Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Mac OS X CPU SchedulingDocumento21 pagineMac OS X CPU Schedulingyeyow :v0% (2)
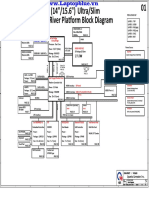
- HP Pavilion 14b065br 14b050 Quanta Da0u33mb6d0 Laptop SchematicsDocumento37 pagineHP Pavilion 14b065br 14b050 Quanta Da0u33mb6d0 Laptop SchematicsSuport ItecXalapa67% (3)
- 4 Dissolved Gas AnalysisDocumento55 pagine4 Dissolved Gas AnalysisHoang Thanh VanNessuna valutazione finora
- Gonen's TextbookDocumento749 pagineGonen's TextbookC S Vander SchaafNessuna valutazione finora
- V09 0027Documento56 pagineV09 0027Edwin Martinez Osorio100% (2)
- CPC 100 Brochure ENU PDFDocumento44 pagineCPC 100 Brochure ENU PDFudomkarn SamanmitNessuna valutazione finora
- CB-100UserGuide Capacitance and Dissipation Factor BridgeDocumento92 pagineCB-100UserGuide Capacitance and Dissipation Factor BridgeHoang Thanh VanNessuna valutazione finora
- CB-100UserGuide Capacitance and Dissipation Factor BridgeDocumento92 pagineCB-100UserGuide Capacitance and Dissipation Factor BridgeHoang Thanh VanNessuna valutazione finora
- Impulse Testing of Power Transformer Using Transfer Function MethodDocumento16 pagineImpulse Testing of Power Transformer Using Transfer Function MethodMichael Parohinog GregasNessuna valutazione finora
- 6 DDFDocumento63 pagine6 DDFHoang Thanh Van100% (2)
- 3 Guide For Maintence and Diagnostic ApproachesDocumento83 pagine3 Guide For Maintence and Diagnostic ApproachesHoang Thanh Van100% (1)
- 5 Electrical Diagnostic MeasurementsDocumento98 pagine5 Electrical Diagnostic MeasurementsHoang Thanh VanNessuna valutazione finora
- 1&2 Trfs Overview and Life Span Operating ConditionsDocumento47 pagine1&2 Trfs Overview and Life Span Operating ConditionsHoang Thanh VanNessuna valutazione finora
- Power Transformer MaintenanceDocumento19 paginePower Transformer Maintenanceadnan80% (5)
- 9 Dielectric Response of CTsDocumento22 pagine9 Dielectric Response of CTsHoang Thanh VanNessuna valutazione finora
- LS Cast Resin & Oil Immersed TransfornersDocumento32 pagineLS Cast Resin & Oil Immersed TransfornersHoang Thanh VanNessuna valutazione finora
- High Voltage Circuit Breakers - Design and Applications 2E (Ruben D. Garzon)Documento473 pagineHigh Voltage Circuit Breakers - Design and Applications 2E (Ruben D. Garzon)Prashant PandeyNessuna valutazione finora
- T91 PDFDocumento194 pagineT91 PDFVelu SamyNessuna valutazione finora
- Power Transformer ENUDocumento32 paginePower Transformer ENUDaniel RizzoNessuna valutazione finora
- Ferrite Transformer TestingDocumento16 pagineFerrite Transformer TestingHoang Thanh VanNessuna valutazione finora
- 00277694Documento9 pagine00277694bpd21Nessuna valutazione finora
- ABB Step7 Transformer HandbookDocumento213 pagineABB Step7 Transformer HandbookSandip DeNessuna valutazione finora
- 1104913867504-Dead Tank EnglishDocumento4 pagine1104913867504-Dead Tank EnglishHoang Thanh VanNessuna valutazione finora
- Circuit Breaking PrinciplesDocumento30 pagineCircuit Breaking Principlesapi-27237371Nessuna valutazione finora
- ABB Distribution Transformer Handbook (Step7)Documento92 pagineABB Distribution Transformer Handbook (Step7)salmanejaz78675% (4)
- 00277694Documento9 pagine00277694bpd21Nessuna valutazione finora
- Handbook On Testing (400pages) PDFDocumento400 pagineHandbook On Testing (400pages) PDFHoang Thanh Van100% (1)
- Handbook On Testing (400pages) PDFDocumento400 pagineHandbook On Testing (400pages) PDFHoang Thanh Van100% (1)
- Dielectric in Electric FieldDocumento34 pagineDielectric in Electric FieldBo BogdanNessuna valutazione finora
- Exercises On Reliability Assessment of Electric Power Systems PDFDocumento51 pagineExercises On Reliability Assessment of Electric Power Systems PDFHoang Thanh VanNessuna valutazione finora
- Reliability Centered Maintenance (RCM)Documento6 pagineReliability Centered Maintenance (RCM)Hoang Thanh VanNessuna valutazione finora
- Dma Operation in An 8086 Based SystemDocumento3 pagineDma Operation in An 8086 Based SystemSowmya PNessuna valutazione finora
- Official XBOX Magazine UK Edition 2020-02Documento116 pagineOfficial XBOX Magazine UK Edition 2020-02jalan santaiNessuna valutazione finora
- Icd TutorialDocumento42 pagineIcd TutorialKi KrinNessuna valutazione finora
- 1188CK ExampleDocumento2 pagine1188CK ExampleYurii ChinovNessuna valutazione finora
- Netis Product ListDocumento5 pagineNetis Product ListAbel RoblesNessuna valutazione finora
- AIX From Strength To StrengthDocumento22 pagineAIX From Strength To Strengthabnerarrieta100% (1)
- 6.2.2.8 Lab - Viewing Host Routing TablesDocumento6 pagine6.2.2.8 Lab - Viewing Host Routing Tablesnet125ccna126Nessuna valutazione finora
- Basic Operation of A PLC SystemDocumento2 pagineBasic Operation of A PLC SystemAzfarFaizNessuna valutazione finora
- Operacion PMMDocumento28 pagineOperacion PMMalio0oNessuna valutazione finora
- XRHS 1270E 315kW: Spare Parts ListDocumento71 pagineXRHS 1270E 315kW: Spare Parts ListyangNessuna valutazione finora
- SketchbookDocumento26 pagineSketchbookLauren Suzuki100% (1)
- Debug 1214Documento4 pagineDebug 1214Milos MarinkovicNessuna valutazione finora
- JBASE ToolsDocumento88 pagineJBASE ToolsGirish0% (1)
- Eurit 33Documento100 pagineEurit 33Anonymous 0WWZi8Ia37Nessuna valutazione finora
- Sky Star 2 PciDocumento2 pagineSky Star 2 PciSor Dela FlorNessuna valutazione finora
- Clare CupDocumento5 pagineClare CuphelpieNessuna valutazione finora
- Manually Clearing Print QueueDocumento7 pagineManually Clearing Print QueuexcopytechNessuna valutazione finora
- Acme PIUDocumento4 pagineAcme PIUJay TrivediNessuna valutazione finora
- Prirucnik Za KontrolerDocumento63 paginePrirucnik Za Kontrolermikula100% (1)
- Catalogue Ramblock English 2012 PDFDocumento411 pagineCatalogue Ramblock English 2012 PDFAbdelRhman ElfkyNessuna valutazione finora
- Manual RheometroDocumento2 pagineManual RheometroEdgardo TabiloNessuna valutazione finora
- Loosely Coupled ArchitectureDocumento25 pagineLoosely Coupled Architecturesudhnwa ghorpadeNessuna valutazione finora
- Vyzex Pocket Pod PreferencesDocumento11 pagineVyzex Pocket Pod PreferencesDaz MasonNessuna valutazione finora
- Chapter 8: Main Memory: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocumento21 pagineChapter 8: Main Memory: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionJari AbbasNessuna valutazione finora
- Xi32 Ds Install Win enDocumento144 pagineXi32 Ds Install Win enRakesh DilipNessuna valutazione finora
- Yamaha DX7 ManualDocumento72 pagineYamaha DX7 ManualSean O'Donnell100% (1)
- Satellite l670 l675 Pro l670Documento255 pagineSatellite l670 l675 Pro l670sadfsdfNessuna valutazione finora