNessuna valutazione finora
- Material Requirements Planning WIKIPEDIADocumento4 pagineMaterial Requirements Planning WIKIPEDIAlord kaisarNessuna valutazione finora
- Material Requirements PlanningDocumento10 pagineMaterial Requirements PlanningharshbathijaNessuna valutazione finora
- The Ramayana of Tulsidas RamacharitamanasaDocumento1.117 pagineThe Ramayana of Tulsidas RamacharitamanasaEstudante da Vedanta87% (15)
- Placement Brochure 2010Documento48 paginePlacement Brochure 2010Parag NarkhedeNessuna valutazione finora
- Maharashtra University Act 1994Documento154 pagineMaharashtra University Act 1994nit_kharche100% (2)
- Ph.D. ResolutionsDocumento1 paginaPh.D. ResolutionsParag NarkhedeNessuna valutazione finora
- Muhammad Nasir PA-0118-074 Final Complete ThesisDocumento56 pagineMuhammad Nasir PA-0118-074 Final Complete ThesisNasir HussainNessuna valutazione finora
- Stock Control and InventoryDocumento8 pagineStock Control and Inventoryadede2009Nessuna valutazione finora
- Recruitment and Selection Process at Infosys and Learning MateDocumento78 pagineRecruitment and Selection Process at Infosys and Learning Matechao sherpa78% (9)
- Ultratech Cement's Strategy and AwardsDocumento10 pagineUltratech Cement's Strategy and AwardsSudipta MishraNessuna valutazione finora
- DIN 1302 and Surface QualityDocumento17 pagineDIN 1302 and Surface QualitylodraprabowoNessuna valutazione finora
- MBA 512 Chapter 1: Introduction to Operations ManagementDocumento56 pagineMBA 512 Chapter 1: Introduction to Operations ManagementAnik BhowmickNessuna valutazione finora
- 6 SigDocumento6 pagine6 SigrajsatishNessuna valutazione finora
- PDF p2 Guerrero Ch15 CompressDocumento27 paginePDF p2 Guerrero Ch15 CompressWillisNessuna valutazione finora
- CASCANO Strategic ManagementDocumento1 paginaCASCANO Strategic ManagementJeann Mae CascañoNessuna valutazione finora
- Unit 1 - Total Quality ManagementDocumento58 pagineUnit 1 - Total Quality Managementavdesh palNessuna valutazione finora
- 2xdxo (2 X 10,000 X 10 5: C No - of Order)Documento1 pagina2xdxo (2 X 10,000 X 10 5: C No - of Order)JPNessuna valutazione finora
- 10 CFR 50 Appendix BDocumento7 pagine10 CFR 50 Appendix Bbesar winartoNessuna valutazione finora
- TUV SUD - PT Procedure Rev.05Documento13 pagineTUV SUD - PT Procedure Rev.05HassanNessuna valutazione finora
- 2 1 4 and 2 1 5 Ansoff and PorterDocumento1 pagina2 1 4 and 2 1 5 Ansoff and Portereco2dayNessuna valutazione finora
- Marketing Sectors of Bitopi AdvertisingDocumento23 pagineMarketing Sectors of Bitopi AdvertisingNafisaRafaNessuna valutazione finora
- CRM For DummiesDocumento37 pagineCRM For Dummieskishorkolhe100% (3)
- Product Life Cycle: Parle - G: Group 10Documento6 pagineProduct Life Cycle: Parle - G: Group 10Raj DeepNessuna valutazione finora
- Goods and Service DesignDocumento3 pagineGoods and Service DesignNayab NoumanNessuna valutazione finora
- Synergy XLRI JamshedpurDocumento7 pagineSynergy XLRI JamshedpurMAYANK JINDAL BD22024Nessuna valutazione finora
- Armand V. FeigenbaumDocumento9 pagineArmand V. FeigenbaumMohammad Jaid Alam50% (2)
- Consumer Behavior Exam PaperDocumento2 pagineConsumer Behavior Exam PaperNomaan TanveerNessuna valutazione finora
- Quality Assurance (QA) : ISO 9000 Quality Management Quality ControlDocumento1 paginaQuality Assurance (QA) : ISO 9000 Quality Management Quality ControlTayyab Tahir MinhasNessuna valutazione finora
- CRM Assignment2Documento14 pagineCRM Assignment2Praveen ManchalNessuna valutazione finora
- Chapter Two WarehouseDocumento16 pagineChapter Two WarehouseToyeebNessuna valutazione finora
- Industry and CommerceDocumento20 pagineIndustry and CommerceanishNessuna valutazione finora
- Electron Beam Welding Procedure Qualification Record WPQR (Qmob) #EBW 2015 01Documento18 pagineElectron Beam Welding Procedure Qualification Record WPQR (Qmob) #EBW 2015 01aNKUR100% (1)
- Introduction To Marketing - Nicole CunninghamDocumento676 pagineIntroduction To Marketing - Nicole CunninghamAsanda100% (2)
- Managing Supply Chain Risks R1Documento48 pagineManaging Supply Chain Risks R1DebashishDolonNessuna valutazione finora
- Lesson 5-Inventory ManagementDocumento27 pagineLesson 5-Inventory ManagementTewelde AsefaNessuna valutazione finora
- The Impact of Inventory Management Practice On Firms Competitiveness and Organizational Performance Empirical Evidence From Micro and SmallDocumento17 pagineThe Impact of Inventory Management Practice On Firms Competitiveness and Organizational Performance Empirical Evidence From Micro and SmallGizachew BeyeneNessuna valutazione finora