Potrebbero piacerti anche
- Manual Integral de Vias PDFDocumento343 pagineManual Integral de Vias PDFAngelica Marlen Gonzalez0% (1)
- Manual Integral de Vias PDFDocumento343 pagineManual Integral de Vias PDFAngelica Marlen Gonzalez0% (1)
- Mina ContongaDocumento25 pagineMina ContongaErick Junior Molina Rosas100% (1)
- TrituracionDocumento80 pagineTrituracionDanielSantos100% (1)
- Manual Férreo de Especificaciones Técnicas - Parte 1 - Version 0Documento215 pagineManual Férreo de Especificaciones Técnicas - Parte 1 - Version 0Anonymous PdH0u5Nessuna valutazione finora
- Poleas y ConosDocumento12 paginePoleas y ConosvictoryanezNessuna valutazione finora
- MII - El Modelo DeltaDocumento45 pagineMII - El Modelo DeltaCSC-Biker100% (2)
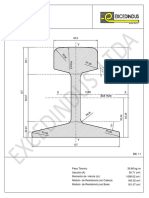
- Asce 80Documento1 paginaAsce 80victoryanezNessuna valutazione finora
- Manguitos de FijacionDocumento33 pagineManguitos de FijacionvictoryanezNessuna valutazione finora
- NT-01-01-06 - Control - de - Calidad - de - La - Via PDFDocumento14 pagineNT-01-01-06 - Control - de - Calidad - de - La - Via PDFvictoryanezNessuna valutazione finora
- Reglamento de Trafico Ferroviario EFEDocumento98 pagineReglamento de Trafico Ferroviario EFEChris Ortega100% (1)
- Norma Técnica 2Documento48 pagineNorma Técnica 2victoryanezNessuna valutazione finora
- Medición con pie de metro: tipos de resolución y usoDocumento6 pagineMedición con pie de metro: tipos de resolución y usoWalan K'tarrinNessuna valutazione finora
- Lean Manufacturing PDFDocumento11 pagineLean Manufacturing PDFXavier Sánchez AragónNessuna valutazione finora
- Cálculo de tiempos de mecanizado en torneadoDocumento6 pagineCálculo de tiempos de mecanizado en torneados_barriosNessuna valutazione finora
- Requisitos balasto piedra chancada vías férreasDocumento25 pagineRequisitos balasto piedra chancada vías férreaszaga76100% (1)
- MecanizadoDocumento137 pagineMecanizadovictoryanezNessuna valutazione finora
- Presentación AcoplamientosDocumento43 paginePresentación AcoplamientosvictoryanezNessuna valutazione finora
- PDFDocumento82 paginePDFvictoryanezNessuna valutazione finora
- Seguridad Ferroviaria IfDocumento311 pagineSeguridad Ferroviaria Iffranchescaramirez100% (2)
- Guía para El Diseño de Modelos de Negocios Basado en El Modelo CanvasDocumento46 pagineGuía para El Diseño de Modelos de Negocios Basado en El Modelo Canvasadqa04Nessuna valutazione finora
- Tesis Carros MetalerosDocumento78 pagineTesis Carros MetalerosLuis Rojas GonzalezNessuna valutazione finora
- 5 Pablo Cruz EGISDocumento18 pagine5 Pablo Cruz EGISCarlosNessuna valutazione finora
- NT-010106 Control de Calidad de La ViaDocumento14 pagineNT-010106 Control de Calidad de La ViavictoryanezNessuna valutazione finora
- VP EspecificacionesTecnicas PDFDocumento21 pagineVP EspecificacionesTecnicas PDFluisNessuna valutazione finora
- Diplomado Rev1Documento16 pagineDiplomado Rev1victoryanezNessuna valutazione finora
- Ferrocarriles (Mantenimiento Geometrico)Documento29 pagineFerrocarriles (Mantenimiento Geometrico)victoryanezNessuna valutazione finora
- BT - Anexo 1 Especificaciones TecnicasDocumento35 pagineBT - Anexo 1 Especificaciones TecnicasvictoryanezNessuna valutazione finora
- Transport Eff CCDocumento281 pagineTransport Eff CCnavarroasterxNessuna valutazione finora
- Bases Tecnicas Proyecto Rehabilitacion Via Ferrea Ferrocarril Arica La PazDocumento35 pagineBases Tecnicas Proyecto Rehabilitacion Via Ferrea Ferrocarril Arica La Pazvictoryanez100% (1)
- Ingeniería Mecánica Y de Materiales: Desarrollo de Aleaciones de Titanio: Implicaciones en El Sector Biomédico EuropeoDocumento175 pagineIngeniería Mecánica Y de Materiales: Desarrollo de Aleaciones de Titanio: Implicaciones en El Sector Biomédico EuropeoalsdkaNessuna valutazione finora
- 4.ejemplo de Formulacion de Modelos MinerosDocumento41 pagine4.ejemplo de Formulacion de Modelos Minerosjhonatan100% (1)
- C5 Procesos de Manufactura Ingenieria y Tecnologia KalpaljianDocumento45 pagineC5 Procesos de Manufactura Ingenieria y Tecnologia KalpaljianSanta Fernandez soteroNessuna valutazione finora
- Ensayo de Materiales - Analisis Por ChispaDocumento2 pagineEnsayo de Materiales - Analisis Por ChispaReflexion AndoNessuna valutazione finora
- Indura 7018 - w1Documento1 paginaIndura 7018 - w1Diego PabonNessuna valutazione finora
- Ensayo de Metalurgia para QuímicaDocumento2 pagineEnsayo de Metalurgia para QuímicaDavid ValenciaNessuna valutazione finora
- Clasificaciòn de Los Materiales - Procesos IiDocumento4 pagineClasificaciòn de Los Materiales - Procesos IiAndrea GamboaNessuna valutazione finora
- Diseño A La Tracción Acero USACHDocumento120 pagineDiseño A La Tracción Acero USACHdvegaucentralNessuna valutazione finora
- Acero S2Documento25 pagineAcero S2los toques de lisaNessuna valutazione finora
- resumen-materiales-hormigon-aceroDocumento24 pagineresumen-materiales-hormigon-aceroMariela QuilliganaNessuna valutazione finora
- Las Fundiciones Aleadas Son Aquellas Que Contienen NiDocumento8 pagineLas Fundiciones Aleadas Son Aquellas Que Contienen Nilobos61Nessuna valutazione finora
- Informe 2 - Materiales FinalDocumento8 pagineInforme 2 - Materiales FinaljairoNessuna valutazione finora
- Definicion de ConductoresDocumento5 pagineDefinicion de ConductoresElioDlaNessuna valutazione finora
- Saw - Soldeo Por Arco SumergidoDocumento109 pagineSaw - Soldeo Por Arco SumergidoHAROLD LUCIANO MARTINEZ FERNANDEZNessuna valutazione finora
- File 2243 Nicromo 3Documento1 paginaFile 2243 Nicromo 3Nicolas MaximilianoNessuna valutazione finora
- ESTRUCTURAS METALICAS - Analisis de CasoDocumento7 pagineESTRUCTURAS METALICAS - Analisis de Casoaron100% (1)
- INF. TÉC. DT. N°22138PRS221006ALR - Prueba de RugosidadDocumento3 pagineINF. TÉC. DT. N°22138PRS221006ALR - Prueba de RugosidadCalidad CymsaNessuna valutazione finora
- Sherwin Williams - Corrosion y RecubrimientosDocumento87 pagineSherwin Williams - Corrosion y RecubrimientosLuis Alejandro García SánchezNessuna valutazione finora
- Preguntas 6 7 y 8Documento5 paginePreguntas 6 7 y 8Walter Alex Gomez UribeNessuna valutazione finora
- CATALOGO ACERO RAPIDO S600 FSPDocumento12 pagineCATALOGO ACERO RAPIDO S600 FSPJose AlarconNessuna valutazione finora
- Taller de SoldaduraDocumento2 pagineTaller de SoldaduraFrank AlcalaNessuna valutazione finora
- Hierro Fundido - V1Documento49 pagineHierro Fundido - V1Nelson Galindo LozanoNessuna valutazione finora
- Prob. Trat. TermoquimicosDocumento20 pagineProb. Trat. TermoquimicosEduardo VG200% (1)
- Soldadura de Bronce - 2018Documento2 pagineSoldadura de Bronce - 2018mateoNessuna valutazione finora
- Tipos de PernosDocumento6 pagineTipos de PernosJaciel Nadid GonzálezNessuna valutazione finora
- AcosendDocumento3 pagineAcosendjorgezh5Nessuna valutazione finora
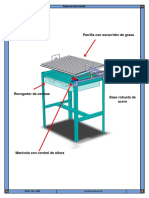
- Visio-Asador PDFDocumento13 pagineVisio-Asador PDFfranciscoNessuna valutazione finora
- Temas Trabajos Monográficos 2020Documento1 paginaTemas Trabajos Monográficos 2020Ramon PerezNessuna valutazione finora
- Cesar - Torres Tarea 2Documento4 pagineCesar - Torres Tarea 2César Torres67% (3)