Potrebbero piacerti anche
- Practica 2 EjerciciosDocumento2 paginePractica 2 EjerciciosGustavo Escapa Bautista100% (1)
- Lubricacion TR1Documento38 pagineLubricacion TR1Culqui Coronado RomanNessuna valutazione finora
- Montaje de Pistones Paso A PasoDocumento5 pagineMontaje de Pistones Paso A PasoAngel Leon FuerteNessuna valutazione finora
- Desmontaje de CulataDocumento29 pagineDesmontaje de Culatajc_valdez_loaiza50% (2)
- 1.reconocer y Verificar El Tablero de Instrumentos de (Autoguardado)Documento9 pagine1.reconocer y Verificar El Tablero de Instrumentos de (Autoguardado)Elí daniel Arias yarasca100% (2)
- Trabajo Final Ejes, Cardanes y Juntas HomocineticasDocumento9 pagineTrabajo Final Ejes, Cardanes y Juntas HomocineticasMelvin Rondon ZacariasNessuna valutazione finora
- Guias y Portda ofDocumento7 pagineGuias y Portda ofCulqui Coronado RomanNessuna valutazione finora
- SIS - Manual de Operacion y Mantenimiento - Freno de Estacionamiento Comprobar - AjustarDocumento1 paginaSIS - Manual de Operacion y Mantenimiento - Freno de Estacionamiento Comprobar - AjustarRoy Huaripata100% (1)
- Sistema de Direccion Don RoloDocumento13 pagineSistema de Direccion Don RoloKEVIN0% (1)
- Trabajo Tesis Completo Distribucion (Oficial)Documento24 pagineTrabajo Tesis Completo Distribucion (Oficial)Deivit Utah BastidasNessuna valutazione finora
- Desmontar y Montar La Camisa Del CompresorDocumento2 pagineDesmontar y Montar La Camisa Del CompresorJoseth Toledo Martinez100% (1)
- Manten de BateriasDocumento49 pagineManten de BateriasRCesar AgNessuna valutazione finora
- Bomba de Inyeccion Desmontar MontarDocumento15 pagineBomba de Inyeccion Desmontar MontarAndrea IntriagoNessuna valutazione finora
- Motor de ArranqueDocumento30 pagineMotor de ArranqueLuis D Morales0% (1)
- ALIMENTACIONDocumento5 pagineALIMENTACIONJhonny Gomez ChuquizutaNessuna valutazione finora
- Diferencial y Corona - DesarmarDocumento24 pagineDiferencial y Corona - Desarmarmijael1393100% (1)
- Hoja de Operacion ArrancadorDocumento6 pagineHoja de Operacion ArrancadorCésar Cusi LazoNessuna valutazione finora
- Trabajo Del Curso - Segunda Entrega TR2Documento24 pagineTrabajo Del Curso - Segunda Entrega TR2Walter AdinNessuna valutazione finora
- Unidad 2 Lección 1 CONVERTIDOR DE PAR Y DIVISOR DE PAR PDFDocumento33 pagineUnidad 2 Lección 1 CONVERTIDOR DE PAR Y DIVISOR DE PAR PDFHerrera Salazar VisnuNessuna valutazione finora
- Reparacion-de-Motor-ppt SENATIDocumento60 pagineReparacion-de-Motor-ppt SENATIMARTIN MAMANI HUAYTANessuna valutazione finora
- Fundamentos Del Tren de Potencia Tr1Documento30 pagineFundamentos Del Tren de Potencia Tr1Cristofer RamirezNessuna valutazione finora
- Mantenimiento de Calipers de FrenoDocumento13 pagineMantenimiento de Calipers de FrenoNatali PeñaNessuna valutazione finora
- Metodos de Regulacion de ValvulasDocumento11 pagineMetodos de Regulacion de ValvulasLuisDelRioValdivieso100% (1)
- Reparación de Sistema Suspensión, Dirección y FrenosDocumento46 pagineReparación de Sistema Suspensión, Dirección y FrenosMarleni Cueva OrtizNessuna valutazione finora
- Trabajo FinalDocumento11 pagineTrabajo FinalJean Casatillo Solis67% (3)
- Desmontaje Cat 950HDocumento10 pagineDesmontaje Cat 950HFrancisco Alvarado Huenquiao100% (1)
- Inyectores y ToberasDocumento9 pagineInyectores y ToberasYunior Segura Flores0% (1)
- Diagnostico de Mando Final Medida Del Ataque de Un Rodamiento Con Una Llave DinamométricaDocumento2 pagineDiagnostico de Mando Final Medida Del Ataque de Un Rodamiento Con Una Llave DinamométricaFERNANDO INOCENTE TRINIDAD GUERRANessuna valutazione finora
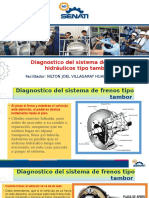
- Sistema de Freno Tipo TamborDocumento9 pagineSistema de Freno Tipo TamborKlinton Gutierrez Huarcaya100% (1)
- Hoja de Practica CulataDocumento8 pagineHoja de Practica CulataJoseph AngelesNessuna valutazione finora
- Tipos de Sistemas de Distribucion en Motores Diesel.Documento18 pagineTipos de Sistemas de Distribucion en Motores Diesel.Jhoel Galindo FabianNessuna valutazione finora
- Calculo de Presión de LíquidosDocumento7 pagineCalculo de Presión de Líquidosnorvil leonNessuna valutazione finora
- INFORME 2 Cambio de Cruceta de CardanDocumento8 pagineINFORME 2 Cambio de Cruceta de CardanRaul TolaNessuna valutazione finora
- Investigacion y EnsayoDocumento5 pagineInvestigacion y EnsayoantoniNessuna valutazione finora
- CULATADocumento37 pagineCULATAHarold Robins Carbajo CarhuayanoNessuna valutazione finora
- Inspección y Verificación Del Pistón y CigueñalDocumento2 pagineInspección y Verificación Del Pistón y CigueñalJhon Otnar Aguilar YujraNessuna valutazione finora
- Ampb Ampb-619 TrabajofinalDocumento3 pagineAmpb Ampb-619 TrabajofinalCulqui Coronado RomanNessuna valutazione finora
- Hoja de Planificación - Semana 11Documento5 pagineHoja de Planificación - Semana 11Harold Leao AlburquerqueNessuna valutazione finora
- Sistema de Dirección Secundaria (Dirección Con Control de Mando)Documento8 pagineSistema de Dirección Secundaria (Dirección Con Control de Mando)Roy HuaripataNessuna valutazione finora
- Bcm-Caracteristicas Tecnicas PDFDocumento1 paginaBcm-Caracteristicas Tecnicas PDFPercy Brayan Rodriguez RamosNessuna valutazione finora
- Que Es AfinamientoDocumento8 pagineQue Es AfinamientoAnonymous sU8ziT100% (1)
- Trabajo+final+sis +dieselDocumento7 pagineTrabajo+final+sis +dieselLiss PeraltaNessuna valutazione finora
- Comprobar La Estanqueidad de Los CilindrosDocumento3 pagineComprobar La Estanqueidad de Los CilindrosAnonymous Ejp7yydr0% (1)
- Formato Alumno Trabajo FinalDocumento15 pagineFormato Alumno Trabajo FinalRoyer yampier Alaya AtalayaNessuna valutazione finora
- Cuaderno de InformesDocumento13 pagineCuaderno de InformesrobertoNessuna valutazione finora
- Sem 14 Sistema de LubricaciónDocumento60 pagineSem 14 Sistema de Lubricaciónandre campos sotoNessuna valutazione finora
- Ore-CARDAN. PARTES FUNCIONAMIENTO MONTAJE DESMONTAJEDocumento15 pagineOre-CARDAN. PARTES FUNCIONAMIENTO MONTAJE DESMONTAJEjoel oreNessuna valutazione finora
- Sistema HidraullicoDocumento34 pagineSistema HidraullicoLeoVelázquezSNessuna valutazione finora
- AMCD - AMCD-329 - TRABAJOFINAL - PDF CummninDocumento13 pagineAMCD - AMCD-329 - TRABAJOFINAL - PDF CummninOlga Raquel Gonzales CarrilloNessuna valutazione finora
- Comprobaciones Que Se Realizan en El Sistema de Alimentación de CombustibleDocumento3 pagineComprobaciones Que Se Realizan en El Sistema de Alimentación de CombustibleLeo BaronaNessuna valutazione finora
- Evaluacion de LaboratorioDocumento2 pagineEvaluacion de LaboratorioJHEAN PAUL MAMANI CHAMBI0% (2)
- Mediciones Del CiguenalDocumento6 pagineMediciones Del CiguenalAlonso Fernando50% (2)
- Desmontaje de Culata y Cambio de Retenes de ValvulaDocumento5 pagineDesmontaje de Culata y Cambio de Retenes de ValvulaAlex AduviriNessuna valutazione finora
- Metodos de CalibracionDocumento11 pagineMetodos de CalibracionJhon Meza Landeo67% (3)
- RA Desmontaje y Montaje Del Depósito de CombustibleDocumento4 pagineRA Desmontaje y Montaje Del Depósito de CombustibleJoseMa Carretero0% (1)
- Actividad Entregable 2Documento3 pagineActividad Entregable 2Jessica Anais0% (1)
- INYECTORES HidráulicosDocumento14 pagineINYECTORES HidráulicosBrian Garcia Romero80% (5)
- Ajustar La Holgura de Las VálvulasDocumento4 pagineAjustar La Holgura de Las VálvulasJose HuamanNessuna valutazione finora
- Enderezadora de CigueñalesDocumento5 pagineEnderezadora de CigueñalesPableins FranciscoNessuna valutazione finora
- Mecánica Automotriz Diesel Armado Del MotorDocumento57 pagineMecánica Automotriz Diesel Armado Del MotorAmilcar Yupanqui100% (14)
- Diferencial y Sistema de TransmisionDocumento18 pagineDiferencial y Sistema de Transmisionmiguel_alb18Nessuna valutazione finora
- Unidad 12 Técnicas de Torneado, Rectificado y Fresado PDFDocumento14 pagineUnidad 12 Técnicas de Torneado, Rectificado y Fresado PDFmiguel_alb18100% (1)
- Unidad 12 Técnicas de Torneado, Rectificado y FresadoDocumento14 pagineUnidad 12 Técnicas de Torneado, Rectificado y Fresadomiguel_alb18Nessuna valutazione finora
- Baterias s3 s4 S5aDocumento11 pagineBaterias s3 s4 S5amiguel_alb18Nessuna valutazione finora
- Chevrolet Corsa - Diagramas EletricosDocumento68 pagineChevrolet Corsa - Diagramas Eletricoslacerda3179% (214)
- CrdiDocumento18 pagineCrdimiguel_alb18Nessuna valutazione finora
- Flexomax GDocumento24 pagineFlexomax GGino Benjamin100% (1)
- Puentes ModularesDocumento28 paginePuentes ModularesCesar Leonardo Guzmán CamachoNessuna valutazione finora
- Cat Maquinas CompDocumento46 pagineCat Maquinas Compkopkop30Nessuna valutazione finora
- Manual Cambio Correa DistribucionDocumento26 pagineManual Cambio Correa Distribucionchamizillo85100% (1)
- Metodologia Del DesgasteDocumento2 pagineMetodologia Del DesgasteCharly Loor L PrimosNessuna valutazione finora
- Ametralladora M60 Cal. 7,62 MMDocumento10 pagineAmetralladora M60 Cal. 7,62 MMSavitri Gandica GaleraNessuna valutazione finora
- Elaboracion de Alcance para Mantenimiento Reparacion y Automatizacion Del Torno Vertical Del Taller Central de La Refineria El PalitoDocumento20 pagineElaboracion de Alcance para Mantenimiento Reparacion y Automatizacion Del Torno Vertical Del Taller Central de La Refineria El PalitoAnthony Mendoza0% (1)
- Piezas en AutoCAD Link de DescargaDocumento2 paginePiezas en AutoCAD Link de DescargaalfredoNessuna valutazione finora
- Excavacion Con MaquinariaDocumento17 pagineExcavacion Con MaquinariaJennifer N. Quenaya NeyraNessuna valutazione finora
- Hoja de ProcesosDocumento4 pagineHoja de ProcesosCristian LudeñaNessuna valutazione finora
- Desmontaje CremalleraDocumento10 pagineDesmontaje CremalleraCamila CeliNessuna valutazione finora
- Principios de Montaje de Uniones Empernadas Segun ASME PCC 1 2010Documento2 paginePrincipios de Montaje de Uniones Empernadas Segun ASME PCC 1 2010victor tq0% (2)
- 05 Pap Bisagras Chile 30jul 2015 1032 PDFDocumento6 pagine05 Pap Bisagras Chile 30jul 2015 1032 PDFFernando MombergNessuna valutazione finora
- Funcionamiento de Ruedas DentadasDocumento20 pagineFuncionamiento de Ruedas DentadasRamiro Nina YujraNessuna valutazione finora
- JSK37 Rep 199002108 Es 04-2012 PDFDocumento20 pagineJSK37 Rep 199002108 Es 04-2012 PDFEdu HdezNessuna valutazione finora
- Progamacion CNC Centro de MecanizadoDocumento118 pagineProgamacion CNC Centro de Mecanizadogatova100% (4)
- Mandril AdoraDocumento2 pagineMandril AdoraAldo Velarde TorresNessuna valutazione finora
- MANN-FILTER - C 811 - NEW - BR - Spa - 2019-06-03Documento2 pagineMANN-FILTER - C 811 - NEW - BR - Spa - 2019-06-03Daniel AyalaNessuna valutazione finora
- 2 - Mecanismos de Transmision de Giro Entre Ejes ParalelosDocumento14 pagine2 - Mecanismos de Transmision de Giro Entre Ejes ParalelosCarlos CarrilloNessuna valutazione finora
- Llave Vaso BichoDocumento12 pagineLlave Vaso BichoKamiilo UlloaNessuna valutazione finora
- Bostitch PDFDocumento16 pagineBostitch PDFcuauhtemocNessuna valutazione finora
- Presupuesto de Planta de Sulfato de AluminioDocumento14 paginePresupuesto de Planta de Sulfato de AluminioJuliana HernandezNessuna valutazione finora
- Estructura y Principales FresadoraDocumento18 pagineEstructura y Principales FresadoraLuis VelasquezNessuna valutazione finora
- Maquinaria y Equipos para La Remoción de MaterialDocumento16 pagineMaquinaria y Equipos para La Remoción de MaterialBeth ValerdiNessuna valutazione finora
- P.S.T. Carguio Con GruaDocumento9 pagineP.S.T. Carguio Con GruaAlexis AravenaNessuna valutazione finora
- Rectificado de MotorDocumento8 pagineRectificado de MotorCesar MontecinosNessuna valutazione finora
- Trabajo Vernier y MicrometroDocumento15 pagineTrabajo Vernier y MicrometroGiordano Valecillos0% (1)
- Catalogo BoschDocumento29 pagineCatalogo BoschJavier PadillaNessuna valutazione finora
- 1.1. - Eslabones y ZapatasDocumento39 pagine1.1. - Eslabones y Zapatasdon carga50% (2)
- Manual de Reparacion CR7Documento37 pagineManual de Reparacion CR7CarlosNessuna valutazione finora