Potrebbero piacerti anche
- Welder Qualification Test Certificate: Parameters Variables Qualified With Qualified RangeDocumento4 pagineWelder Qualification Test Certificate: Parameters Variables Qualified With Qualified RangeSpectex dubaiNessuna valutazione finora
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Documento3 pagineWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- According To ASME IX: Welding Procedure Specification (W.P.S)Documento4 pagineAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNessuna valutazione finora
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocumento6 pagineWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNessuna valutazione finora
- WPQR Welding Procedure Qualification RecordsDocumento3 pagineWPQR Welding Procedure Qualification Recordsramesh rajaNessuna valutazione finora
- ASME IX QW (Welding General Requirements)Documento12 pagineASME IX QW (Welding General Requirements)Ariq Fauzan100% (1)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocumento2 pagineElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- Fcaw 16 THKDocumento5 pagineFcaw 16 THKparesh2387Nessuna valutazione finora
- PQRDocumento2 paginePQRSreenivas Kamachi Chettiar100% (1)
- LBW WOPQ REV. 2010a Interactive FormDocumento1 paginaLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- WPS PQR CompressedDocumento5 pagineWPS PQR CompressedBalaje MantravadiNessuna valutazione finora
- QW-484A (WPQ) GTAW 4MM FilletDocumento2 pagineQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- Proposed WPSDocumento2 pagineProposed WPSChisom Ikengwu100% (2)
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDocumento2 pagineWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabNessuna valutazione finora
- WPS PQR 12Documento9 pagineWPS PQR 12Ranjan KumarNessuna valutazione finora
- BPV IX-16-3 QW-283 - ButteringDocumento1 paginaBPV IX-16-3 QW-283 - ButteringyutweldingNessuna valutazione finora
- Super Duplex Stainless SteelDocumento1 paginaSuper Duplex Stainless SteelUma Shankar100% (1)
- L.P.T Reports.Documento12 pagineL.P.T Reports.Shaikh AdilNessuna valutazione finora
- WPS Format For ISO 15614-1 PWPSDocumento1 paginaWPS Format For ISO 15614-1 PWPSThe Welding Inspections CommunityNessuna valutazione finora
- Inspection Plan - NDTDocumento4 pagineInspection Plan - NDTgymadniNessuna valutazione finora
- Welding Procedure Specification for Vertical Storage TanksDocumento6 pagineWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNessuna valutazione finora
- Flange 10 & 12 InchDocumento2 pagineFlange 10 & 12 InchreniNessuna valutazione finora
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocumento1 paginaWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNessuna valutazione finora
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Documento3 pagineHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnNessuna valutazione finora
- WPS PQR PDFDocumento23 pagineWPS PQR PDFtomj9104Nessuna valutazione finora
- PQRDocumento2 paginePQRHoangNessuna valutazione finora
- Wps - Asme Ix - Gtaw - Plat SteDocumento6 pagineWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- PQR 01 PDFDocumento2 paginePQR 01 PDFVijay BhaleraoNessuna valutazione finora
- Welder Qualification Test CertificateDocumento1 paginaWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Documento2 pagineWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNessuna valutazione finora
- WPS Format For AWS D1.1 - WPS - FCAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNessuna valutazione finora
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocumento5 pagineWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNessuna valutazione finora
- WPS 316 L PDFDocumento4 pagineWPS 316 L PDFIrinaNessuna valutazione finora
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocumento1 paginaPQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarNessuna valutazione finora
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Documento3 pagineWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielNessuna valutazione finora
- 6GR RequirementsDocumento1 pagina6GR Requirementswalitedison100% (1)
- PT BM 183 DC 00007 PWHT ProcedureDocumento7 paginePT BM 183 DC 00007 PWHT Procedureeldobie3100% (1)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Documento3 pagineWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNessuna valutazione finora
- All Position Stainless Steel Welding ProcedureDocumento6 pagineAll Position Stainless Steel Welding ProcedureJaime PatrónNessuna valutazione finora
- PQR & WPQ Standard Testing Parameter WorksheetDocumento4 paginePQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNessuna valutazione finora
- WPS and PQRDocumento4 pagineWPS and PQRdandiar1Nessuna valutazione finora
- 1035 03Documento2 pagine1035 03Anuj ShahiNessuna valutazione finora
- Hardness Test Report: Test Details Machine DetailsDocumento1 paginaHardness Test Report: Test Details Machine DetailsESHWAR CHARYNessuna valutazione finora
- PQR With-PwhtDocumento2 paginePQR With-PwhtKarthikNessuna valutazione finora
- Welding Procedure Specification For Storage Tank & Piping SystemDocumento3 pagineWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNessuna valutazione finora
- Welding Procedure Specification: ST NDDocumento1 paginaWelding Procedure Specification: ST NDMaung SleeperNessuna valutazione finora
- WPS & PQR (E Co Cr-E)Documento3 pagineWPS & PQR (E Co Cr-E)HossamSAshourNessuna valutazione finora
- MTC Review ChecklistDocumento5 pagineMTC Review ChecklistShaheen Andre ChikkuNessuna valutazione finora
- WELDER QUALIFICATION REPORTDocumento2 pagineWELDER QUALIFICATION REPORTAkash Singh TomarNessuna valutazione finora
- Wps PQR PDFDocumento35 pagineWps PQR PDFquality unifab83% (6)
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocumento5 pagineWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- GTAW Welding Procedure SpecificationDocumento3 pagineGTAW Welding Procedure SpecificationVimin Prakash100% (1)
- PWHT ProcedureDocumento10 paginePWHT ProcedureSang Nguyen QuangNessuna valutazione finora
- Gtaw WPQDocumento3 pagineGtaw WPQMuhammadShabbirNessuna valutazione finora
- Piping WpsDocumento37 paginePiping WpsZulfokar FahdawiNessuna valutazione finora
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- AWS blank welding formsDocumento3 pagineAWS blank welding formsIvan Garzon100% (1)
- M 1 GTAW SMAW D1.1 2015 FormDocumento2 pagineM 1 GTAW SMAW D1.1 2015 FormChris McNairNessuna valutazione finora
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Documento2 pagineSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonNessuna valutazione finora
- M 1 GMAW FCAW D1.1 2015 Form PDFDocumento2 pagineM 1 GMAW FCAW D1.1 2015 Form PDFEdilberto Acuña VargasNessuna valutazione finora
- When The Weld Face Extends Beyond The Weld Toe PDFDocumento1 paginaWhen The Weld Face Extends Beyond The Weld Toe PDFWeld Bro SandeepNessuna valutazione finora
- Rohit Bio DataDocumento2 pagineRohit Bio DataWeld Bro SandeepNessuna valutazione finora
- What Is Underwater Welding and How It Works?: 6. CraterDocumento2 pagineWhat Is Underwater Welding and How It Works?: 6. CraterWeld Bro SandeepNessuna valutazione finora
- Xternal Welding DefectsDocumento1 paginaXternal Welding DefectsWeld Bro SandeepNessuna valutazione finora
- Letter Detective: An Alphabet Hunt ActivityDocumento10 pagineLetter Detective: An Alphabet Hunt ActivityWeld Bro SandeepNessuna valutazione finora
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Documento1 paginaRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNessuna valutazione finora
- Pir 102035744 BDocumento50 paginePir 102035744 BWeld Bro SandeepNessuna valutazione finora
- UndercutDocumento1 paginaUndercutWeld Bro SandeepNessuna valutazione finora
- Welding DefectsDocumento1 paginaWelding DefectsWeld Bro SandeepNessuna valutazione finora
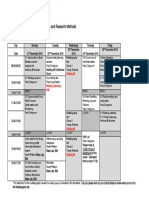
- Welding Systems and Research Methods Module TimetableDocumento1 paginaWelding Systems and Research Methods Module TimetableWeld Bro SandeepNessuna valutazione finora
- Pir 101870816 CDocumento51 paginePir 101870816 CWeld Bro SandeepNessuna valutazione finora
- PT Level 1 AnswersDocumento4 paginePT Level 1 AnswersWeld Bro SandeepNessuna valutazione finora
- Pir 101870817 BDocumento42 paginePir 101870817 BWeld Bro SandeepNessuna valutazione finora
- Pir 101870814 DDocumento51 paginePir 101870814 DWeld Bro SandeepNessuna valutazione finora
- Lasposities Final Rev3 A3 Formaat PDFDocumento1 paginaLasposities Final Rev3 A3 Formaat PDFWeld Bro SandeepNessuna valutazione finora
- DNV Certifies ESAB's Global Quality Management SystemDocumento4 pagineDNV Certifies ESAB's Global Quality Management SystemJuan RubioNessuna valutazione finora
- Stroy of IndiaDocumento2 pagineStroy of IndiaWeld Bro SandeepNessuna valutazione finora
- QMDocumento1 paginaQMWeld Bro SandeepNessuna valutazione finora
- Hinge DrawingDocumento1 paginaHinge DrawingWeld Bro SandeepNessuna valutazione finora
- German WordsDocumento1 paginaGerman WordsWeld Bro SandeepNessuna valutazione finora
- CV Fabricator & Fitter Pipe Structural Plater JobDocumento2 pagineCV Fabricator & Fitter Pipe Structural Plater JobWeld Bro SandeepNessuna valutazione finora
- Spot Weld Mech PropDocumento57 pagineSpot Weld Mech PropWeld Bro SandeepNessuna valutazione finora
- Stroy of IndiaDocumento2 pagineStroy of IndiaWeld Bro SandeepNessuna valutazione finora
- Weld Inspection Check List: ChecklistDocumento3 pagineWeld Inspection Check List: ChecklistMaheshkumar ManeNessuna valutazione finora
- Lined Portrait A4 College PDFDocumento1 paginaLined Portrait A4 College PDFWeld Bro SandeepNessuna valutazione finora
- Regulamentul UE 305.2011 ENGLEZADocumento39 pagineRegulamentul UE 305.2011 ENGLEZAhalexing5957Nessuna valutazione finora
- NDT Methods NotesDocumento1 paginaNDT Methods NotesWeld Bro SandeepNessuna valutazione finora
- General Familiarity With Other NDT Methods Module 7Documento3 pagineGeneral Familiarity With Other NDT Methods Module 7Weld Bro SandeepNessuna valutazione finora
- General Familiarity With Other NDT Methods Module 5Documento4 pagineGeneral Familiarity With Other NDT Methods Module 5Weld Bro SandeepNessuna valutazione finora
- Rhetorical Analysis ArticleDocumento6 pagineRhetorical Analysis Articleapi-242472728Nessuna valutazione finora
- Arts9 q4 Mod1 Theatricalforms v5Documento30 pagineArts9 q4 Mod1 Theatricalforms v5Harold RicafortNessuna valutazione finora
- Falling Weight Deflectometer Bowl Parameters As Analysis Tool For Pavement Structural EvaluationsDocumento18 pagineFalling Weight Deflectometer Bowl Parameters As Analysis Tool For Pavement Structural EvaluationsEdisson Eduardo Valencia Gomez100% (1)
- Canopen-Lift Shaft Installation: W+W W+WDocumento20 pagineCanopen-Lift Shaft Installation: W+W W+WFERNSNessuna valutazione finora
- How To Oven and Sun Dry Meat and ProduceDocumento12 pagineHow To Oven and Sun Dry Meat and ProduceLes BennettNessuna valutazione finora
- Chapter 7 - The Political SelfDocumento6 pagineChapter 7 - The Political SelfJohn Rey A. TubieronNessuna valutazione finora
- Axel LeijonhufvudDocumento7 pagineAxel LeijonhufvudDario CoceresNessuna valutazione finora
- Degree and Order of ODEDocumento7 pagineDegree and Order of ODEadiba adibNessuna valutazione finora
- Preparatory Lights and Perfections: Joseph Smith's Training with the Urim and ThummimDocumento9 paginePreparatory Lights and Perfections: Joseph Smith's Training with the Urim and ThummimslightlyguiltyNessuna valutazione finora
- Judges - God's War Against HumanismDocumento347 pagineJudges - God's War Against HumanismgypsylanternNessuna valutazione finora
- Philip Larkin: The Art of Poetry 30Documento32 paginePhilip Larkin: The Art of Poetry 30Telmo RodriguesNessuna valutazione finora
- Monthly Business ReviewDocumento36 pagineMonthly Business Reviewmdipu5_948971128Nessuna valutazione finora
- Oreilly Design For Voice InterfacesDocumento37 pagineOreilly Design For Voice InterfacesHarmony JordenNessuna valutazione finora
- Modesto Mabunga Vs PP (GR 142039)Documento3 pagineModesto Mabunga Vs PP (GR 142039)Ericha Joy GonadanNessuna valutazione finora
- Transport in Plants: Test Yourself 9.1 (Page 178)Documento3 pagineTransport in Plants: Test Yourself 9.1 (Page 178)lee100% (3)
- Science SimulationsDocumento4 pagineScience Simulationsgk_gbuNessuna valutazione finora
- Historical Source Author Date of The Event Objective of The Event Persons Involved Main ArgumentDocumento5 pagineHistorical Source Author Date of The Event Objective of The Event Persons Involved Main ArgumentMark Saldie RoncesvallesNessuna valutazione finora
- Administrations whose CoCs are accepted for CECDocumento1 paginaAdministrations whose CoCs are accepted for CECGonçalo CruzeiroNessuna valutazione finora
- D2DDocumento2 pagineD2Dgurjit20Nessuna valutazione finora
- Leks Concise Guide To Trademark Law in IndonesiaDocumento16 pagineLeks Concise Guide To Trademark Law in IndonesiaRahmadhini RialiNessuna valutazione finora
- Activity 2Documento5 pagineActivity 2Kier VillegasNessuna valutazione finora
- Project Report VajDocumento15 pagineProject Report VajTamil SelvanNessuna valutazione finora
- GSMA Moile Money Philippines Case Study V X21 21Documento23 pagineGSMA Moile Money Philippines Case Study V X21 21davidcloud99Nessuna valutazione finora
- Sample of Accident Notification & Investigation ProcedureDocumento2 pagineSample of Accident Notification & Investigation Procedurerajendhar100% (1)
- Department of Education Doña Asuncion Lee Integrated School: Division of Mabalacat CityDocumento2 pagineDepartment of Education Doña Asuncion Lee Integrated School: Division of Mabalacat CityRica Tano50% (2)
- Remembrance 23 Names PDFDocumento1 paginaRemembrance 23 Names PDFJennifer ThuncherNessuna valutazione finora
- Manual EDocumento12 pagineManual EKrum KashavarovNessuna valutazione finora
- Sight Reduction Tables For Marine Navigation: B, R - D, D. SDocumento12 pagineSight Reduction Tables For Marine Navigation: B, R - D, D. SGeani MihaiNessuna valutazione finora
- The Case of Ataraxia and Apraxia in The Development of Skeptic THDocumento11 pagineThe Case of Ataraxia and Apraxia in The Development of Skeptic THeweNessuna valutazione finora
- Examples of IELTS Speaking Part 1 QuestionsDocumento15 pagineExamples of IELTS Speaking Part 1 QuestionsThanh TrầnNessuna valutazione finora