Potrebbero piacerti anche
- 11 2007 PS Foam Part IIDocumento2 pagine11 2007 PS Foam Part IIokksekkNessuna valutazione finora
- Carbon Fibre Skinning Starter KitDocumento8 pagineCarbon Fibre Skinning Starter KitcraigbonnymanNessuna valutazione finora
- Fiberglass MoldDocumento7 pagineFiberglass MoldDanial Iskandar MusliNessuna valutazione finora
- Impression PDFDocumento11 pagineImpression PDFHany wahyuningrumNessuna valutazione finora
- Fiberglass Mold Manual Very InstructiveDocumento12 pagineFiberglass Mold Manual Very InstructiveSay Vier100% (2)
- Materials NeededDocumento8 pagineMaterials Neededjohn christian de leonNessuna valutazione finora
- Casting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsDocumento9 pagineCasting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsGüner GüvençNessuna valutazione finora
- Mould Making Kit (For Use With Carbon Fibre)Documento7 pagineMould Making Kit (For Use With Carbon Fibre)eyewired2000100% (1)
- How To Make Resin MoldDocumento9 pagineHow To Make Resin MoldIntoResinNessuna valutazione finora
- Hand Layup ProcessDocumento2 pagineHand Layup ProcessVignesh SelvarajNessuna valutazione finora
- Chapter I-Impressions (2021)Documento15 pagineChapter I-Impressions (2021)Hany NassifNessuna valutazione finora
- Hand Lay-Up For FRP FabricationDocumento26 pagineHand Lay-Up For FRP FabricationAbhey Dogra100% (3)
- Prosthodontics Lab 2, Making of Special TraysDocumento11 pagineProsthodontics Lab 2, Making of Special TraysJustDen09Nessuna valutazione finora
- EPP Surface Preparation NetDocumento5 pagineEPP Surface Preparation Netumunera2997Nessuna valutazione finora
- Resin CastingDocumento12 pagineResin CastingSalvadorNessuna valutazione finora
- Fiberglass Mold ManualDocumento27 pagineFiberglass Mold ManualSteven DiNieri100% (5)
- Custom Landscape Sculpture FactoyDocumento2 pagineCustom Landscape Sculpture FactoysculptureshomecomNessuna valutazione finora
- Impression Materials and Impression Techniques: ClassificationDocumento7 pagineImpression Materials and Impression Techniques: ClassificationruchikaNessuna valutazione finora
- (Eguide) - Fiberglass - Moldless Composite ConstructionDocumento5 pagine(Eguide) - Fiberglass - Moldless Composite ConstructionGana tpNessuna valutazione finora
- How To Make A Fiberglass Subwoofer BoxDocumento24 pagineHow To Make A Fiberglass Subwoofer BoxrbhavishNessuna valutazione finora
- Using Silicone Rubber For MoldDocumento2 pagineUsing Silicone Rubber For MoldSUNIL POULNessuna valutazione finora
- How to Improve Your Hobby Skills: From Beginner to Happy, #1Da EverandHow to Improve Your Hobby Skills: From Beginner to Happy, #1Valutazione: 2 su 5 stelle2/5 (3)
- Fiberglassing - Moldless CompositesDocumento5 pagineFiberglassing - Moldless CompositesMata Bana NajouNessuna valutazione finora
- Types of Composite ManufacturingDocumento42 pagineTypes of Composite Manufacturingu2b11517100% (2)
- Making A Fiberglass Mold: It's Easy!Documento4 pagineMaking A Fiberglass Mold: It's Easy!Roxana Hincu100% (1)
- Plug Surface Preparation and Mold Surface Maintenance Al Gel Coats ApplicationDocumento15 paginePlug Surface Preparation and Mold Surface Maintenance Al Gel Coats ApplicationNelson Aguirre BravoNessuna valutazione finora
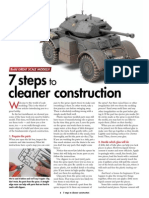
- Build Great Models 3Documento3 pagineBuild Great Models 3Earl PattersonNessuna valutazione finora
- FireWire Repair Manual EpoxyDocumento14 pagineFireWire Repair Manual EpoxyJoséMelendezNessuna valutazione finora
- Become Resin ExpertDocumento54 pagineBecome Resin ExpertVicky L. SharlandNessuna valutazione finora
- Aircraft Painting and FinishingDocumento29 pagineAircraft Painting and FinishingJohan Louie Rayos75% (4)
- Intro To Casting!Documento12 pagineIntro To Casting!api-443709779Nessuna valutazione finora
- Rapid Prototyping Full Report Assignment (LEGO) ManufacturingDocumento23 pagineRapid Prototyping Full Report Assignment (LEGO) ManufacturingKue CekmekNessuna valutazione finora
- Powder Coating: A How-to Guide for Automotive, Motorcycle, and Bicycle PartsDa EverandPowder Coating: A How-to Guide for Automotive, Motorcycle, and Bicycle PartsValutazione: 4.5 su 5 stelle4.5/5 (17)
- Kawaii Resin and Clay Workshop - Alex LeeDocumento333 pagineKawaii Resin and Clay Workshop - Alex LeeGiang Ho Thi HoangNessuna valutazione finora
- Raw Material E-Glass FibberDocumento7 pagineRaw Material E-Glass Fibberpramo_dassNessuna valutazione finora
- Topic: Foundry 1. Sand Casting 2. Lost Foam Casting 3. Plaster Mold Casting Learning OutcomesDocumento12 pagineTopic: Foundry 1. Sand Casting 2. Lost Foam Casting 3. Plaster Mold Casting Learning OutcomesMohd AzriNessuna valutazione finora
- Carl Church Bird Taxidermy - Breakthrough Magazine Issue 84Documento4 pagineCarl Church Bird Taxidermy - Breakthrough Magazine Issue 84Krisztina Margit Horváth100% (1)
- Silicone MoldingDocumento6 pagineSilicone Moldingkats2404Nessuna valutazione finora
- The Complete Resin Research Epoxy GuideDocumento10 pagineThe Complete Resin Research Epoxy Guidetetzusashida0% (1)
- Designers Guide To Rotational Moulding BeallDocumento11 pagineDesigners Guide To Rotational Moulding BeallEngenharia EcobrisaNessuna valutazione finora
- 05 2007 PS Torso MoldDocumento2 pagine05 2007 PS Torso MoldokksekkNessuna valutazione finora
- Silicone Mold ProcedureDocumento8 pagineSilicone Mold ProcedureMaria_Basta1Nessuna valutazione finora
- Chapter 3 FinishDocumento27 pagineChapter 3 FinishArtRuszellHensonCastroNessuna valutazione finora
- Designing For Injection Molding - Injection Mold Design - Plastic MoldingDocumento21 pagineDesigning For Injection Molding - Injection Mold Design - Plastic MoldingRANJEET CHAUHANNessuna valutazione finora
- Car Destuction in Unreal Engine 4Documento11 pagineCar Destuction in Unreal Engine 4wacdev DevelopmentNessuna valutazione finora
- Fabrication of A Helmet Using Composite Materials: Material RequiredDocumento2 pagineFabrication of A Helmet Using Composite Materials: Material RequiredShahzaib GulNessuna valutazione finora
- Impresssion Mat-Rigid FinalDocumento86 pagineImpresssion Mat-Rigid Finaldrsumit2002Nessuna valutazione finora
- METHODOLOGYDocumento2 pagineMETHODOLOGYabcdNessuna valutazione finora
- Polymer Clay Projects: Fabulous Jewellery, Accessories, & Home DecorDa EverandPolymer Clay Projects: Fabulous Jewellery, Accessories, & Home DecorValutazione: 3.5 su 5 stelle3.5/5 (4)
- Waterless LithographyDocumento39 pagineWaterless LithographyPelagiumNessuna valutazione finora
- Making A Fiberglass MoldDocumento2 pagineMaking A Fiberglass MoldmostlimbNessuna valutazione finora
- 101 1v2 SculptingDocumento4 pagine101 1v2 Sculptingspaceskipper100% (1)
- Molding HivecDocumento28 pagineMolding HivecSari AryantiNessuna valutazione finora
- Boba Fett Helmet TutorialDocumento109 pagineBoba Fett Helmet Tutorialstaticfactory92810% (1)
- Lec 9 FinalDocumento22 pagineLec 9 Finalsimakhoshnaw1Nessuna valutazione finora
- A Designer' S Guide To Rotational MoldingDocumento11 pagineA Designer' S Guide To Rotational MoldinglamoNessuna valutazione finora
- 8th Semester Construction-TheoryDocumento27 pagine8th Semester Construction-TheoryMadhumitha SureshNessuna valutazione finora
- Epoxy Resin Arts and Crafts for BeginnersDa EverandEpoxy Resin Arts and Crafts for BeginnersValutazione: 3 su 5 stelle3/5 (5)
- Am Jf211 - Jul 04Documento4 pagineAm Jf211 - Jul 04ilham_metallurgy6744Nessuna valutazione finora
- Acute GastroenteritisDocumento7 pagineAcute GastroenteritisCherr NollNessuna valutazione finora
- An Assestment of The Trinidad and Tobago Health Care SystemDocumento4 pagineAn Assestment of The Trinidad and Tobago Health Care SystemMarli MoiseNessuna valutazione finora
- The Learner The Learner : 1 QuarterDocumento4 pagineThe Learner The Learner : 1 QuarterRode Jane SumambanNessuna valutazione finora
- Material Science & Metallurgy: Third Semester B.E. Degree (CBCS) Examination, Dec.2016/Jan.2017Documento2 pagineMaterial Science & Metallurgy: Third Semester B.E. Degree (CBCS) Examination, Dec.2016/Jan.2017Shaikh MuzaffarNessuna valutazione finora
- Hindustan Coca-Cola Beverages PVT LTD B-91 Mayapuri Industrial Area Phase-I New DelhiDocumento2 pagineHindustan Coca-Cola Beverages PVT LTD B-91 Mayapuri Industrial Area Phase-I New DelhiUtkarsh KadamNessuna valutazione finora
- Pipe Conveyor System: Effective Solutions For Long DistancesDocumento8 paginePipe Conveyor System: Effective Solutions For Long DistancesEugenepaccelli Kolandai SamyNessuna valutazione finora
- Carjackked TrainingDocumento7 pagineCarjackked TrainingErios 50Nessuna valutazione finora
- Epoxy Plus Pipeline Repai Grout TG - MSDSDocumento5 pagineEpoxy Plus Pipeline Repai Grout TG - MSDSgrimaguilNessuna valutazione finora
- Ra Radtech Cdo July2018Documento4 pagineRa Radtech Cdo July2018Angelo MercedeNessuna valutazione finora
- Manoshe Street Takeaway MenuDocumento9 pagineManoshe Street Takeaway MenuimaddakrNessuna valutazione finora
- Drying Operation: Meika Syahbana RusliDocumento69 pagineDrying Operation: Meika Syahbana RusliFrida GinaNessuna valutazione finora
- PM PillarDocumento56 paginePM PillarNavneet Sharma75% (4)
- 2007 AP Statistics Multiple Choice ExamDocumento17 pagine2007 AP Statistics Multiple Choice ExamJalaj SoodNessuna valutazione finora
- 004 Torillo v. LeogardoDocumento2 pagine004 Torillo v. LeogardoylessinNessuna valutazione finora
- Conversion and Reactor Sizing-Chapter 2Documento17 pagineConversion and Reactor Sizing-Chapter 2نزار الدهاميNessuna valutazione finora
- 2023-24 SR - Super60 (Incoming) STERLING Batch CHEMISTRY Teaching & Test Schedule Code@03!04!2023Documento16 pagine2023-24 SR - Super60 (Incoming) STERLING Batch CHEMISTRY Teaching & Test Schedule Code@03!04!2023K R I S H100% (1)
- CT VT Basics SonnenbergDocumento71 pagineCT VT Basics SonnenbergAnonymous OCDJg17Z67% (3)
- Employement ExchangeDocumento22 pagineEmployement ExchangeNeelam ThakurNessuna valutazione finora
- DGMS Final ReportDocumento15 pagineDGMS Final ReportMaverickNessuna valutazione finora
- Silicon Epitaxial Planar Transistor 2SA1179: Galaxy ElectricalDocumento5 pagineSilicon Epitaxial Planar Transistor 2SA1179: Galaxy ElectricalsacralNessuna valutazione finora
- LEEDDocumento161 pagineLEEDjeruelNessuna valutazione finora
- 1716 ch05Documento103 pagine1716 ch05parisliuhotmail.comNessuna valutazione finora
- Physical, Chemical and Biological HazardsDocumento32 paginePhysical, Chemical and Biological HazardsDaisy ObisoNessuna valutazione finora
- 65 70Documento6 pagine65 70kang soon cheolNessuna valutazione finora
- 21 Day Level Up Challenge My PathDocumento52 pagine21 Day Level Up Challenge My PathDavid Stark100% (1)
- ISO 9001: 2015 Certified Semen Freezing LaboratoryDocumento43 pagineISO 9001: 2015 Certified Semen Freezing LaboratoryShubhamNessuna valutazione finora
- Curriculum Guide: Exploratory Course On Household ServicesDocumento5 pagineCurriculum Guide: Exploratory Course On Household ServicesJovanni Mancao PodadorNessuna valutazione finora
- VálvulasDocumento44 pagineVálvulasCarlos LópezNessuna valutazione finora
- JETIR1904787Documento3 pagineJETIR1904787RONAL SALAS CONTRERASNessuna valutazione finora