Potrebbero piacerti anche
- Chapter 7 Shell Tube Heat ExchangerDocumento138 pagineChapter 7 Shell Tube Heat ExchangerPHƯƠNG ĐẶNG YẾNNessuna valutazione finora
- Baffle Selection PDFDocumento7 pagineBaffle Selection PDFmaruthigabbita100% (3)
- Htri Presentation PDFDocumento53 pagineHtri Presentation PDFanghel_florin82Nessuna valutazione finora
- BaffelsDocumento7 pagineBaffelsNila GamaNessuna valutazione finora
- Thermal Intgration ReboilerDocumento3 pagineThermal Intgration ReboilerChem.EnggNessuna valutazione finora
- Thickness Calculations As Per ASME B 31.3, 31.4 and 31.8Documento9 pagineThickness Calculations As Per ASME B 31.3, 31.4 and 31.8harsh_158250% (2)
- Selection of Reboilers For Distillation ColumnsDocumento25 pagineSelection of Reboilers For Distillation Columnswisnu_bayusaktiNessuna valutazione finora
- Design of Plate & Frame HEXsDocumento7 pagineDesign of Plate & Frame HEXsChem.EnggNessuna valutazione finora
- Selection of Heatexchanger TypesDocumento65 pagineSelection of Heatexchanger TypesRaghav SharmaNessuna valutazione finora
- Chapter 2-Shell & Tube Heat Exchangers PDFDocumento55 pagineChapter 2-Shell & Tube Heat Exchangers PDFmahsaNessuna valutazione finora
- Proper Bolt Axial Tightening ForceDocumento1 paginaProper Bolt Axial Tightening ForcePrabhu SelvaRajNessuna valutazione finora
- Recirculation Model of Kettle ReboilerDocumento11 pagineRecirculation Model of Kettle ReboilerGreat AmpongNessuna valutazione finora
- Cold Box - Advantages To Brazed Fin ExchangersDocumento13 pagineCold Box - Advantages To Brazed Fin ExchangersEdison ChoiNessuna valutazione finora
- Design of ReboilersDocumento24 pagineDesign of ReboilersKrishanu SahaNessuna valutazione finora
- Heat Exchanger Design Using HTRI PDFDocumento30 pagineHeat Exchanger Design Using HTRI PDF966571016208Nessuna valutazione finora
- Restricted Access Notice: Due To Third Party Proprietary InformationDocumento95 pagineRestricted Access Notice: Due To Third Party Proprietary InformationTala RamezaniNessuna valutazione finora
- Technical Data Sheet For Shell and Tube Heat Exchager Design SpecificationDocumento5 pagineTechnical Data Sheet For Shell and Tube Heat Exchager Design SpecificationSakthi VelNessuna valutazione finora
- CHE BP - Best Practices For The Control of Fuel Gas - May 2014Documento4 pagineCHE BP - Best Practices For The Control of Fuel Gas - May 2014John UrdanetaNessuna valutazione finora
- Propane Storage TankDocumento1 paginaPropane Storage TankMarakanaMaheshNessuna valutazione finora
- Cost Estimate DormDocumento84 pagineCost Estimate DormJonniel De GuzmanNessuna valutazione finora
- Process Design of Heat Exchangers PDFDocumento80 pagineProcess Design of Heat Exchangers PDFUdayan Panda100% (2)
- 220/33Kv Gis Substation For Township Limited, Jhajjar, HaryanaDocumento655 pagine220/33Kv Gis Substation For Township Limited, Jhajjar, HaryanaAman chhabraNessuna valutazione finora
- Double Pipe HXDocumento67 pagineDouble Pipe HXKendin Yap Fikirleri Diy0% (1)
- EXXON MOBIL - Heat Transfer & Heat ExchangersDocumento116 pagineEXXON MOBIL - Heat Transfer & Heat Exchangersfateton42100% (3)
- Process Presentation Shell and Tube Heat Exchanger GalfarDocumento84 pagineProcess Presentation Shell and Tube Heat Exchanger GalfarKishore SakhileNessuna valutazione finora
- Heat Exchanger DesignDocumento41 pagineHeat Exchanger Designishita.brahmbhatt100% (1)
- Thermosyphon Reboiler HydraulicsDocumento6 pagineThermosyphon Reboiler Hydraulicsnghiemta180% (2)
- Heat Exchangers DesignDocumento28 pagineHeat Exchangers Designagarwalashwin320% (1)
- HTFS Presentation 2Documento57 pagineHTFS Presentation 2Divyesh Patel100% (1)
- Aircooler Help PDFDocumento18 pagineAircooler Help PDFKarthi RamNessuna valutazione finora
- Heat Exchanger Sizing AC-6050 #1Documento2 pagineHeat Exchanger Sizing AC-6050 #1Luis Enrique Leyva OvalleNessuna valutazione finora
- Revised PPT SG HXDocumento44 pagineRevised PPT SG HXskgbondNessuna valutazione finora
- HTRI TrainingDocumento3 pagineHTRI Traininglalalili850% (2)
- Seleccion de EbullidoresDocumento5 pagineSeleccion de EbullidoresDaniela Jurado100% (2)
- Horizontal Shell-Side Thermosyphon Reboilers PDFDocumento7 pagineHorizontal Shell-Side Thermosyphon Reboilers PDFagnotts2009100% (3)
- Type He PDFDocumento3 pagineType He PDFGaluh AjengNessuna valutazione finora
- TEMA SelectionDocumento15 pagineTEMA SelectionmaruthigabbitaNessuna valutazione finora
- Bollhoff HeliCoil Plus ImperialDocumento48 pagineBollhoff HeliCoil Plus ImperialAce Industrial SuppliesNessuna valutazione finora
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDa EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNessuna valutazione finora
- Selecting Tube Inserts For Shell-and-Tube Heat ExchangersDocumento7 pagineSelecting Tube Inserts For Shell-and-Tube Heat Exchangerskamranonline999Nessuna valutazione finora
- 14-A Fluid Flow GeneralDocumento26 pagine14-A Fluid Flow GeneralSuara84Nessuna valutazione finora
- Design: of Shell & Tube Heat ExchangerDocumento27 pagineDesign: of Shell & Tube Heat ExchangerBalamurugan SakthivelNessuna valutazione finora
- Energy Systems Presentation MaterialDocumento208 pagineEnergy Systems Presentation MaterialLuis Enrique Leyva OvalleNessuna valutazione finora
- Gas Chiller Datasheet PDFDocumento2 pagineGas Chiller Datasheet PDFidilfitriNessuna valutazione finora
- Product Catalog EjectorDocumento142 pagineProduct Catalog EjectortrieuNessuna valutazione finora
- CHE 165A L11 - Heat Exchanger Design PDFDocumento61 pagineCHE 165A L11 - Heat Exchanger Design PDFLi ChNessuna valutazione finora
- 761-V-103 (Vessel With Demister), PDFDocumento1 pagina761-V-103 (Vessel With Demister), PDFAlvin SmithNessuna valutazione finora
- F-Shell Heat ExchangersDocumento6 pagineF-Shell Heat Exchangersishu vohraNessuna valutazione finora
- Soil NailingDocumento10 pagineSoil NailingSamirsinh ParmarNessuna valutazione finora
- Cortizo 70 IndustrialDocumento668 pagineCortizo 70 IndustrialAndrei Ivanov100% (1)
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocumento12 pagine2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNessuna valutazione finora
- 882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDocumento6 pagine882design of Helical Baffle in Shell and Tube Heat Exchanger and Comparing With Segmental Baffle Using Kern Method PDFDavid Alemán Sánchez100% (1)
- Double Pipe Heat Exchanger Design - ChE GuideDocumento6 pagineDouble Pipe Heat Exchanger Design - ChE GuideNastaran BagheriNessuna valutazione finora
- Htri QuestionDocumento33 pagineHtri QuestionRavi YadavNessuna valutazione finora
- Design of A Heat Exchanger Using HTRIDocumento4 pagineDesign of A Heat Exchanger Using HTRIcenter010% (1)
- Design of Shell & Tube Heat ExchangerDocumento5 pagineDesign of Shell & Tube Heat ExchangerPepin Zg100% (1)
- Shell and Tube Heat Exchangers DesignDocumento27 pagineShell and Tube Heat Exchangers DesignAlëJaMürciaNessuna valutazione finora
- Column Hydraulics NotesDocumento4 pagineColumn Hydraulics NotessatishchemengNessuna valutazione finora
- Tema & HtriDocumento5 pagineTema & HtriKmt_AeNessuna valutazione finora
- 2nd Part of CalculationDocumento26 pagine2nd Part of CalculationLohith NatarajNessuna valutazione finora
- Vibration Analysis of Aes Type Shell and Tube Heat Exchanger by Htri SoftwareDocumento5 pagineVibration Analysis of Aes Type Shell and Tube Heat Exchanger by Htri SoftwarevikramNessuna valutazione finora
- Heat Exchangers Designing For Super-Critical Fluid ServiceDocumento6 pagineHeat Exchangers Designing For Super-Critical Fluid ServiceHsein WangNessuna valutazione finora
- Shell and Tube Heat ExchangerDocumento27 pagineShell and Tube Heat ExchangerDeepak K NambiarNessuna valutazione finora
- A Case Study On Design of Ammonia Conden PDFDocumento3 pagineA Case Study On Design of Ammonia Conden PDFhardeep SinghNessuna valutazione finora
- Fdocuments - in Design of Shell Tube Heat ExchangerDocumento47 pagineFdocuments - in Design of Shell Tube Heat ExchangerUser019Nessuna valutazione finora
- How To Use Vertical Thermosyphon Reboiler CalculatorDocumento2 pagineHow To Use Vertical Thermosyphon Reboiler CalculatorMahesh KumarNessuna valutazione finora
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Da EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Nessuna valutazione finora
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Da EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNessuna valutazione finora
- Kennedy GVDocumento4 pagineKennedy GVoscarninanNessuna valutazione finora
- Cemtop 250T: Constructive SolutionsDocumento3 pagineCemtop 250T: Constructive SolutionstalatzahoorNessuna valutazione finora
- Rate Contract of Furniture Itmes 2015Documento5 pagineRate Contract of Furniture Itmes 2015Mardiko NumbraNessuna valutazione finora
- Corrosion of Heat ExchangerDocumento5 pagineCorrosion of Heat ExchangerAhmed Ibrahim Ahmed EissaNessuna valutazione finora
- Tutorial: Concrete TechnologyDocumento6 pagineTutorial: Concrete TechnologyMuhammad Wazim AkramNessuna valutazione finora
- New Wordpad DocumentDocumento4 pagineNew Wordpad DocumentAsif KhanNessuna valutazione finora
- Ead 020011 00 0405 Ojeu2016Documento13 pagineEad 020011 00 0405 Ojeu2016bmnNessuna valutazione finora
- UntitledDocumento15 pagineUntitledmonethNessuna valutazione finora
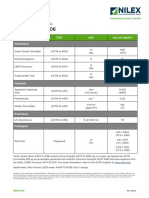
- Specs Woven 2006 - Updated 102018Documento1 paginaSpecs Woven 2006 - Updated 102018tranoNessuna valutazione finora
- Green Roof Handbook: Systems and Components For Optimal-Performance Green RoofsDocumento52 pagineGreen Roof Handbook: Systems and Components For Optimal-Performance Green RoofsFarah AlSheyabNessuna valutazione finora
- 332CDocumento2 pagine332CLo Siento de VerdadNessuna valutazione finora
- Furnace Replace Carrier 302075 304 Board Ig LIAF044 1Documento2 pagineFurnace Replace Carrier 302075 304 Board Ig LIAF044 1topogigio240Nessuna valutazione finora
- G 010715 RDocumento1 paginaG 010715 RLiva DesnaNessuna valutazione finora
- MODULE No. 3 Two Way SlabDocumento29 pagineMODULE No. 3 Two Way SlabCedric EnticoNessuna valutazione finora
- Plastocrete® PlusDocumento2 paginePlastocrete® PlusRohit MathurNessuna valutazione finora
- Staad Out PutDocumento27 pagineStaad Out PutEng-Joseph MbuguaNessuna valutazione finora
- 06 - 3D Embankment ConsolidationDocumento28 pagine06 - 3D Embankment ConsolidationRaynaldo JodistiroNessuna valutazione finora
- Code Ref.Documento155 pagineCode Ref.Selvakpm06Nessuna valutazione finora
- Plating & Joists DesignDocumento3 paginePlating & Joists Designoluomo1Nessuna valutazione finora
- رزومه تورج اشرفیانDocumento3 pagineرزومه تورج اشرفیانTou AshNessuna valutazione finora
- TIHE20111811 R01 Preservation of BoilersDocumento6 pagineTIHE20111811 R01 Preservation of Boilersajshsu5682Nessuna valutazione finora
- Characteristics of XLPE Insulated CablesDocumento3 pagineCharacteristics of XLPE Insulated CablesJhonci CoriNessuna valutazione finora