Potrebbero piacerti anche
- Aplicación de Las Ecuaciones Diferenciales de Orden SuperiorDocumento14 pagineAplicación de Las Ecuaciones Diferenciales de Orden SuperiorNarly Basto71% (7)
- Ejercicio 1 Termo PsicometriaDocumento8 pagineEjercicio 1 Termo PsicometriaAlejandro Hqz100% (2)
- CIED PDVSA Fluidos de PerforacionDocumento285 pagineCIED PDVSA Fluidos de PerforacionNorelys FuentesNessuna valutazione finora
- Avance RCM BCDocumento5 pagineAvance RCM BCEfrain MachacaNessuna valutazione finora
- RCM Bomba CentrifugaDocumento6 pagineRCM Bomba CentrifugaEfrain Machaca100% (1)
- Chancadora CónicaDocumento11 pagineChancadora CónicaALEXIS RONALDO VIDAL FLORES100% (4)
- Curvas de Deshidratacion de AlimentosDocumento33 pagineCurvas de Deshidratacion de AlimentosAndres Anthony RosasNessuna valutazione finora
- Chancador de ConoDocumento8 pagineChancador de ConoeduardodehnhardtNessuna valutazione finora
- 06 - Apunte MoliendaDocumento23 pagine06 - Apunte MoliendaJosé Andrés Toro BelmarNessuna valutazione finora
- Clase 6 Profundización ChancadoDocumento27 pagineClase 6 Profundización ChancadochoricuaNessuna valutazione finora
- Chancadora de Quijada VDocumento7 pagineChancadora de Quijada VJorge Alberto De La Cruz LopezNessuna valutazione finora
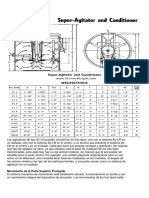
- Catalogo de AcondicionadoresDocumento13 pagineCatalogo de AcondicionadoresLuisMiguelBartoloCochachezNessuna valutazione finora
- Chancador PrimarioDocumento18 pagineChancador PrimariomarceloNessuna valutazione finora
- Introduccion Al Proceso de Investment CastingDocumento25 pagineIntroduccion Al Proceso de Investment CastingMETFIS100% (1)
- Sellos para Sistemas Hidráulicos y NeumáticosDocumento42 pagineSellos para Sistemas Hidráulicos y NeumáticosEfrain Machaca100% (1)
- Diseños de TolvasDocumento22 pagineDiseños de Tolvasjesusoviedo75Nessuna valutazione finora
- CHANCADO Diseño de PlantasDocumento16 pagineCHANCADO Diseño de PlantasSandra Gabriela Aguirre TorresNessuna valutazione finora
- Desgaste Revestimiento Molino 1 PDFDocumento5 pagineDesgaste Revestimiento Molino 1 PDFAlexis Lopez100% (1)
- Informe Planta Jesus (1) AipioDocumento18 pagineInforme Planta Jesus (1) AipioMilagros Allcca NoaNessuna valutazione finora
- CASO ESTUDIO Cementera GibraltarDocumento9 pagineCASO ESTUDIO Cementera GibraltarEfrain Machaca100% (1)
- Bombas ReciprocicanteDocumento112 pagineBombas ReciprocicanteARMANDO100% (1)
- D-2.Proyecto - Maquina de GaltonDocumento23 pagineD-2.Proyecto - Maquina de GaltonEfrain MachacaNessuna valutazione finora
- Deposito de Pasta Cabildo PDFDocumento40 pagineDeposito de Pasta Cabildo PDFermautino8658Nessuna valutazione finora
- Procedimiento Mantencion ChancadorDocumento17 pagineProcedimiento Mantencion ChancadorPricila MakarenaNessuna valutazione finora
- 3.0 Trituracion o ChancadoDocumento33 pagine3.0 Trituracion o ChancadoomarNessuna valutazione finora
- 15116-LTE0913-104-MDP-360-G-0001-Rev0 PDFDocumento54 pagine15116-LTE0913-104-MDP-360-G-0001-Rev0 PDFAnibal Mendoza TrejoNessuna valutazione finora
- Chancado Secundario y TerciarioDocumento25 pagineChancado Secundario y TerciarioLuis Gustavo Londoña ZavalaNessuna valutazione finora
- Zaranda Tipo Banana1Documento9 pagineZaranda Tipo Banana1Maribel Ballenas quispeNessuna valutazione finora
- Mi Ciclones Fiq 13Documento19 pagineMi Ciclones Fiq 13janko391100% (1)
- 7° Molienda PM-1Documento77 pagine7° Molienda PM-1Carlos Felipe Echeverria GuerraNessuna valutazione finora
- Clasificaciones de Molinos Benja02Documento5 pagineClasificaciones de Molinos Benja02franckNessuna valutazione finora
- Trituradoras de MandíbulaDocumento8 pagineTrituradoras de MandíbulaJonathan FelipaNessuna valutazione finora
- Pumisacho Gissela Gr2 Consulta 6Documento37 paginePumisacho Gissela Gr2 Consulta 6Gissela PumisachoNessuna valutazione finora
- Rock BreakerDocumento2 pagineRock BreakerEddy JuanNessuna valutazione finora
- ALINEACIONDocumento8 pagineALINEACIONjuan david lucumiNessuna valutazione finora
- Diseño y Planta MineraDocumento23 pagineDiseño y Planta MineraMunicipalidad Distrital de Oxamarca100% (1)
- Catalogo Cilindros LavadoresDocumento4 pagineCatalogo Cilindros LavadoresJavier Ignacio Navarro GarayNessuna valutazione finora
- Unidad 4 Chancado PDFDocumento55 pagineUnidad 4 Chancado PDFrodrigopereza67% (3)
- Diseño y Planteamiento de Una Bomba Centrífuga - DIAPOSITIVASDocumento30 pagineDiseño y Planteamiento de Una Bomba Centrífuga - DIAPOSITIVASFrancis Mijail Nicho VillarrealNessuna valutazione finora
- Programa Analitico de Dibujo Tecnico 2Documento37 paginePrograma Analitico de Dibujo Tecnico 2jose luis cartagena abastoNessuna valutazione finora
- MT Meganorm A2742 0s 8Documento21 pagineMT Meganorm A2742 0s 8Alfonso Tobar ArancibiaNessuna valutazione finora
- 0174-2022 CMCZ - Dscto - Celda WS 8 X 8Documento2 pagine0174-2022 CMCZ - Dscto - Celda WS 8 X 8CARLOS MARTINEZNessuna valutazione finora
- Bomba Goulds Mod335Documento56 pagineBomba Goulds Mod335Anonymous WWVOIuE4KINessuna valutazione finora
- Chancadora de ConoDocumento7 pagineChancadora de ConoFacsolNessuna valutazione finora
- Piston Dosificador PDFDocumento1 paginaPiston Dosificador PDFEdwin Bustamante CabreraNessuna valutazione finora
- 04 Molino de BolasDocumento57 pagine04 Molino de BolasjherryNessuna valutazione finora
- Gestión Estratégica Del MantenimientoDocumento21 pagineGestión Estratégica Del MantenimientoEdson Edu Ramirez DiazNessuna valutazione finora
- Prot-Hidro-Feeder-Pm y Medición de Apron Feeder D9-Rev.1Documento7 pagineProt-Hidro-Feeder-Pm y Medición de Apron Feeder D9-Rev.1Honorata Fernandez HuaquiNessuna valutazione finora
- Informe ChancadoresDocumento11 pagineInforme Chancadorescristian vegaNessuna valutazione finora
- Chancador GiratorioDocumento2 pagineChancador GiratorioWilan M. CruzNessuna valutazione finora
- Bateria de HidrociclonesDocumento8 pagineBateria de HidrociclonesManuel Peralta BeltranNessuna valutazione finora
- TriDocumento34 pagineTriOmar Diego Parra AvilaNessuna valutazione finora
- Molino DibujoDocumento18 pagineMolino DibujoELIZABETH COAGUILA AÑARINessuna valutazione finora
- Circuito de ChancadoDocumento9 pagineCircuito de ChancadoDangelo Rodrigo Cortes CanalesNessuna valutazione finora
- Chancador de MandibulaDocumento23 pagineChancador de Mandibulafernanda100% (1)
- Bombas de Pulpa EspañolDocumento8 pagineBombas de Pulpa EspañolRoberto CamachoNessuna valutazione finora
- (Spanish (Auto-Generated) ) Espesador de Concentrado, Hudbay (DownSub - Com)Documento4 pagine(Spanish (Auto-Generated) ) Espesador de Concentrado, Hudbay (DownSub - Com)ROGERNessuna valutazione finora
- Fractura ElastoplasticaDocumento6 pagineFractura Elastoplasticagabi2386Nessuna valutazione finora
- Hid Roc I ClonesDocumento38 pagineHid Roc I ClonesMiguel Jiménez FloresNessuna valutazione finora
- LAB 3 PDF Monatje y Desmontaje Por El Metodo Inyeccion de Aceite - CompressDocumento12 pagineLAB 3 PDF Monatje y Desmontaje Por El Metodo Inyeccion de Aceite - CompressYisusNessuna valutazione finora
- ALDEC Decantador de Alto RendimientoDocumento4 pagineALDEC Decantador de Alto RendimientojandroweenNessuna valutazione finora
- Motores de Fondo... Perforacion de PozosDocumento7 pagineMotores de Fondo... Perforacion de PozosMichel DelgadoNessuna valutazione finora
- Sistema de Lubricación de La Caja de CambiosDocumento6 pagineSistema de Lubricación de La Caja de CambiosMiguel DuranNessuna valutazione finora
- Aspectos Constructivos de Los Elementos de Un CompresorDocumento9 pagineAspectos Constructivos de Los Elementos de Un CompresorMarceloNessuna valutazione finora
- 2 - Distribuidor - Avance Chispa PDFDocumento14 pagine2 - Distribuidor - Avance Chispa PDFMiguel Jr Ponce100% (1)
- Turbinas HidráulicasDocumento17 pagineTurbinas HidráulicasGasper100% (3)
- Capitulo II Triturador SimonsDocumento15 pagineCapitulo II Triturador Simonsalberto oscar hermidaNessuna valutazione finora
- Motores de Fondo PDFDocumento19 pagineMotores de Fondo PDFcamilo9531Nessuna valutazione finora
- Aspectos Constructivos Generales de Los Elementos de Un CompresorDocumento9 pagineAspectos Constructivos Generales de Los Elementos de Un CompresorMarcelo Mamani EspinozaNessuna valutazione finora
- Equipos de La BCPDocumento12 pagineEquipos de La BCPM̳̿a̳̿i̳̿k̳̿e̳̿l̳̿ ̳̿M̳̿o̳̿l̳̿i̳̿n̳̿a̳̿Nessuna valutazione finora
- Simulación de Un Silo Lab 3Documento6 pagineSimulación de Un Silo Lab 3Efrain MachacaNessuna valutazione finora
- Montaje y Desmontaje de RodamientosDocumento37 pagineMontaje y Desmontaje de RodamientosEfrain MachacaNessuna valutazione finora
- Informe GmawDocumento14 pagineInforme GmawEfrain MachacaNessuna valutazione finora
- Laboratorio 5Documento12 pagineLaboratorio 5Efrain MachacaNessuna valutazione finora
- Ensayo de Mineria InformalDocumento3 pagineEnsayo de Mineria InformalEfrain MachacaNessuna valutazione finora
- Tipos de Flujos en Canales y TuberiasDocumento2 pagineTipos de Flujos en Canales y TuberiasLisseth Zorrilla ZárateNessuna valutazione finora
- Practica Primer ParcialDocumento4 paginePractica Primer ParcialHel Helen Flor BellaNessuna valutazione finora
- Fisico Quimica TallerDocumento3 pagineFisico Quimica TallerLuis Alberto Sanchez PardoNessuna valutazione finora
- Practica de ImanesDocumento7 paginePractica de ImanesRoy InquisdorNessuna valutazione finora
- Circuito RLCDocumento5 pagineCircuito RLCJosue LopezNessuna valutazione finora
- Fisica AmbientalDocumento5 pagineFisica AmbientalSindy Limahuaya LujanoNessuna valutazione finora
- Convertidor de Par.: TecsupDocumento10 pagineConvertidor de Par.: TecsupNelio Lara RicaldiNessuna valutazione finora
- Práctica N°3 - Pascal & P Arquimedes - Fisica Ii-2010 PDFDocumento4 paginePráctica N°3 - Pascal & P Arquimedes - Fisica Ii-2010 PDFBrishely Luis CondeNessuna valutazione finora
- Practica de Analitica Titulacion PotenciometricaDocumento5 paginePractica de Analitica Titulacion PotenciometricaDrake BalderasNessuna valutazione finora
- CambridgeDocumento13 pagineCambridgeRaul Gomez CabezasNessuna valutazione finora
- Teoria de BombasDocumento30 pagineTeoria de BombasDuverliCarrascoNessuna valutazione finora
- Quimica UnamDocumento30 pagineQuimica UnamSindhy MatadamasNessuna valutazione finora
- Manual de Usuario LavadoraDocumento11 pagineManual de Usuario LavadoraadrianesoNessuna valutazione finora
- Problemas ACDocumento36 pagineProblemas ACMJ Armijo Saldaña100% (1)
- Tubo VenturiDocumento3 pagineTubo VenturiLuisGaboCardenasNessuna valutazione finora
- 1.1. Funciones Dominio Imagen Grafica Definiciones Conjuntos PDFDocumento6 pagine1.1. Funciones Dominio Imagen Grafica Definiciones Conjuntos PDFJuanes Garcia OspinaNessuna valutazione finora
- Armaduras Trabajo FinalDocumento15 pagineArmaduras Trabajo FinalUrsulaPilcoLatorreNessuna valutazione finora
- Ref. 15724, Interr Horario IHP, Merlin Gerin PDFDocumento2 pagineRef. 15724, Interr Horario IHP, Merlin Gerin PDFarturoncNessuna valutazione finora
- Lab 04 Circuito Hidraulico C3 2014 2 PDFDocumento10 pagineLab 04 Circuito Hidraulico C3 2014 2 PDFPiero Rivas FaustinoNessuna valutazione finora
- Ley de FaradayDocumento8 pagineLey de FaradayMario Leonardo Renderos MerinoNessuna valutazione finora
- 2do Informe de Laboratorio Termodinamica PDFDocumento5 pagine2do Informe de Laboratorio Termodinamica PDFmaria teresa barriosNessuna valutazione finora
- Factor de PotenciaDocumento4 pagineFactor de PotenciaDiego CastelaoNessuna valutazione finora
- Reactor TubularDocumento11 pagineReactor TubularFrancisco LaraNessuna valutazione finora
- Justificación de MantenciónDocumento4 pagineJustificación de MantenciónBrianIanBarruetoNessuna valutazione finora