Potrebbero piacerti anche
- Ventanas Operativas de Integridad en EspañolDocumento52 pagineVentanas Operativas de Integridad en EspañolJesus Antonio Gonzalez TinaureNessuna valutazione finora
- Dispositivos de Alivio de Presion 2017 PDFDocumento185 pagineDispositivos de Alivio de Presion 2017 PDFkathymarchena100% (2)
- PDFDocumento1.177 paginePDFJR RZNessuna valutazione finora
- Filtro SPIRAX SARCO Bridado PDFDocumento2 pagineFiltro SPIRAX SARCO Bridado PDFPaulo MaresNessuna valutazione finora
- Nag 112Documento78 pagineNag 112poggiojNessuna valutazione finora
- Especificación de Prueba Hidrostatica IP EP S 029 0Documento21 pagineEspecificación de Prueba Hidrostatica IP EP S 029 0Avimiled Manosalva RincónNessuna valutazione finora
- Nte - Inen 2316.2008Documento29 pagineNte - Inen 2316.2008David Villamarin100% (1)
- Asme VIII Rollino Parte 3 Diseo General Rev 8 PDFDocumento55 pagineAsme VIII Rollino Parte 3 Diseo General Rev 8 PDFmesplamaxNessuna valutazione finora
- Accesorios 3000 y 6000 LbsDocumento24 pagineAccesorios 3000 y 6000 LbsLuis CarlosNessuna valutazione finora
- Tema - 13 - Resumen Apendice F Api-650Documento7 pagineTema - 13 - Resumen Apendice F Api-650Ricardo LópezNessuna valutazione finora
- Calculo de EspesoresDocumento4 pagineCalculo de EspesoresToapanta FredyNessuna valutazione finora
- Filtro Simplex Mod. 112 FB: Información GeneralDocumento6 pagineFiltro Simplex Mod. 112 FB: Información GeneralHenry PorcoNessuna valutazione finora
- Evaluacion de Tuberia Por b31gDocumento98 pagineEvaluacion de Tuberia Por b31gFrancisco GarcíaNessuna valutazione finora
- API 620 PrologoDocumento15 pagineAPI 620 PrologoMariela Angeles RodriguezNessuna valutazione finora
- Protocolos de Tubo CalmaDocumento2 pagineProtocolos de Tubo Calmamanuelito1790100% (1)
- en 12285 1Documento18 pagineen 12285 1Sebastian CarenzoNessuna valutazione finora
- NTC3857Documento36 pagineNTC3857Diego Fernando Vidal PastranaNessuna valutazione finora
- Terrazas Del CaribeDocumento21 pagineTerrazas Del Caribemalextor100% (1)
- Maxima Presion de Trabajo MAWPDocumento5 pagineMaxima Presion de Trabajo MAWPMauricio ChkNessuna valutazione finora
- ASME 2014 - Evaluación, Integridad y Mantenimiento de Recipientes A Presión - G. LoboDocumento46 pagineASME 2014 - Evaluación, Integridad y Mantenimiento de Recipientes A Presión - G. LoboFernando Zamora100% (1)
- 15 NRF-015-PEMEX-2012 Protección de Áreas y Tanques de Almacenamiento de Productos Inflamables y CombustiblesDocumento67 pagine15 NRF-015-PEMEX-2012 Protección de Áreas y Tanques de Almacenamiento de Productos Inflamables y CombustiblesGerardoGDLCNessuna valutazione finora
- Calculo de Flare.1Documento75 pagineCalculo de Flare.1Alba Duaneth Rocabado Mendieta100% (1)
- Calculo Nitrogeno para Leak Test 1Documento26 pagineCalculo Nitrogeno para Leak Test 1uriel quinteroNessuna valutazione finora
- Calculo de DiametrosDocumento8 pagineCalculo de DiametrosEdwin Gutierrez LunaNessuna valutazione finora
- Apéndice Api 570 D. Ejemplos de Reparaciones.Documento2 pagineApéndice Api 570 D. Ejemplos de Reparaciones.rrorroilnovoNessuna valutazione finora
- NMX H 017 1977 PDFDocumento8 pagineNMX H 017 1977 PDFrichiegalletasNessuna valutazione finora
- Listado NormasDocumento12 pagineListado NormasJose Alejandro ChuchulloNessuna valutazione finora
- S-DIO-015 - V2 ET Diseño, Construcción e Instalación de Una Acometida PDFDocumento17 pagineS-DIO-015 - V2 ET Diseño, Construcción e Instalación de Una Acometida PDFingeniero_mecanico_gn100% (1)
- Normas y Códigos de DiseñoDocumento16 pagineNormas y Códigos de DiseñoLuis Antonio Sánchez SánchezNessuna valutazione finora
- Curso CalderasDocumento30 pagineCurso Calderasvictor perez villegas100% (1)
- Trampa de Chanchos para OleoductoDocumento12 pagineTrampa de Chanchos para Oleoductoliliana100% (1)
- Recomendaciones para Diseño de Sistemas de OxigenoDocumento1 paginaRecomendaciones para Diseño de Sistemas de Oxigenocarlos37Nessuna valutazione finora
- Ecuaciones de Flujo de GasDocumento24 pagineEcuaciones de Flujo de GasGuido Ronald RoqueNessuna valutazione finora
- Curso de Verificador de Gas para Plataformas y BarcazasDocumento83 pagineCurso de Verificador de Gas para Plataformas y BarcazasRoman Lopez100% (1)
- Capacitación Válvulas de Contro y Presión y VacíoDocumento31 pagineCapacitación Válvulas de Contro y Presión y Vacíoesteban casanovaNessuna valutazione finora
- Tanque SkimmerDocumento1 paginaTanque SkimmerAdalberto BaldaNessuna valutazione finora
- EQA - Valvula de Bloqueo PDFDocumento3 pagineEQA - Valvula de Bloqueo PDFCesar GsponerNessuna valutazione finora
- Calculations Thickness by The 1 Foot Method.Documento8 pagineCalculations Thickness by The 1 Foot Method.Fernando GiordanoNessuna valutazione finora
- Tanque Esferico Proyecto REPLICADocumento101 pagineTanque Esferico Proyecto REPLICAClaudio Coria100% (2)
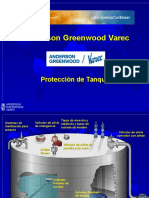
- Alivio e Inertización de Tanques VARECDocumento52 pagineAlivio e Inertización de Tanques VARECErin Brady100% (1)
- VaporizadorCMSTipoFuegoDirecto PDFDocumento12 pagineVaporizadorCMSTipoFuegoDirecto PDFAbelCorzo50% (4)
- Diapositivas Válvulas AlivioDocumento66 pagineDiapositivas Válvulas AlivioJesus100% (1)
- Api 520Documento7 pagineApi 520pedroNessuna valutazione finora
- Bridas Ciegas Tipo 8Documento4 pagineBridas Ciegas Tipo 8Carlos Kcho AsportNessuna valutazione finora
- Manual SpectrumDocumento20 pagineManual SpectrumAlvaro Pareja-mNessuna valutazione finora
- Memoria de Calculo Intercambiador PDFDocumento42 pagineMemoria de Calculo Intercambiador PDFDaniel Aldan HernandezNessuna valutazione finora
- Cálculo de VenteoDocumento1 paginaCálculo de Venteo20040384iNessuna valutazione finora
- Velocidad de CorrosionDocumento5 pagineVelocidad de CorrosionMiguel Flores100% (2)
- Diseño de Recipiente para GNCDocumento21 pagineDiseño de Recipiente para GNCfrancklinNessuna valutazione finora
- Alcance de Codigos Asme, Api, Aws, AwwaDocumento9 pagineAlcance de Codigos Asme, Api, Aws, AwwaEvert valencia sebastianNessuna valutazione finora
- Presentacion ASME Seccion VIIIDocumento100 paginePresentacion ASME Seccion VIIIlabcalor2Nessuna valutazione finora
- Presentación Seminario Código ASME Secc VIII Div 1.2016Documento80 paginePresentación Seminario Código ASME Secc VIII Div 1.2016Anonymous m43RBxOVZ2Nessuna valutazione finora
- Estructura General Asme PDFDocumento6 pagineEstructura General Asme PDFAdrian Matias UrresNessuna valutazione finora
- NM B 06api570Documento19 pagineNM B 06api570marcoapintoNessuna valutazione finora
- SCE-In-501-0009 - 0 Especificación Válvulas de Tapón LubricadoDocumento6 pagineSCE-In-501-0009 - 0 Especificación Válvulas de Tapón LubricadoManu HerreraNessuna valutazione finora
- Presentacion API 510Documento83 paginePresentacion API 510labcalor2100% (1)
- Recip. A Presión ASMEDocumento31 pagineRecip. A Presión ASMEr_o_sa_rio0% (1)
- API 653 Neopetrol 2015Documento392 pagineAPI 653 Neopetrol 2015Ismael Arroyo Diaz100% (9)
- Recipiente A PresiónDocumento54 pagineRecipiente A PresiónPatricio GarcèsNessuna valutazione finora
- Manual de Mantenimiento CorrectivoDocumento36 pagineManual de Mantenimiento Correctivolabcalor2Nessuna valutazione finora
- Presentación API 575Documento70 paginePresentación API 575labcalor2Nessuna valutazione finora
- Presentación TermografiaDocumento92 paginePresentación Termografialabcalor2Nessuna valutazione finora
- CAPACITACION Camaras TI27+ricardo LeonDocumento116 pagineCAPACITACION Camaras TI27+ricardo Leonlabcalor2Nessuna valutazione finora
- Presentacion ASME Seccion VIIIDocumento100 paginePresentacion ASME Seccion VIIIlabcalor2Nessuna valutazione finora
- Presentacion API 510Documento83 paginePresentacion API 510labcalor2100% (1)
- Practica #2 RecristalizacionDocumento7 paginePractica #2 RecristalizacionLABORATORIO DE QUÍMICANessuna valutazione finora
- Capacitación 2 AgrosánDocumento21 pagineCapacitación 2 AgrosánDavid duqueNessuna valutazione finora
- Informe - TupeDocumento17 pagineInforme - TupePablo JoseNessuna valutazione finora
- Envases para BalanceadosDocumento23 pagineEnvases para BalanceadosJuanGarciaBenavidesNessuna valutazione finora
- Memoria Descriptiva Papelera Zarate Enero2019Documento52 pagineMemoria Descriptiva Papelera Zarate Enero2019David Americo Zamora RodriguezNessuna valutazione finora
- Geografia 3sec Semana 12 Iv BimestreDocumento10 pagineGeografia 3sec Semana 12 Iv BimestreQUIROZ BECERRA ADRIANA VANESSANessuna valutazione finora
- Balero SDocumento92 pagineBalero Sedmundo AcevedoNessuna valutazione finora
- Sustitucion Aceite DSGDocumento21 pagineSustitucion Aceite DSGMarc AmoresNessuna valutazione finora
- Doc-Pr-Pol-002 Resane Rd6 Rev. 0Documento10 pagineDoc-Pr-Pol-002 Resane Rd6 Rev. 0Alfredo BravoNessuna valutazione finora
- PRO Manejo Residuos Peligrosos APMDocumento14 paginePRO Manejo Residuos Peligrosos APMAna ColqueNessuna valutazione finora
- INTRODUCCIÓN Contabilidad de CostosDocumento10 pagineINTRODUCCIÓN Contabilidad de Costosliss avalosNessuna valutazione finora
- Fichas Tecnicas de EppDocumento46 pagineFichas Tecnicas de Eppcarolina zeaNessuna valutazione finora
- EbaraDocumento18 pagineEbaraDanielNessuna valutazione finora
- Informe Muros Anclados HondurasDocumento24 pagineInforme Muros Anclados HondurasMarvin VenturaNessuna valutazione finora
- NITURACIONDocumento17 pagineNITURACIONHenry Geovanny AvilaNessuna valutazione finora
- Rotrans Tambores PDFDocumento27 pagineRotrans Tambores PDFChristian Andres Pantoja100% (1)
- Diseño de Box Coulvert - Diseño FlexionDocumento18 pagineDiseño de Box Coulvert - Diseño FlexionMario Fernando Vallejo Arteaga100% (5)
- El Torno ParaleloDocumento6 pagineEl Torno ParaleloJulioCesar AcevedoNessuna valutazione finora
- 00 AR-LAT Informe Final CompletoDocumento76 pagine00 AR-LAT Informe Final CompletoAslly Mishel ZegalesNessuna valutazione finora
- CUADRO SINOPTICO Costo de VentasDocumento1 paginaCUADRO SINOPTICO Costo de VentasJesus ArroyoNessuna valutazione finora
- Informe FatigaDocumento16 pagineInforme FatigaAlex ChancúsigNessuna valutazione finora
- Tipos de Techos FlotantesDocumento26 pagineTipos de Techos FlotantessskizoNessuna valutazione finora
- Sistemas de TuberiasDocumento44 pagineSistemas de TuberiasCarlos_29Nessuna valutazione finora
- Facilidades de Superficie para Sistema Gas LiftDocumento17 pagineFacilidades de Superficie para Sistema Gas LiftChristian Contreras RochaNessuna valutazione finora
- Mi Daewoo Enciende y Se Apaga - Reparación de TV - YoReparoDocumento19 pagineMi Daewoo Enciende y Se Apaga - Reparación de TV - YoReparodomador1624Nessuna valutazione finora
- Practica de Laboratorio 1Documento10 paginePractica de Laboratorio 1alvaroortizcruz100% (1)
- MB HC8220 NA - InstructivoDocumento6 pagineMB HC8220 NA - InstructivoGregorio CeronNessuna valutazione finora
- Sistemas de Lubricación y RefrigeraciónDocumento28 pagineSistemas de Lubricación y RefrigeraciónOMAR OLSIM MAMANI COSMENessuna valutazione finora
- Los Ladrillos Existen Desde Mucho Tiempo Atrás Pero Su Uso Ha Ido CambiandoDocumento2 pagineLos Ladrillos Existen Desde Mucho Tiempo Atrás Pero Su Uso Ha Ido CambiandoSergio Cristobal Bonilla CegadorNessuna valutazione finora
- 10 - Tolerancias Dimensionales ISO 2019-2S PDFDocumento27 pagine10 - Tolerancias Dimensionales ISO 2019-2S PDFSimón CortésNessuna valutazione finora