Potrebbero piacerti anche
- Astm A449Documento9 pagineAstm A449Fabricio Noronha100% (1)
- Astm A500 PDFDocumento5 pagineAstm A500 PDFNamtaru Ba'al100% (2)
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocumento7 pagineASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNessuna valutazione finora
- Steel Welded Wire Reinforcement, Plain, For ConcreteDocumento6 pagineSteel Welded Wire Reinforcement, Plain, For ConcreteAliciaRealesNessuna valutazione finora
- Stainless Steel Rope Wire: Standard Specification ForDocumento2 pagineStainless Steel Rope Wire: Standard Specification Forist93993Nessuna valutazione finora
- ASTM A307 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthDocumento6 pagineASTM A307 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthRichard RodriguezNessuna valutazione finora
- Astm F-1136Documento2 pagineAstm F-1136tai100% (3)
- ASTM A496-02 Standard Specification For Steel Wire Deformed For Concrete ReinforcementDocumento6 pagineASTM A496-02 Standard Specification For Steel Wire Deformed For Concrete Reinforcement歐昱辰Nessuna valutazione finora
- A741Documento3 pagineA741solrac4371100% (1)
- Astm A325Documento1 paginaAstm A325Alberto CárdenasNessuna valutazione finora
- ASTM A194 NutsDocumento13 pagineASTM A194 NutsDan ClarkeNessuna valutazione finora
- Astm A193Documento2 pagineAstm A193ingsabrinaNessuna valutazione finora
- ASTM A 641 - 03 Standard Specification For Zinc-Coated (Galvanized) Carbon Steel Wire1 PDFDocumento5 pagineASTM A 641 - 03 Standard Specification For Zinc-Coated (Galvanized) Carbon Steel Wire1 PDFRyan Lasaca100% (1)
- Astm A381 1996 PDFDocumento7 pagineAstm A381 1996 PDFMauricio Rincón OrtizNessuna valutazione finora
- A308Documento4 pagineA308alirioNessuna valutazione finora
- Csa G40.21 PDFDocumento4 pagineCsa G40.21 PDFmecano1Nessuna valutazione finora
- E1282Documento3 pagineE1282Senthilkumar DharmarajNessuna valutazione finora
- Astm A449Documento9 pagineAstm A449Sameercmore0% (1)
- A924A924M 17aDocumento13 pagineA924A924M 17aalucard375Nessuna valutazione finora
- Astm G101-04 (2020)Documento9 pagineAstm G101-04 (2020)AnrStuk50% (2)
- C595C595M.20555 Blended Hydraulic CementsDocumento8 pagineC595C595M.20555 Blended Hydraulic CementsSabine Alejandra Kunze HidalgoNessuna valutazione finora
- ASTM A283 Grade C: General Product DescriptionDocumento1 paginaASTM A283 Grade C: General Product DescriptionPratyas SarahNessuna valutazione finora
- Astm A252 - A252m - 02Documento7 pagineAstm A252 - A252m - 02Veronica MongeNessuna valutazione finora
- ASTM A924 - A924M - 22aDocumento14 pagineASTM A924 - A924M - 22aOS LaboratoryNessuna valutazione finora
- B 29 - 14Documento4 pagineB 29 - 14ruben carcamoNessuna valutazione finora
- A709a 709M-17 PDFDocumento8 pagineA709a 709M-17 PDFandresNessuna valutazione finora
- Abrasive Specification No. 2Documento4 pagineAbrasive Specification No. 2Dang Thanh TuanNessuna valutazione finora
- A573 A573M-00 Structural Carbon Steel Plates of Improved Toughness1Documento2 pagineA573 A573M-00 Structural Carbon Steel Plates of Improved Toughness1AckmonNessuna valutazione finora
- ASTM A615-A615M-06aDocumento6 pagineASTM A615-A615M-06aNadhiraNessuna valutazione finora
- Astm A185-02 Steel Welded Wire Reinf For Concrete PDFDocumento5 pagineAstm A185-02 Steel Welded Wire Reinf For Concrete PDFCharwin PicaoNessuna valutazione finora
- API 2H50 Data Sheet 2012 04 02Documento2 pagineAPI 2H50 Data Sheet 2012 04 02alvaedison00Nessuna valutazione finora
- Asme B18.2.3.1M 1999Documento18 pagineAsme B18.2.3.1M 1999Jesse ChenNessuna valutazione finora
- Copper-Brazed Steel Tubing: Standard Specification ForDocumento4 pagineCopper-Brazed Steel Tubing: Standard Specification Forrgi178Nessuna valutazione finora
- Astm A554 10Documento6 pagineAstm A554 10Lisandro ClaverolNessuna valutazione finora
- Astm A185 A185m-07Documento6 pagineAstm A185 A185m-07HelisNessuna valutazione finora
- Steel, Structural Tubing, Cold Formed, Welded, Carbon, Zinc-Coated (Galvanized) by The Hot-Dip ProcessDocumento3 pagineSteel, Structural Tubing, Cold Formed, Welded, Carbon, Zinc-Coated (Galvanized) by The Hot-Dip ProcessAli Saleh Saad AL-isawiNessuna valutazione finora
- Is 8910Documento17 pagineIs 8910venkateshNessuna valutazione finora
- Astm A 449Documento7 pagineAstm A 449Sasan AbbasiNessuna valutazione finora
- Steel Forgings, Carbon and Alloy, For General Industrial UseDocumento8 pagineSteel Forgings, Carbon and Alloy, For General Industrial UseMahmoud SalahNessuna valutazione finora
- Astm F436 2011 PDFDocumento6 pagineAstm F436 2011 PDFJim StreitmatterNessuna valutazione finora
- Dimension, Shape, Weight and Tolerances For Hot Rolled Plates and SheetsDocumento11 pagineDimension, Shape, Weight and Tolerances For Hot Rolled Plates and Sheetsjorge carlos jimenez mendozaNessuna valutazione finora
- Astm A240 PDFDocumento15 pagineAstm A240 PDFReza SaeeNessuna valutazione finora
- Astm F3125 - F3125M-19Documento13 pagineAstm F3125 - F3125M-19marcoedgNessuna valutazione finora
- A 416 A416-M - 99Documento5 pagineA 416 A416-M - 99Tan Tanju100% (1)
- Khodaie Et Al-ACI Spring 2016Documento13 pagineKhodaie Et Al-ACI Spring 2016erosNessuna valutazione finora
- ASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementDocumento2 pagineASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementAmanda Ariesta Aprilia100% (1)
- Astm A29Documento16 pagineAstm A29Nacer KisyNessuna valutazione finora
- ASTM A 82 - 02 Steel Wire, Plain, For Concrete Reinforcement1 PDFDocumento4 pagineASTM A 82 - 02 Steel Wire, Plain, For Concrete Reinforcement1 PDFRyan LasacaNessuna valutazione finora
- Astm A759Documento4 pagineAstm A759Laziz AtmaniNessuna valutazione finora
- Astm A 490Documento6 pagineAstm A 490Pedro Diaz UzcateguiNessuna valutazione finora
- JIS Z3211 For ElectrodeDocumento4 pagineJIS Z3211 For ElectrodeHoque AnamulNessuna valutazione finora
- DNV Design ConsiderationsDocumento36 pagineDNV Design Considerationskogi3075100% (1)
- A263-12 Stainless Chromium Steel-Clad PlateDocumento6 pagineA263-12 Stainless Chromium Steel-Clad PlatemehmetNessuna valutazione finora
- Stainless Chromium-Nickel Steel-Clad Plate: Standard Specification ForDocumento6 pagineStainless Chromium-Nickel Steel-Clad Plate: Standard Specification ForSama UmateNessuna valutazione finora
- ASTM A276 2013a PDFDocumento8 pagineASTM A276 2013a PDFElielson LimaNessuna valutazione finora
- A276 PDFDocumento8 pagineA276 PDFsingaravelan narayanasamyNessuna valutazione finora
- ASTM A276-2013aDocumento8 pagineASTM A276-2013aFranklin MeloNessuna valutazione finora
- F 1267 - 01 RjeynjcDocumento6 pagineF 1267 - 01 RjeynjcAhmad KhreisatNessuna valutazione finora
- Steel, Sheet, Cold-Rolled, Carbon, Structural, High-Strength Low-Alloy and High-Strength Low-Alloy With Improved FormabilityDocumento7 pagineSteel, Sheet, Cold-Rolled, Carbon, Structural, High-Strength Low-Alloy and High-Strength Low-Alloy With Improved Formabilitynicole pampangaNessuna valutazione finora
- Steel Sheet, Carbon, Metallic-And Nonmetallic-Coated For Cold-Formed Framing MembersDocumento6 pagineSteel Sheet, Carbon, Metallic-And Nonmetallic-Coated For Cold-Formed Framing Membersvuqar0979Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10Documento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10tjt4779Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbookDocumento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbooktjt4779Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbookDocumento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbooktjt4779Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbookDocumento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbooktjt4779Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbookDocumento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbooktjt4779Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 6 - MegaWorkbookDocumento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 6 - MegaWorkbooktjt4779Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbookDocumento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbooktjt4779Nessuna valutazione finora
- 4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need ItDocumento1 pagina4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need Ittjt4779Nessuna valutazione finora
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 1Documento1 paginaNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 1tjt4779100% (1)
- 2Documento1 pagina2tjt4779Nessuna valutazione finora
- Mrprintables Number9 ColoringDocumento1 paginaMrprintables Number9 Coloringtjt4779Nessuna valutazione finora
- Mrprintables Number3 ColoringDocumento1 paginaMrprintables Number3 Coloringtjt4779Nessuna valutazione finora
- AISI 4130: Category Type Steel GradeDocumento2 pagineAISI 4130: Category Type Steel Gradetjt4779Nessuna valutazione finora
- A262-14 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless SteelsDocumento20 pagineA262-14 Standard Practices For Detecting Susceptibility To Intergranular Attack in Austenitic Stainless Steelstjt4779Nessuna valutazione finora
- List of Saturday Opened Branches and Sub BranchesDocumento12 pagineList of Saturday Opened Branches and Sub BranchesSarmad SonyalNessuna valutazione finora
- A2B1 Unit 11bDocumento2 pagineA2B1 Unit 11bTheToan.Nessuna valutazione finora
- Conversation Between God and LuciferDocumento3 pagineConversation Between God and LuciferRiddhi ShahNessuna valutazione finora
- Daud Kamal and Taufiq Rafaqat PoemsDocumento9 pagineDaud Kamal and Taufiq Rafaqat PoemsFatima Ismaeel33% (3)
- Approach To Vaginal Discharge in ChildrenDocumento12 pagineApproach To Vaginal Discharge in ChildrensujataNessuna valutazione finora
- 221-240 - PMP BankDocumento4 pagine221-240 - PMP BankAdetula Bamidele OpeyemiNessuna valutazione finora
- Eternal LifeDocumento9 pagineEternal LifeEcheverry MartínNessuna valutazione finora
- Concentrating Partial Entanglement by Local OperationsDocumento21 pagineConcentrating Partial Entanglement by Local OperationsbhpliaoNessuna valutazione finora
- An Introduction To Kriging Using SASDocumento21 pagineAn Introduction To Kriging Using SASbilisolyNessuna valutazione finora
- Core ApiDocumento27 pagineCore ApiAnderson Soares AraujoNessuna valutazione finora
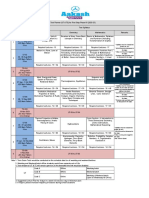
- UT & TE Planner - AY 2023-24 - Phase-01Documento1 paginaUT & TE Planner - AY 2023-24 - Phase-01Atharv KumarNessuna valutazione finora
- Lesson 3 The Prodigal SonDocumento2 pagineLesson 3 The Prodigal Sonapi-241115908Nessuna valutazione finora
- A Terrifying ExperienceDocumento1 paginaA Terrifying ExperienceHamshavathini YohoratnamNessuna valutazione finora
- 1.quetta Master Plan RFP Draft1Documento99 pagine1.quetta Master Plan RFP Draft1Munir HussainNessuna valutazione finora
- Is 13779 1999 PDFDocumento46 pagineIs 13779 1999 PDFchandranmuthuswamyNessuna valutazione finora
- Algebra. Equations. Solving Quadratic Equations B PDFDocumento1 paginaAlgebra. Equations. Solving Quadratic Equations B PDFRoberto CastroNessuna valutazione finora
- Robot MecanumDocumento4 pagineRobot MecanumalienkanibalNessuna valutazione finora
- tf00001054 WacDocumento22 paginetf00001054 WacHritik RawatNessuna valutazione finora
- Finding Nemo 2Documento103 pagineFinding Nemo 2julianaNessuna valutazione finora
- Research Paper 701Documento13 pagineResearch Paper 701api-655942045Nessuna valutazione finora
- Final PS-37 Election Duties 06-02-24 1125pm)Documento183 pagineFinal PS-37 Election Duties 06-02-24 1125pm)Muhammad InamNessuna valutazione finora
- Focus Charting of FDocumento12 pagineFocus Charting of FRobert Rivas0% (2)
- Trump's Fake ElectorsDocumento10 pagineTrump's Fake ElectorssiesmannNessuna valutazione finora
- Policarpio Vs Manila Times - Unprotected Speech LibelDocumento3 paginePolicarpio Vs Manila Times - Unprotected Speech LibelStef BernardoNessuna valutazione finora
- Sodium Borate: What Is Boron?Documento2 pagineSodium Borate: What Is Boron?Gary WhiteNessuna valutazione finora
- Finding The NTH Term of An Arithmetic SequenceDocumento3 pagineFinding The NTH Term of An Arithmetic SequenceArdy PatawaranNessuna valutazione finora
- Clinincal Decision Support SystemDocumento10 pagineClinincal Decision Support Systemم. سهير عبد داؤد عسىNessuna valutazione finora
- Annexure 8: Medical Certificate (To Be Issued by A Registered Medical Practitioner) General ExpectationsDocumento1 paginaAnnexure 8: Medical Certificate (To Be Issued by A Registered Medical Practitioner) General ExpectationsMannepalli RamakrishnaNessuna valutazione finora
- Developing Global LeadersDocumento10 pagineDeveloping Global LeadersDeepa SharmaNessuna valutazione finora
- Playwriting Pedagogy and The Myth of IntrinsicDocumento17 paginePlaywriting Pedagogy and The Myth of IntrinsicCaetano BarsoteliNessuna valutazione finora