Potrebbero piacerti anche
- Man 48 60cr Imo Tier II Marine PDFDocumento428 pagineMan 48 60cr Imo Tier II Marine PDFDavidenko IlyaNessuna valutazione finora
- International Standard ISO 8217: 1996 British Standard BS MA 100: 1996Documento1 paginaInternational Standard ISO 8217: 1996 British Standard BS MA 100: 1996Vilius BukysNessuna valutazione finora
- Bunker Fuel Oil Specifications2010Documento5 pagineBunker Fuel Oil Specifications2010onejako12Nessuna valutazione finora
- Marine Fuel3Documento2 pagineMarine Fuel3Finito TheEndNessuna valutazione finora
- SpecificationDocumento3 pagineSpecificationArun SNessuna valutazione finora
- Marine Gas Oil - DistillatesDocumento1 paginaMarine Gas Oil - DistillatesVilius BukysNessuna valutazione finora
- Technical Aspects of Identifying and Managing Bunker Problems PDFDocumento58 pagineTechnical Aspects of Identifying and Managing Bunker Problems PDFMannMannNessuna valutazione finora
- Fuel Iso-8210-2010 - 0Documento2 pagineFuel Iso-8210-2010 - 0cupid75Nessuna valutazione finora
- Residual Fuel OilsDocumento1 paginaResidual Fuel OilsVilius BukysNessuna valutazione finora
- International Standard ISO 8217: 1996: NotesDocumento1 paginaInternational Standard ISO 8217: 1996: NotesVilius BukysNessuna valutazione finora
- Exxonmobil Marine Fuel OilDocumento1 paginaExxonmobil Marine Fuel OilPrinceSadhotraNessuna valutazione finora
- Infineum Marine Fuel Survey 2016Documento14 pagineInfineum Marine Fuel Survey 2016Melisa MathiasNessuna valutazione finora
- Marine Fuel OilDocumento3 pagineMarine Fuel OiltasosNessuna valutazione finora
- RastovicDocumento4 pagineRastovictasosNessuna valutazione finora
- Fuel Lub #1Documento141 pagineFuel Lub #1Hasan CosalevNessuna valutazione finora
- Shell MFO 180 (RME 180) : Test Property Unit MethodDocumento1 paginaShell MFO 180 (RME 180) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- Shell MFO 30 (RMB 30) : Test Property Unit MethodDocumento1 paginaShell MFO 30 (RMB 30) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- Shell MFO 30 (RMA 30) : Test Property Unit MethodDocumento1 paginaShell MFO 30 (RMA 30) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- 7th International İstanbul Bunker Conference Chris Fisher PDFDocumento39 pagine7th International İstanbul Bunker Conference Chris Fisher PDFBatul KhuzemaNessuna valutazione finora
- Shell Blended MDF (DMC) : Test Property Unit MethodDocumento1 paginaShell Blended MDF (DMC) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- Shell MFO 80 (RMD 80) : Test Property Unit MethodDocumento1 paginaShell MFO 80 (RMD 80) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- Standar Mutu Biofuel: Pusat Penelitian Surfaktan Dan Bioenergi LPPM - IpbDocumento37 pagineStandar Mutu Biofuel: Pusat Penelitian Surfaktan Dan Bioenergi LPPM - IpbMa'ruf NurwantaraNessuna valutazione finora
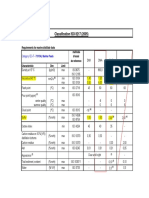
- Classification ISO 8217 (2005)Documento1 paginaClassification ISO 8217 (2005)vicenteNessuna valutazione finora
- Iso 8217 2005Documento2 pagineIso 8217 2005Sara ScaramelliNessuna valutazione finora
- Marine Fuel Oil ISO 8217:2017: Information On Specifications and TestsDocumento2 pagineMarine Fuel Oil ISO 8217:2017: Information On Specifications and TestsnarutorazNessuna valutazione finora
- Shell MFO 380 (RMG 380) : Test Property Unit MethodDocumento1 paginaShell MFO 380 (RMG 380) : Test Property Unit MethodVilius BukysNessuna valutazione finora
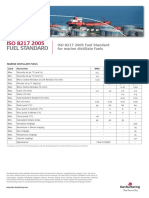
- Iso 8217 Fuel StandardDocumento3 pagineIso 8217 Fuel StandardShaaz Anaam0% (1)
- Biodiesel Spec SheetDocumento3 pagineBiodiesel Spec SheetMohamed HalemNessuna valutazione finora
- DNV - Qatargas Visit - IsO8217 - 2010Documento51 pagineDNV - Qatargas Visit - IsO8217 - 2010hawajeNessuna valutazione finora
- Shell MFO 500 (Non ISO Grade) : Test Property Unit MethodDocumento1 paginaShell MFO 500 (Non ISO Grade) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- DnvWebpage - Iso 8217 2010Documento2 pagineDnvWebpage - Iso 8217 2010AutoModi THNessuna valutazione finora
- International Standards For Biodiesel and South African Test MethodsDocumento1 paginaInternational Standards For Biodiesel and South African Test MethodsskosanaNessuna valutazione finora
- Messrs. Petrobras Global Trading B.V / Eni Trading & Shipping S.P.A Certificate of Quality JOB MA 007/16Documento1 paginaMessrs. Petrobras Global Trading B.V / Eni Trading & Shipping S.P.A Certificate of Quality JOB MA 007/16Marcones SáNessuna valutazione finora
- Shell MFO 180 (RMF 180) : Test Property Unit MethodDocumento1 paginaShell MFO 180 (RMF 180) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- ISO 8217 - 2012 Fuel StandardDocumento2 pagineISO 8217 - 2012 Fuel Standardsh_gasimov100% (2)
- Characteristics Unit Specification Test Method: Density at 15°CDocumento1 paginaCharacteristics Unit Specification Test Method: Density at 15°Criza alfrizaNessuna valutazione finora
- Iso 8217 2010Documento4 pagineIso 8217 2010Chamika Dilshan WickramawardenaNessuna valutazione finora
- Shell MFO 380 (RMH 380) : Test Property Unit MethodDocumento1 paginaShell MFO 380 (RMH 380) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- MSDS Gulf-Transformer - Oil-ADocumento1 paginaMSDS Gulf-Transformer - Oil-ADwi AmeliaNessuna valutazione finora
- Carlos Types of FuelDocumento5 pagineCarlos Types of FuelDaiane LavrattiNessuna valutazione finora
- ISO 8217 2017 Residual Marine FuelsDocumento2 pagineISO 8217 2017 Residual Marine Fuelsasad razaNessuna valutazione finora
- ISO 8217 Fuel StandardDocumento2 pagineISO 8217 Fuel StandardReza BabriNessuna valutazione finora
- B20 Biodiesel Fuel and Technical Requirements PDFDocumento35 pagineB20 Biodiesel Fuel and Technical Requirements PDFandistwn99Nessuna valutazione finora
- Biodiesel Fuel and How To HandlingDocumento35 pagineBiodiesel Fuel and How To Handlingandistwn99Nessuna valutazione finora
- Pertamina Biodiesel Technical Requirements PDFDocumento35 paginePertamina Biodiesel Technical Requirements PDFandistwn99Nessuna valutazione finora
- 22 Jan 21 AFRICAN FLAMINGO (9802322) IFO 180 (RMG 180) : Report Date Vessel Fuel GradeDocumento4 pagine22 Jan 21 AFRICAN FLAMINGO (9802322) IFO 180 (RMG 180) : Report Date Vessel Fuel GradeNguyễn Hữu DũngNessuna valutazione finora
- Sugarcane Bagasse PelletDocumento2 pagineSugarcane Bagasse PelletCaio César RaposoNessuna valutazione finora
- Classification ISO 8217 (2005)Documento5 pagineClassification ISO 8217 (2005)Salah JallaliNessuna valutazione finora
- Classification ISO 8217 (2005)Documento2 pagineClassification ISO 8217 (2005)vicenteNessuna valutazione finora
- Iso 8217: 2010 Fuel Standard For Marine Distillate Fuels: Parameter Unit Limit DMX DMA DMZ DMBDocumento2 pagineIso 8217: 2010 Fuel Standard For Marine Distillate Fuels: Parameter Unit Limit DMX DMA DMZ DMBHUYQUYENNessuna valutazione finora
- Shell MFO 700 (RMK 700) : Test Property Unit MethodDocumento1 paginaShell MFO 700 (RMK 700) : Test Property Unit MethodVilius BukysNessuna valutazione finora
- EP.0099 Rev.03 - Sugarcane Bagasse Pellet - Cópia Não ControladaDocumento2 pagineEP.0099 Rev.03 - Sugarcane Bagasse Pellet - Cópia Não ControladaCaio César RaposoNessuna valutazione finora
- ISO 8217 2010 Fuel Standard For Marine Distillate FuelsDocumento2 pagineISO 8217 2010 Fuel Standard For Marine Distillate FuelsiceburnerNessuna valutazione finora
- Biodiesel Puri Fication and Upgrading Technologies: Hbateni@iastate - EduDocumento44 pagineBiodiesel Puri Fication and Upgrading Technologies: Hbateni@iastate - EduRyan FebrinoNessuna valutazione finora
- Crown Oil HVODocumento1 paginaCrown Oil HVOLuca CarazzoloNessuna valutazione finora
- II StandardsDocumento96 pagineII StandardsSami Onur VuralNessuna valutazione finora
- Iso 8217 2010 Fuel Standard: For Marine Distillate FuelsDocumento2 pagineIso 8217 2010 Fuel Standard: For Marine Distillate FuelsMarco MeloniNessuna valutazione finora
- Marine Diesel (Xi Weeks) : Departemen Teknik Sistem Perkapalan ITS SurabayaDocumento23 pagineMarine Diesel (Xi Weeks) : Departemen Teknik Sistem Perkapalan ITS SurabayaRazaq PayapoNessuna valutazione finora
- Gas Sweetening and Processing Field ManualDa EverandGas Sweetening and Processing Field ManualValutazione: 4 su 5 stelle4/5 (7)
- TorqueDocumento13 pagineTorquemohdfadhirulNessuna valutazione finora
- Homogenizer in HFO SystemDocumento4 pagineHomogenizer in HFO SystemmohdfadhirulNessuna valutazione finora
- Shell Viscosity ChartDocumento1 paginaShell Viscosity ChartmohdfadhirulNessuna valutazione finora
- Homogenisers Before Centrifuges Not RecommendedDocumento2 pagineHomogenisers Before Centrifuges Not RecommendedmohdfadhirulNessuna valutazione finora
- Less Emissions Through Waste Heat RecoveryDocumento10 pagineLess Emissions Through Waste Heat Recoveryr100% (1)
- Notes On Heavy Fuel Oil 1984Documento68 pagineNotes On Heavy Fuel Oil 1984mohdfadhirulNessuna valutazione finora
- ISO 8217 Fuel StandardDocumento2 pagineISO 8217 Fuel StandardReza BabriNessuna valutazione finora
- Maritec - Fuel Testing ProgrammeDocumento10 pagineMaritec - Fuel Testing ProgrammemohdfadhirulNessuna valutazione finora
- 4 SIT Malaysia Customer Reference ListDocumento32 pagine4 SIT Malaysia Customer Reference ListmohdfadhirulNessuna valutazione finora
- Fuels and CombustionDocumento29 pagineFuels and Combustionsamuel libseworkNessuna valutazione finora
- SSV BOURBON Seismic Support Vessel Technical DetailsDocumento2 pagineSSV BOURBON Seismic Support Vessel Technical Detailsharikrishnanpd3327Nessuna valutazione finora
- Operating Instructions: FOPX Separation SystemDocumento22 pagineOperating Instructions: FOPX Separation SystemMohammad Jahid AlamNessuna valutazione finora
- ALFA LAVAL - Fuel Conditioning ModuleDocumento4 pagineALFA LAVAL - Fuel Conditioning ModuleJoan Maria Carulla100% (1)
- MEPC 1-Circ 883Documento3 pagineMEPC 1-Circ 883VladimirNessuna valutazione finora
- PowerTool Ver2.0 - 2015Documento44 paginePowerTool Ver2.0 - 2015Tech ManagerNessuna valutazione finora
- Project Guide C25 33 Propulsion EnginesDocumento138 pagineProject Guide C25 33 Propulsion EnginesAdriano ManciniNessuna valutazione finora
- Skin Effect Heat Management SystemDocumento19 pagineSkin Effect Heat Management SystemPIpelinesTebodinNessuna valutazione finora
- INSTRUCTIONS BFP Service PumpDocumento8 pagineINSTRUCTIONS BFP Service Pumpzoranrado zoranradoNessuna valutazione finora
- Product Sheet Damen Tanker 23000 10 2017Documento2 pagineProduct Sheet Damen Tanker 23000 10 2017Alexandru PazargicNessuna valutazione finora
- Shipboard Oil Pollution Emergency Plan (Sopep)Documento35 pagineShipboard Oil Pollution Emergency Plan (Sopep)setiawan agusNessuna valutazione finora
- MSG 476321 Fuel Quality Report 15 - 28 February 2015Documento3 pagineMSG 476321 Fuel Quality Report 15 - 28 February 2015TimmyJuriNessuna valutazione finora
- E20130318180 - 1 - Engine Not Start+++++++Documento49 pagineE20130318180 - 1 - Engine Not Start+++++++Ivanciu Ionut-Fabian100% (1)
- 16jan2017 Black Carbon Measurement Methods and Emission Factors Ships Final ICCTDocumento184 pagine16jan2017 Black Carbon Measurement Methods and Emission Factors Ships Final ICCTtrunghieu254Nessuna valutazione finora
- Optimizing Ship Routing To Maximize Fleet Revenue at Danaos: Takis Varelas, Sofia ArchontakiDocumento11 pagineOptimizing Ship Routing To Maximize Fleet Revenue at Danaos: Takis Varelas, Sofia Archontakihideki hidekiNessuna valutazione finora
- Fuel Oil SystemDocumento1 paginaFuel Oil SystemIngemar David Quintero SimonpietriNessuna valutazione finora
- Tanker Familiarization CourseDocumento135 pagineTanker Familiarization CoursePavlin Koev100% (2)
- FMDS0604Documento17 pagineFMDS0604Henry SuarezNessuna valutazione finora
- Design of Cone Roof Type Storage Tanks ForDocumento51 pagineDesign of Cone Roof Type Storage Tanks ForPraveen Mallya86% (7)
- Gorgon Emp Offshore Feed Gas Pipeline Installation Management PlanDocumento364 pagineGorgon Emp Offshore Feed Gas Pipeline Installation Management Planafasf100% (1)
- Checklist - NEW ORLEANSDocumento2 pagineChecklist - NEW ORLEANSjoreyvilNessuna valutazione finora
- Exxonmobil Premium Afme 200 Fact SheetDocumento1 paginaExxonmobil Premium Afme 200 Fact SheetMahad AbdiNessuna valutazione finora
- Sounding The Tanks of A ShipDocumento6 pagineSounding The Tanks of A ShipibnuharyNessuna valutazione finora
- YANBU BERTH DETALS KFIP - Berths NewDocumento1 paginaYANBU BERTH DETALS KFIP - Berths NewEng. Sameh AlsahafiNessuna valutazione finora
- Biotight Profile UPGRADEDDocumento6 pagineBiotight Profile UPGRADEDBrianNessuna valutazione finora
- Application Form: Date: 30-Dec-1899Documento36 pagineApplication Form: Date: 30-Dec-1899Andrei BaciuNessuna valutazione finora
- Man Diesel 2015Documento38 pagineMan Diesel 2015LelosPinelos123Nessuna valutazione finora
- Bunker Confirmation Note: Product InformationDocumento9 pagineBunker Confirmation Note: Product InformationAbu Syeed Md. Aurangzeb Al MasumNessuna valutazione finora
- Boiler Section - 400 To 800HP RSDocumento79 pagineBoiler Section - 400 To 800HP RSmynor8josh8juarezNessuna valutazione finora