Potrebbero piacerti anche
- Howwell The Poffenberger Swart Formula Apply To OHLDocumento10 pagineHowwell The Poffenberger Swart Formula Apply To OHLtanto_deep_15Nessuna valutazione finora
- Contact Mechanics ModelsDocumento17 pagineContact Mechanics ModelsNirmalya MishraNessuna valutazione finora
- Mechanical System Isolation:: Free-Body DiagramDocumento33 pagineMechanical System Isolation:: Free-Body DiagramChristian DelfinNessuna valutazione finora
- Reel Capacity CalculatorDocumento2 pagineReel Capacity CalculatorKien NguyenNessuna valutazione finora
- Worsksheet Free Body DiagramDocumento2 pagineWorsksheet Free Body DiagramガトゥラクラークキースNessuna valutazione finora
- Topic of Presentation:: Equilibrium of Rigid Body and Free Body DiagramDocumento19 pagineTopic of Presentation:: Equilibrium of Rigid Body and Free Body DiagramMuhammad FahadNessuna valutazione finora
- Analysis of Wire Drawing Process With Friction and Thermal Conditions Obtained by Inverse EngineeringDocumento9 pagineAnalysis of Wire Drawing Process With Friction and Thermal Conditions Obtained by Inverse EngineeringmoummouNessuna valutazione finora
- External Insulation Design of XS800 ±800 kV UHVDC ProjectDocumento7 pagineExternal Insulation Design of XS800 ±800 kV UHVDC ProjectNunna BaskarNessuna valutazione finora
- Comparison On Wind Load Prediction of Transmission PDFDocumento8 pagineComparison On Wind Load Prediction of Transmission PDFtahaelnourNessuna valutazione finora
- 11ipst014 PDFDocumento6 pagine11ipst014 PDFhanryNessuna valutazione finora
- Cigre Toronto 2009 PDFDocumento13 pagineCigre Toronto 2009 PDFpeloduro1010Nessuna valutazione finora
- Diagnostic Methods For Outdoor Polymeric InsulatorsDocumento16 pagineDiagnostic Methods For Outdoor Polymeric InsulatorsluqmansulymanNessuna valutazione finora
- Ametani1994 PDFDocumento7 pagineAmetani1994 PDFBorislav BrnjadaNessuna valutazione finora
- Calculation of Earthing and Screening EffectsDocumento10 pagineCalculation of Earthing and Screening EffectsVictor AgueroNessuna valutazione finora
- Electric Field and Voltage Distribution Along Non-Ceramic Insulators PDFDocumento16 pagineElectric Field and Voltage Distribution Along Non-Ceramic Insulators PDFostojic007Nessuna valutazione finora
- 2Documento11 pagine2Pacha MamiNessuna valutazione finora
- Direct Frequency Domain Computation of Transmission Line Transients Due To Switching OperationsDocumento7 pagineDirect Frequency Domain Computation of Transmission Line Transients Due To Switching OperationsdanluscribNessuna valutazione finora
- Effects of Environmental Conditions on Shielding Failure RatesDocumento9 pagineEffects of Environmental Conditions on Shielding Failure RatesAbraham MaravíNessuna valutazione finora
- Composite InsulatorsDocumento7 pagineComposite InsulatorsTakisNessuna valutazione finora
- Experience With Non-Ceramic Insulators On Transmission Lines in Australia (Part 1 of 2) - INMR PDFDocumento12 pagineExperience With Non-Ceramic Insulators On Transmission Lines in Australia (Part 1 of 2) - INMR PDFVitalyNessuna valutazione finora
- PDE TOLL MatlabDocumento6 paginePDE TOLL MatlabNiko Garcia MeythalerNessuna valutazione finora
- Application of Matrix Methods To The Solution of Travelling-Wave Phenomena in Polyphase SystemsDocumento13 pagineApplication of Matrix Methods To The Solution of Travelling-Wave Phenomena in Polyphase SystemsKunal RajaNessuna valutazione finora
- Admittance-Based Modeling of Transmission Lines by A Folded Line EquivalentDocumento9 pagineAdmittance-Based Modeling of Transmission Lines by A Folded Line EquivalentAsesoría CognizulNessuna valutazione finora
- Aisladores Polimericos vs. Aisladores Ceramicos Unmsm PDFDocumento22 pagineAisladores Polimericos vs. Aisladores Ceramicos Unmsm PDFvgcasasNessuna valutazione finora
- Seminar Report On Composite InsulatorsDocumento12 pagineSeminar Report On Composite InsulatorsArti Mittal33% (3)
- Electrical Transient PDFDocumento6 pagineElectrical Transient PDFalexwoodwickNessuna valutazione finora
- 33 - 401 - 2002 - Dimensionamento de Isoladores para Poluição Salina. Um Novo Procedimento e Um Método de Teste de LaboratórioDocumento9 pagine33 - 401 - 2002 - Dimensionamento de Isoladores para Poluição Salina. Um Novo Procedimento e Um Método de Teste de LaboratórioSergio SachtNessuna valutazione finora
- Wave Propagation in Overhead Wires With Ground Return - John R. CarsonDocumento16 pagineWave Propagation in Overhead Wires With Ground Return - John R. CarsonfandiNessuna valutazione finora
- Cross-Bonding Cable and Box Model Based On Pulse Reflection MeasurementDocumento8 pagineCross-Bonding Cable and Box Model Based On Pulse Reflection Measurementdes1982Nessuna valutazione finora
- Improved Overhead Line Conductors Using Aluminium Alloy 1120 - K.W. Barber - 1995Documento7 pagineImproved Overhead Line Conductors Using Aluminium Alloy 1120 - K.W. Barber - 1995Oscar OrdazNessuna valutazione finora
- Jicable11 - Armouring Loss in Three-Core Submarine XLPE CablesDocumento5 pagineJicable11 - Armouring Loss in Three-Core Submarine XLPE CablesnjmcrawfordNessuna valutazione finora
- Lightning Performance of Compact Transmission LinesDocumento21 pagineLightning Performance of Compact Transmission LinesJuanjo Gonzales PerezNessuna valutazione finora
- Calibration Scope K006 - KEMADocumento7 pagineCalibration Scope K006 - KEMAelvart007458Nessuna valutazione finora
- ZNC Varistor Switching SurgeDocumento39 pagineZNC Varistor Switching Surgeth3g4m3Nessuna valutazione finora
- Compliant Motion Control TechniquesDocumento19 pagineCompliant Motion Control TechniquesCarlitos FerNessuna valutazione finora
- Line Design Based Upon Direct StrokesDocumento32 pagineLine Design Based Upon Direct StrokesbasilecoqNessuna valutazione finora
- Analysis of Insulator Strings For 69 KV and 115 KVDocumento6 pagineAnalysis of Insulator Strings For 69 KV and 115 KVveynaldiNessuna valutazione finora
- Hydrodynamic Resistance of Towed CablesDocumento6 pagineHydrodynamic Resistance of Towed CablesHamed AzarkeshbNessuna valutazione finora
- Carson 26 Wave Propagation in Overhead Wires PDFDocumento16 pagineCarson 26 Wave Propagation in Overhead Wires PDFjcsanchNessuna valutazione finora
- Belt FrictionDocumento36 pagineBelt FrictionLanz de la CruzNessuna valutazione finora
- RwSubmarine Cables - 1920T2 - PE4 5EEBDocumento10 pagineRwSubmarine Cables - 1920T2 - PE4 5EEBJancis VBNessuna valutazione finora
- Ieee 1584 - 2002 Incident Energy Factors and Simple 480 V Incident Energyb Equations PDFDocumento9 pagineIeee 1584 - 2002 Incident Energy Factors and Simple 480 V Incident Energyb Equations PDFRicardo CardonaNessuna valutazione finora
- Anti CoronaDocumento2 pagineAnti CoronamersiumNessuna valutazione finora
- Introduction To Finite Element AnalysisDocumento20 pagineIntroduction To Finite Element AnalysisVishnu Vardhan Reddy GangapuramNessuna valutazione finora
- 10.1007@978 3 030 24314 2Documento812 pagine10.1007@978 3 030 24314 2riadhNessuna valutazione finora
- 1933 IEEE Journals Traveling-Wave Voltages in CablesDocumento7 pagine1933 IEEE Journals Traveling-Wave Voltages in CablesiaessackjeeNessuna valutazione finora
- Warping TorsionDocumento117 pagineWarping TorsionAnonymous JEe6LWPNessuna valutazione finora
- The Self and Mutual Inductances of Linear Conductors.Documento44 pagineThe Self and Mutual Inductances of Linear Conductors.Anonymous TI2bUT100% (1)
- Analysis of Commutation in DC MachinesDocumento57 pagineAnalysis of Commutation in DC Machinesagnostic07Nessuna valutazione finora
- VIOLI Straightening Brochure Low 012ukDocumento4 pagineVIOLI Straightening Brochure Low 012ukirsalan_shahidNessuna valutazione finora
- Transmission Line Modeling of Grounding Electrodes and Calculation of Their Effective Length Under Impulse ExcitationDocumento6 pagineTransmission Line Modeling of Grounding Electrodes and Calculation of Their Effective Length Under Impulse ExcitationLaila JanNessuna valutazione finora
- RollingDocumento22 pagineRollingSahil JhambNessuna valutazione finora
- Lecture 3 Equilibrium of Rigid BodiesDocumento26 pagineLecture 3 Equilibrium of Rigid Bodieskeempee meeraNessuna valutazione finora
- 1.1. A Sense of HistoryDocumento8 pagine1.1. A Sense of HistoryCarlitos FerNessuna valutazione finora
- Dynamics: 5.1. Newton-Euler Formulation of Equations of MotionDocumento22 pagineDynamics: 5.1. Newton-Euler Formulation of Equations of MotionCarlitos FerNessuna valutazione finora
- OFFSHORE EARTHING PERSPECTIVEDocumento6 pagineOFFSHORE EARTHING PERSPECTIVEharoutuon100% (1)
- Comparative Fatigue Resistance of Overhead Conductors Made of Aluminium and Aluminium Alloy: Tests and AnalysisDocumento10 pagineComparative Fatigue Resistance of Overhead Conductors Made of Aluminium and Aluminium Alloy: Tests and AnalysisAhmed ElsayedNessuna valutazione finora
- Ipc2012 90133Documento10 pagineIpc2012 90133Marcelo Varejão Casarin100% (1)
- Relevant Characteristics of Power Lines Passing through Urban AreasDa EverandRelevant Characteristics of Power Lines Passing through Urban AreasNessuna valutazione finora
- Insulation Co-ordination in High-voltage Electric Power SystemsDa EverandInsulation Co-ordination in High-voltage Electric Power SystemsValutazione: 4.5 su 5 stelle4.5/5 (5)
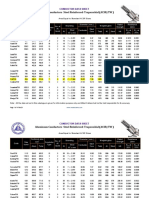
- Aluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Documento4 pagineAluminum Conductors Steel Reinforced-Trapezoidal (ACSR/TW)Travis WoodNessuna valutazione finora
- Study of Single and Double Sampling PlansDocumento14 pagineStudy of Single and Double Sampling PlansTravis WoodNessuna valutazione finora
- Re Voltage StabilityDocumento27 pagineRe Voltage StabilityTravis WoodNessuna valutazione finora
- Anandaram BaruaDocumento1 paginaAnandaram BaruaTravis WoodNessuna valutazione finora
- En 10204-2004 Metallic Products - Types of Inspection DocumentsDocumento10 pagineEn 10204-2004 Metallic Products - Types of Inspection DocumentsDalamagas KwnstantinosNessuna valutazione finora
- Enhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Documento6 pagineEnhanced Performance of Zinc Oxide Arrester by Simple Modification in Processing and Design 2169 0022.1000135Travis WoodNessuna valutazione finora
- Gear Design For Quiet Reduction GearDocumento8 pagineGear Design For Quiet Reduction GearTravis WoodNessuna valutazione finora
- April Is The Cruellest MonthDocumento1 paginaApril Is The Cruellest MonthTravis WoodNessuna valutazione finora
- KSEB Technical SPec PDFDocumento279 pagineKSEB Technical SPec PDFTravis WoodNessuna valutazione finora
- Ceramic Manufacturing PDFDocumento41 pagineCeramic Manufacturing PDFTravis WoodNessuna valutazione finora
- 1363 Bolts and Nut Standard PDFDocumento7 pagine1363 Bolts and Nut Standard PDFTravis WoodNessuna valutazione finora
- Transformer Factory Assembly Area LayoutDocumento55 pagineTransformer Factory Assembly Area LayoutTravis Wood100% (2)
- Analysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceDocumento7 pagineAnalysis of Grading Ring and Heat Sink Impact on Surge Arrester PerformanceTravis WoodNessuna valutazione finora
- Overhead Conductor Installation Guide: Recommended PracticesDocumento20 pagineOverhead Conductor Installation Guide: Recommended Practicesvjs270385Nessuna valutazione finora
- Double Sampling-Wha It Means PDFDocumento17 pagineDouble Sampling-Wha It Means PDFTravis WoodNessuna valutazione finora
- Unidirectional Corona RingDocumento2 pagineUnidirectional Corona RingTravis WoodNessuna valutazione finora
- SPEED Continuous Panels Plants Design IssuesDocumento18 pagineSPEED Continuous Panels Plants Design IssuesTravis WoodNessuna valutazione finora
- CT Grounding To Avoid Nuisance TrippingDocumento2 pagineCT Grounding To Avoid Nuisance TrippingTravis WoodNessuna valutazione finora
- Innovative Adhesive For Sandwich SystemsDocumento20 pagineInnovative Adhesive For Sandwich SystemsTravis WoodNessuna valutazione finora
- ElectricalDocumento34 pagineElectricalTravis WoodNessuna valutazione finora
- Ehv Disconnectors For Smart GridDocumento2 pagineEhv Disconnectors For Smart GridTravis WoodNessuna valutazione finora
- 3 Sec-III-Hardware Fittings & AccessoriesDocumento49 pagine3 Sec-III-Hardware Fittings & AccessoriesTravis WoodNessuna valutazione finora
- Spacer Damper IssuesDocumento5 pagineSpacer Damper IssuesTravis WoodNessuna valutazione finora
- SPEED Continuous Panels Plants Design IssuesDocumento18 pagineSPEED Continuous Panels Plants Design IssuesTravis WoodNessuna valutazione finora
- Anil Agarwal: Research: Mud As A Traditional Building MaterialDocumento10 pagineAnil Agarwal: Research: Mud As A Traditional Building MaterialTravis WoodNessuna valutazione finora
- Mud Architecture: I J I R S E TDocumento6 pagineMud Architecture: I J I R S E TJazzNessuna valutazione finora
- An Introduction To Conway's Games and NumbersDocumento30 pagineAn Introduction To Conway's Games and NumbersSilentSparrow98Nessuna valutazione finora
- CB Spec SvenskaDocumento44 pagineCB Spec SvenskaTravis WoodNessuna valutazione finora
- Bolt InterlocksDocumento5 pagineBolt InterlocksTravis WoodNessuna valutazione finora
- Consideration of Seasonal Temperature Changes in The French Pavement Design MethodDocumento55 pagineConsideration of Seasonal Temperature Changes in The French Pavement Design MethodMessianique TobadaNessuna valutazione finora
- Model Question PaperDocumento3 pagineModel Question PaperMohanraj KulandasamyNessuna valutazione finora
- Causes and Mechanisms of Material FailureDocumento5 pagineCauses and Mechanisms of Material FailureBen FreidenbergNessuna valutazione finora
- Fundamentals of FatigueDocumento54 pagineFundamentals of FatigueChristina HillNessuna valutazione finora
- 1 Cosham1Documento19 pagine1 Cosham1Glacier RamkissoonNessuna valutazione finora
- Vibration Shaker Resonance ControlDocumento5 pagineVibration Shaker Resonance ControltripathijohnNessuna valutazione finora
- Contact Stress and Fatigue Analysis of Spur GearDocumento6 pagineContact Stress and Fatigue Analysis of Spur GearSharath P CNessuna valutazione finora
- cycleCCplant PDFDocumento19 paginecycleCCplant PDFJohn Bihag100% (1)
- Steel Bridge DesignDocumento9 pagineSteel Bridge DesignĴetzaa Barragán ChávezNessuna valutazione finora
- BearingDocumento13 pagineBearingshreyanshNessuna valutazione finora
- Ipc2012 90459Documento14 pagineIpc2012 90459Marcelo Varejão CasarinNessuna valutazione finora
- MOM-II Fatigue and CreepDocumento15 pagineMOM-II Fatigue and CreepAnony mousNessuna valutazione finora
- RELIABILITY ANALYSIS OF JACK-UP PLATFORMS BASED ON FATIGUE 2002 HighlightedDocumento10 pagineRELIABILITY ANALYSIS OF JACK-UP PLATFORMS BASED ON FATIGUE 2002 Highlightedmohamad shahrakNessuna valutazione finora
- AquaBuOY 1:10 Scale Model TestDocumento15 pagineAquaBuOY 1:10 Scale Model Testtrep8888Nessuna valutazione finora
- CaeDocumento22 pagineCaeKing1971Nessuna valutazione finora
- API - RP-571 - Damage Mech. SummaryDocumento28 pagineAPI - RP-571 - Damage Mech. SummaryglazetmNessuna valutazione finora
- B Krishna Murthy Assistant Professor Department of ME: Design of Machine ElementsDocumento13 pagineB Krishna Murthy Assistant Professor Department of ME: Design of Machine ElementsKrishna MurthyNessuna valutazione finora
- Weld & Base Metal Fatigue AnalysisDocumento6 pagineWeld & Base Metal Fatigue Analysiskayakeras3335Nessuna valutazione finora
- Introd-Steel Struc.Documento4 pagineIntrod-Steel Struc.Fuad AhmedinNessuna valutazione finora
- Chunky Graphite StandardDocumento11 pagineChunky Graphite StandardGokul VenkatNessuna valutazione finora
- Jntuworld: Jawaharlal Nehru Technological University HyderabadDocumento29 pagineJntuworld: Jawaharlal Nehru Technological University HyderabadpathanshamsheerkhanNessuna valutazione finora
- Motalab Anand CyclingDocumento10 pagineMotalab Anand CyclingAminul HoqueNessuna valutazione finora
- MIC Green Book - Shot Peening Applications v9Documento62 pagineMIC Green Book - Shot Peening Applications v9stevemwilliams100% (2)
- Extreme Response Spectrum of A Random Vibration PDFDocumento196 pagineExtreme Response Spectrum of A Random Vibration PDFjitendra25252Nessuna valutazione finora
- Full Text 01Documento53 pagineFull Text 01Jaime Jose BatistaNessuna valutazione finora
- Fatigue Analysis of A Tension Leg Platform: Fatigue Life ImprovementDocumento17 pagineFatigue Analysis of A Tension Leg Platform: Fatigue Life ImprovementFoyez AhmadNessuna valutazione finora
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingDocumento5 pagineOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaNessuna valutazione finora
- Structural Integrity of Additive Manufactured Parts: Astm International Selected Technical PapersDocumento596 pagineStructural Integrity of Additive Manufactured Parts: Astm International Selected Technical PapersCARLOS OLIVEROSNessuna valutazione finora
- Thickness Design For Concrete Highways and Street PavementsDocumento50 pagineThickness Design For Concrete Highways and Street Pavementsdarcina75% (4)
- Shot Peening Extends Spur Gear Fatigue LifeDocumento9 pagineShot Peening Extends Spur Gear Fatigue LifeasdNessuna valutazione finora