Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Dragline Maintenance PlanDocumento71 pagineDragline Maintenance Planbhp_467775% (4)
- Bucyrus 1370W Dragline Major ComponentsDocumento27 pagineBucyrus 1370W Dragline Major Componentsbhp_4677Nessuna valutazione finora
- Bolt Crack MappinDocumento1 paginaBolt Crack Mappinbhp_4677Nessuna valutazione finora
- HRSGDocumento5 pagineHRSGbhp_4677Nessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Production of Nail Polish RemoverDocumento3 pagineProduction of Nail Polish RemoverSamuel Gaétan0% (1)
- Primal c-41Documento2 paginePrimal c-41Mohammad Doost MohammadiNessuna valutazione finora
- Marketstructure PDFDocumento15 pagineMarketstructure PDFmihir kumarNessuna valutazione finora
- Spinning Hafizur Rahman PDFDocumento1 paginaSpinning Hafizur Rahman PDFAwais ImranNessuna valutazione finora
- Adhesion Testing MethodDocumento3 pagineAdhesion Testing MethodMohd Effiezool YaserNessuna valutazione finora
- Construction Chemicals Waterproofing CatalogueDocumento256 pagineConstruction Chemicals Waterproofing CataloguekirilovnikitaNessuna valutazione finora
- Steel StandardsDocumento29 pagineSteel Standardssuvra100% (2)
- A S M GL4110 & GL4910 P R P: Utomatic Prinklers Odel Endent Ecessed EndentDocumento2 pagineA S M GL4110 & GL4910 P R P: Utomatic Prinklers Odel Endent Ecessed EndentAnwar SyedNessuna valutazione finora
- Introduction To Metal CastingDocumento73 pagineIntroduction To Metal CastingVineeth ShankarNessuna valutazione finora
- Excellence in HemmingDocumento12 pagineExcellence in Hemmingmlucian73Nessuna valutazione finora
- Port Shipping Warehouse Business Develop Etc1Documento9 paginePort Shipping Warehouse Business Develop Etc1Subhankar MahapatraNessuna valutazione finora
- Municipal Solid Waste Management IndianDocumento933 pagineMunicipal Solid Waste Management IndianAriLanda100% (1)
- Nondestructive Evaluation (NDE) For Thermal-Spray CoatingsDocumento3 pagineNondestructive Evaluation (NDE) For Thermal-Spray CoatingsKhin Aung ShweNessuna valutazione finora
- DDTW Properties For High Strength Line Pipe SteelsDocumento5 pagineDDTW Properties For High Strength Line Pipe SteelsWagner Duarte FloresNessuna valutazione finora
- Corrosion Control in The Refining Industry: Petrosync LecturerDocumento8 pagineCorrosion Control in The Refining Industry: Petrosync LecturerYaraKanawati100% (1)
- Microfein®: Carpet Cleaning Seminar Trainer: Frank DossDocumento29 pagineMicrofein®: Carpet Cleaning Seminar Trainer: Frank DossbolinagNessuna valutazione finora
- InfoSheet AUMEL23012014Documento2 pagineInfoSheet AUMEL23012014MarketinggNessuna valutazione finora
- Community Problem Report First DraftDocumento6 pagineCommunity Problem Report First Draftapi-263884824Nessuna valutazione finora
- Ahlstar PP E00545 PDFDocumento16 pagineAhlstar PP E00545 PDFPatricia J ÁngelesNessuna valutazione finora
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDocumento401 pagineGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdNessuna valutazione finora
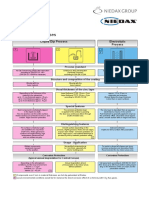
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocumento3 pagineGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaNessuna valutazione finora
- Ecss Q ST 70 26c Rev.1 (15march2017)Documento55 pagineEcss Q ST 70 26c Rev.1 (15march2017)rpazb100% (1)
- Purge Film Apf LFT A4 Ag01-Web-pDocumento2 paginePurge Film Apf LFT A4 Ag01-Web-psanrexiNessuna valutazione finora
- Project Report On Cement Plant Using Clinker (Crushing Plant)Documento7 pagineProject Report On Cement Plant Using Clinker (Crushing Plant)EIRI Board of Consultants and PublishersNessuna valutazione finora
- Phase Transformations and Heat TreatmentDocumento76 paginePhase Transformations and Heat TreatmentJimmy HarvianNessuna valutazione finora
- Topic 2 Project Life Cycle Part 1Documento11 pagineTopic 2 Project Life Cycle Part 1Kavi MaranNessuna valutazione finora
- Plastic Injection Machine: Chailease International Leasing Co., LTDDocumento25 paginePlastic Injection Machine: Chailease International Leasing Co., LTDDương NguyễnNessuna valutazione finora
- Business Model of ShipyardDocumento3 pagineBusiness Model of Shipyardpramod1989Nessuna valutazione finora
- Basf Masterxseed 100 TdsDocumento4 pagineBasf Masterxseed 100 TdsSheikh InaamNessuna valutazione finora
- Pocket Hole JoineryDocumento5 paginePocket Hole Joineryjamboree_scribdNessuna valutazione finora