Potrebbero piacerti anche
- Equipe07 TrabalhoS1 Assunto07Documento20 pagineEquipe07 TrabalhoS1 Assunto07Lucas SchroederNessuna valutazione finora
- EMC5419 Programa 20191Documento2 pagineEMC5419 Programa 20191Lucas SchroederNessuna valutazione finora
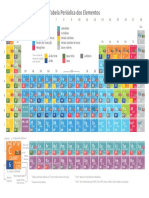
- Tabela PeriódicaDocumento1 paginaTabela PeriódicaLucas Schroeder100% (1)
- Guia completo para iniciantes no mundo dos investimentosDocumento131 pagineGuia completo para iniciantes no mundo dos investimentosHenrique DaftNessuna valutazione finora
- Modelo de Relatório 2016Documento12 pagineModelo de Relatório 2016Lucas SchroederNessuna valutazione finora
- Relatório Célula de CargaDocumento4 pagineRelatório Célula de CargaLucas SchroederNessuna valutazione finora
- Arq01 Eletrotecnica 2018 1Documento33 pagineArq01 Eletrotecnica 2018 1Lucas SchroederNessuna valutazione finora
- Da História Do Fórmula UFSCDocumento6 pagineDa História Do Fórmula UFSCLucas SchroederNessuna valutazione finora
- Artigo CremalheiraDocumento13 pagineArtigo CremalheiraMichael SerraNessuna valutazione finora
- Ciclo 0 2006Documento3 pagineCiclo 0 2006Lucas SchroederNessuna valutazione finora
- Resolucao Turma Ita Ciclo 6Documento8 pagineResolucao Turma Ita Ciclo 6Lucas SchroederNessuna valutazione finora
- Manual DigiplusDocumento75 pagineManual DigiplusengetarcioNessuna valutazione finora
- O Futebol Na Vida Das PessoasDocumento6 pagineO Futebol Na Vida Das PessoasLucas SchroederNessuna valutazione finora
- Cifra Club - LAYLA - Eric ClaptonDocumento8 pagineCifra Club - LAYLA - Eric ClaptonFelipe GenuínoNessuna valutazione finora
- AOCPDocumento251 pagineAOCPPedro OliveiraNessuna valutazione finora
- Escola Neo-Humanista de Ensino Fundamental Ananda MargaDocumento3 pagineEscola Neo-Humanista de Ensino Fundamental Ananda Marga나 하루Nessuna valutazione finora
- Processo seletivo para bolsistas do ParaibatecDocumento15 pagineProcesso seletivo para bolsistas do ParaibatecvagnertorrespbNessuna valutazione finora
- 10 Mil No Primeiro Mês de MKD.Documento70 pagine10 Mil No Primeiro Mês de MKD.Leticia AlmeidaNessuna valutazione finora
- Como criar um script de atendimento ao clienteDocumento13 pagineComo criar um script de atendimento ao clienteGraziele de Souza Medeiros100% (1)
- MRP EX1 GabaritoDocumento8 pagineMRP EX1 GabaritoGuilherme FariaNessuna valutazione finora
- RTY - Rolled - Throughput - Yield PDFDocumento11 pagineRTY - Rolled - Throughput - Yield PDF102540Nessuna valutazione finora
- Nestle Com Voce #31Documento35 pagineNestle Com Voce #31Pedro SouzaNessuna valutazione finora
- Roteiro de estudos para estruturas de concreto armadoDocumento7 pagineRoteiro de estudos para estruturas de concreto armadoRobertoNessuna valutazione finora
- Reologia Senai Aula - 01Documento27 pagineReologia Senai Aula - 01Harison SantosNessuna valutazione finora
- Ebook Execucao Trabalhista Na Pratica - ATUALIZADO - 08-09-2020Documento225 pagineEbook Execucao Trabalhista Na Pratica - ATUALIZADO - 08-09-2020Manuelly Gomes SoaresNessuna valutazione finora
- Dossiê Técnico - Fabricação de SabãoDocumento30 pagineDossiê Técnico - Fabricação de SabãoMariana MeirelesNessuna valutazione finora
- NBR-14565 Cabeamento Estruturado PDFDocumento67 pagineNBR-14565 Cabeamento Estruturado PDFlucioricardoamaralNessuna valutazione finora
- Edital Final Medicina 20242cp - 240207 - 105104Documento48 pagineEdital Final Medicina 20242cp - 240207 - 105104Maria luiza MeloNessuna valutazione finora
- Recurso Contra Gabarito ConsepDocumento2 pagineRecurso Contra Gabarito ConsepJannsen Fernandes Justa MchadoNessuna valutazione finora
- A Cabala Do Dinheiro - Nilton BonderDocumento23 pagineA Cabala Do Dinheiro - Nilton BonderKojji NarimatsuNessuna valutazione finora
- TEEB - Abordagens, Conclusões e RecomendaçõesDocumento51 pagineTEEB - Abordagens, Conclusões e Recomendaçõesmjc1980Nessuna valutazione finora
- Portaria GM - Ms #824, de 7 de Julho de 2023 - Portaria GM - Ms #824, de 7 de Julho de 2023 - Dou - Imprensa NacionalDocumento4 paginePortaria GM - Ms #824, de 7 de Julho de 2023 - Portaria GM - Ms #824, de 7 de Julho de 2023 - Dou - Imprensa NacionalEducaKids toyNessuna valutazione finora
- Direito de Propriedade, Família e SucessõesDocumento300 pagineDireito de Propriedade, Família e SucessõesThiago Laurindo 2Nessuna valutazione finora
- Parametrização VEGAPULS 62-63-68Documento29 pagineParametrização VEGAPULS 62-63-68wagner machado de moraesNessuna valutazione finora
- Resolução CIB - 590 - 13 PDFDocumento21 pagineResolução CIB - 590 - 13 PDFReviraSaúdeNessuna valutazione finora
- Dimensionamento de eixos curtos: Critério da rigidezDocumento10 pagineDimensionamento de eixos curtos: Critério da rigidezFELIPENessuna valutazione finora
- Guia Do ParticipanteDocumento5 pagineGuia Do ParticipanteRancho Bela-GlóriaNessuna valutazione finora
- Serviços Arquitetura 80m2Documento2 pagineServiços Arquitetura 80m2Jhonnyguilherme LisboaNessuna valutazione finora
- Dimbo Linha - Leve - 2018Documento40 pagineDimbo Linha - Leve - 2018gasodiesel gasodieselNessuna valutazione finora
- Fundamentos Históricos Da Educação - OKDocumento3 pagineFundamentos Históricos Da Educação - OKJoão CamposNessuna valutazione finora
- Sistema de Producao 2022 - FinalDocumento46 pagineSistema de Producao 2022 - FinalZaca SchweppesNessuna valutazione finora
- Exercício ImpairmentDocumento2 pagineExercício ImpairmentVictória Gemaque100% (1)
- O Milagre Da Manhã - Hal ElrodDocumento5 pagineO Milagre Da Manhã - Hal ElrodDom GuterresNessuna valutazione finora