Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Toy Stories - Association For Psychological Science - APSDocumento5 pagineToy Stories - Association For Psychological Science - APSShailendra KelaniNessuna valutazione finora
- The Great TransformerDocumento2 pagineThe Great TransformerShailendra KelaniNessuna valutazione finora
- Life LessonsDocumento4 pagineLife LessonsShailendra KelaniNessuna valutazione finora
- Life/Work Lessons: These Behaviors Can Improve Your Performance and Value To Your OrganizationDocumento1 paginaLife/Work Lessons: These Behaviors Can Improve Your Performance and Value To Your OrganizationShailendra KelaniNessuna valutazione finora
- Where Will Your Strategy Guru Lead YouDocumento2 pagineWhere Will Your Strategy Guru Lead YouShailendra KelaniNessuna valutazione finora
- AAT AVBK AnswersDocumento3 pagineAAT AVBK AnswersShailendra KelaniNessuna valutazione finora
- No33 Maximizingbenefitsofself-Assess GoodDocumento8 pagineNo33 Maximizingbenefitsofself-Assess GoodShailendra KelaniNessuna valutazione finora
- 40 Strategic Questions To Ask To Evaluate Company DirectionDocumento7 pagine40 Strategic Questions To Ask To Evaluate Company DirectionShailendra Kelani100% (1)
- Annexures Entreprenure QuestionnaireDocumento7 pagineAnnexures Entreprenure QuestionnaireShailendra KelaniNessuna valutazione finora
- Organizational Assessment: A Review of Experience: Universalia Occasional Paper No. 31, October 1998Documento16 pagineOrganizational Assessment: A Review of Experience: Universalia Occasional Paper No. 31, October 1998Shailendra KelaniNessuna valutazione finora
- 2015 Bio Verne HarnishDocumento1 pagina2015 Bio Verne HarnishShailendra KelaniNessuna valutazione finora
- Staying Small SMEDocumento9 pagineStaying Small SMEShailendra KelaniNessuna valutazione finora
- Entrepreneurship and Entrepreneurial Motivation: Nadire YimamuDocumento45 pagineEntrepreneurship and Entrepreneurial Motivation: Nadire YimamuShailendra KelaniNessuna valutazione finora
- Super Productivity WorksheetDocumento2 pagineSuper Productivity WorksheetShailendra Kelani0% (1)
- Daily Check List QuestionDocumento1 paginaDaily Check List QuestionShailendra KelaniNessuna valutazione finora
- High-Impact Leadership Transitions PDFDocumento16 pagineHigh-Impact Leadership Transitions PDFShailendra KelaniNessuna valutazione finora
- Robin Sharma Weekly Design SystemDocumento1 paginaRobin Sharma Weekly Design Systemgmsbhat100% (5)
- Antar Mouna HandoutDocumento2 pagineAntar Mouna HandoutShailendra KelaniNessuna valutazione finora
- Memory TechniquesDocumento9 pagineMemory TechniquesShailendra Kelani100% (3)
- 9.5 Self Discovery Questions 2Documento2 pagine9.5 Self Discovery Questions 2Shailendra KelaniNessuna valutazione finora
- All Topics - The Multiplier Mindset BlogDocumento2 pagineAll Topics - The Multiplier Mindset BlogShailendra KelaniNessuna valutazione finora
- Leadership Lessons From The Animal Kingdom: and Sik-Liong Ang, MBADocumento9 pagineLeadership Lessons From The Animal Kingdom: and Sik-Liong Ang, MBAShailendra KelaniNessuna valutazione finora
- Article Leadership LessonDocumento3 pagineArticle Leadership LessonShailendra KelaniNessuna valutazione finora
- Wisdom of AlexDocumento4 pagineWisdom of AlexShailendra KelaniNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Experiment 2 Single Stage CompressorDocumento16 pagineExperiment 2 Single Stage CompressorTshepo Moloto100% (1)
- Calorifier - Heat Recovery Time EtcDocumento5 pagineCalorifier - Heat Recovery Time Etcmahmed111Nessuna valutazione finora
- Tanpa Judul PDFDocumento10 pagineTanpa Judul PDFPutri WulandariNessuna valutazione finora
- Liquid Desiccant Air ConditionersDocumento6 pagineLiquid Desiccant Air ConditionersBurak YükselNessuna valutazione finora
- LE General Lead WAVE Water Bath Vaporizer Final19 165224Documento3 pagineLE General Lead WAVE Water Bath Vaporizer Final19 165224César SantanaNessuna valutazione finora
- BE - Eng Guide - AirCooled Self Contained - 2 To 20 TR PDFDocumento68 pagineBE - Eng Guide - AirCooled Self Contained - 2 To 20 TR PDFjosebolis6550Nessuna valutazione finora
- Presentation About CondenserDocumento9 paginePresentation About CondenserVignesh WarNessuna valutazione finora
- Data Sheet Unit ENEGERNCE Info LCH 20-25-30 Tons ENGDocumento80 pagineData Sheet Unit ENEGERNCE Info LCH 20-25-30 Tons ENGAnonymous qg0hpB2xNUNessuna valutazione finora
- Heat Transfer PROBLEMSDocumento5 pagineHeat Transfer PROBLEMSEcel Pablo PromentillaNessuna valutazione finora
- ICETEMS-2016, Conf. Abstract Book, CUSIT PDFDocumento145 pagineICETEMS-2016, Conf. Abstract Book, CUSIT PDFStr Engr Mohammad AliNessuna valutazione finora
- Thermoeconomic Optimization of A Kalina Cycle For A Central Receiver ConcentratingDocumento22 pagineThermoeconomic Optimization of A Kalina Cycle For A Central Receiver Concentratingy_durNessuna valutazione finora
- 05 HeatExchanger WPR eDocumento25 pagine05 HeatExchanger WPR eAnonymous fhKOhG6Nessuna valutazione finora
- Physics Pre-Lab (1) - 1Documento6 paginePhysics Pre-Lab (1) - 1alvin adjeiNessuna valutazione finora
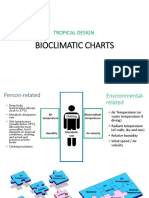
- Bioclimatic ChartsDocumento29 pagineBioclimatic ChartsPatricia Franchette AmoraNessuna valutazione finora
- Low Temperature Air/water Evi Heat Pump - Split: Model Zluaw-10Sh Zluaw-12ShDocumento1 paginaLow Temperature Air/water Evi Heat Pump - Split: Model Zluaw-10Sh Zluaw-12ShHumberto GarciaNessuna valutazione finora
- Measurement of Soil Thermal Stability Thermal Resistivity and Underground Cable Ampacity PDFDocumento12 pagineMeasurement of Soil Thermal Stability Thermal Resistivity and Underground Cable Ampacity PDFJayabalan R KNessuna valutazione finora
- 160 75-O1 PDFDocumento40 pagine160 75-O1 PDFSanthoshkumar RajendranNessuna valutazione finora
- Usco PB 910 A2 22Documento10 pagineUsco PB 910 A2 22Adsens ClickerNessuna valutazione finora
- Centrifugal Liquid Chillers: Operations and MaintenanceDocumento38 pagineCentrifugal Liquid Chillers: Operations and MaintenanceDNessuna valutazione finora
- 125bes1 02 PDFDocumento96 pagine125bes1 02 PDFAnisha NaiduNessuna valutazione finora
- Heat ExchangersDocumento33 pagineHeat Exchangersmohsin931Nessuna valutazione finora
- Shell and Tube Heat ExchangerDocumento4 pagineShell and Tube Heat Exchangerru4angelNessuna valutazione finora
- Air ConditionDocumento15 pagineAir Conditionarch powerNessuna valutazione finora
- Lamont BoilerDocumento26 pagineLamont BoilerDr. BIBIN CHIDAMBARANATHAN0% (1)
- Hoxter Katalog 2023 enDocumento60 pagineHoxter Katalog 2023 enCalum MartinNessuna valutazione finora
- Technical Sheet: BCH-SF-4491: SelectionDocumento1 paginaTechnical Sheet: BCH-SF-4491: Selectionyiuloi997023Nessuna valutazione finora
- 13 Free Convection of Air Over A Vertical Plate (Heated)Documento24 pagine13 Free Convection of Air Over A Vertical Plate (Heated)mbmanufactureNessuna valutazione finora
- BSV RF-240 WHS HV 011 Heater InstallationDocumento1 paginaBSV RF-240 WHS HV 011 Heater InstallationStroe GeorgeNessuna valutazione finora
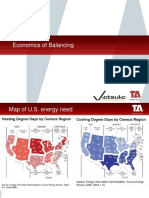
- Economics of Balancing: TA Hydronic CollegeDocumento34 pagineEconomics of Balancing: TA Hydronic CollegeumityldrmNessuna valutazione finora
- Kitchen Ventilation Design GuideDocumento15 pagineKitchen Ventilation Design Guidesadhana illaNessuna valutazione finora