Potrebbero piacerti anche
- Simulado Prova QualidadeDocumento15 pagineSimulado Prova QualidadeWandersonFrancy67% (3)
- Apostila de Cabeleireiro Masculino - Barbeiro ProfissionalDocumento70 pagineApostila de Cabeleireiro Masculino - Barbeiro ProfissionalDilber Alonso100% (16)
- Orientações Atividade PLANILHADocumento7 pagineOrientações Atividade PLANILHAJoilton De Sousa Lima0% (7)
- Lista de Exercício de Manutenção MecanicaDocumento21 pagineLista de Exercício de Manutenção MecanicaJulio Barbosa83% (6)
- Prova Final - Gestão Da QualidadeDocumento5 pagineProva Final - Gestão Da QualidadeVenicius Limberger100% (1)
- QUESTÕES DE PROVA DE Planejamento e Controle Da ProduçãoDocumento4 pagineQUESTÕES DE PROVA DE Planejamento e Controle Da ProduçãoPierângelo Valle Ramos100% (2)
- Gestão Da QualidadeDocumento3 pagineGestão Da QualidadeFelipe Bruner67% (3)
- Prova Pós. Enga. Produção - Ergonomia (MST11)Documento9 pagineProva Pós. Enga. Produção - Ergonomia (MST11)Willams MatiasNessuna valutazione finora
- 6.simulado - CTFL-BSTQB (Especial Capítulo 4)Documento7 pagine6.simulado - CTFL-BSTQB (Especial Capítulo 4)diegopandolfoNessuna valutazione finora
- Simulado ISO 20000 Foundation Bridge (20 Perguntas)Documento6 pagineSimulado ISO 20000 Foundation Bridge (20 Perguntas)Luciano ChagasNessuna valutazione finora
- Atividades Gestão Da QualidadeDocumento8 pagineAtividades Gestão Da QualidadeVenicius LimbergerNessuna valutazione finora
- Operations Management - MCQ Com RespostasDocumento12 pagineOperations Management - MCQ Com RespostasScribdTranslationsNessuna valutazione finora
- Exame 2016 (Epoca Normal)Documento9 pagineExame 2016 (Epoca Normal)KanedgyNessuna valutazione finora
- Atividade EquipeDocumento4 pagineAtividade EquipeOzeas SantosNessuna valutazione finora
- Avaliação Questionário - Six SgmaDocumento6 pagineAvaliação Questionário - Six SgmaDanilo RodriguesNessuna valutazione finora
- Lista de Exercícios Manutenção 1Documento4 pagineLista de Exercícios Manutenção 1Alejandro100% (1)
- P1 Lista Exercicios RevisaoDocumento5 pagineP1 Lista Exercicios RevisaoMarcello SeveroNessuna valutazione finora
- Capa Bili DadeDocumento21 pagineCapa Bili DademaxcopyNessuna valutazione finora
- ProvaDocumento6 pagineProvaMarluce Cristina Moraes DezorziNessuna valutazione finora
- SHÁDYLLA 20180033435 - Exercício - Revisão - AV2Documento4 pagineSHÁDYLLA 20180033435 - Exercício - Revisão - AV2ShádyllaNessuna valutazione finora
- SC P3 Noite - Int A EngenhariaDocumento5 pagineSC P3 Noite - Int A EngenhariaeoqdinizadaNessuna valutazione finora
- Arquivos Concurso7 Prova Objetiva Analista DesenvolvimentoDocumento19 pagineArquivos Concurso7 Prova Objetiva Analista DesenvolvimentoAugusto CesarNessuna valutazione finora
- 04 - 100 Exercícios - INTRODUÇÃO A GESTÃO DE PROCESSOSDocumento21 pagine04 - 100 Exercícios - INTRODUÇÃO A GESTÃO DE PROCESSOSJoão Cruz100% (1)
- Gestão de Sistemas de Produção e OperaçõesDocumento5 pagineGestão de Sistemas de Produção e OperaçõesAlder Vieira de OliveiraNessuna valutazione finora
- Questoes de Analise de Sistemas Provas PDFDocumento3 pagineQuestoes de Analise de Sistemas Provas PDFMarcos Silva100% (2)
- Prova - PCMP - 1Documento3 pagineProva - PCMP - 1Jhonatan Dantas dos SantosNessuna valutazione finora
- Avaliação DezembroDocumento2 pagineAvaliação Dezembropioxii altosNessuna valutazione finora
- Resposta Da Prova V2 EstatisticaDocumento2 pagineResposta Da Prova V2 EstatisticaJosé Beltrão de MedeirosNessuna valutazione finora
- APS - Engenharia de MetodosDocumento4 pagineAPS - Engenharia de MetodosJordan RaioneNessuna valutazione finora
- Questões de Administração Pública FCCDocumento8 pagineQuestões de Administração Pública FCCDani Milene100% (1)
- Ecq 1Documento40 pagineEcq 1consultoriacasi72Nessuna valutazione finora
- 1 Lista de ExercíciosDocumento3 pagine1 Lista de Exercíciosmaria100% (1)
- Cruzeiro Do Sul 8Documento5 pagineCruzeiro Do Sul 8Cris SutilNessuna valutazione finora
- P1 AtividadeAvaliativaDocumento3 pagineP1 AtividadeAvaliativaJoão Vitor CamposNessuna valutazione finora
- Exercicio Custo Padrão 13-08-21 Contabilidade de Custos GabaritoDocumento4 pagineExercicio Custo Padrão 13-08-21 Contabilidade de Custos GabaritoLucas vieiraNessuna valutazione finora
- Lista Compacta - Mat236Documento18 pagineLista Compacta - Mat236Kelaine de Almeida LimaNessuna valutazione finora
- Uma Análise de Vetorização Automática Do Compilador GCCDocumento8 pagineUma Análise de Vetorização Automática Do Compilador GCCJaguaraci Silva100% (1)
- Engenharia de Produção - Questoes 2015Documento11 pagineEngenharia de Produção - Questoes 2015Cristhian LannesNessuna valutazione finora
- 2014 - CCS - Prova Objetiva - Tecnico de Laboratorio - MetrologiaDocumento4 pagine2014 - CCS - Prova Objetiva - Tecnico de Laboratorio - MetrologiagabrieladefariavilelaNessuna valutazione finora
- Atividade Gestão Da QualidadeDocumento3 pagineAtividade Gestão Da Qualidademilena.alexandreNessuna valutazione finora
- Algoritmo Parte 3bDocumento15 pagineAlgoritmo Parte 3bPatrick de AssisNessuna valutazione finora
- Questionário - PCMDocumento10 pagineQuestionário - PCMPlácido Ferraz JuniorNessuna valutazione finora
- Atividades 02-09Documento4 pagineAtividades 02-09Douglas PóvoasNessuna valutazione finora
- Instituto Nacional de Pesquisas Espaciais (Inpe) : Prova DiscursivaDocumento7 pagineInstituto Nacional de Pesquisas Espaciais (Inpe) : Prova DiscursivajeffersoncruzNessuna valutazione finora
- Simulado de Gestão de ProjetosDocumento4 pagineSimulado de Gestão de ProjetoslobinhomalmalNessuna valutazione finora
- Questoes para PraticarDocumento5 pagineQuestoes para PraticarGustavo Cláudio Benedito MeloNessuna valutazione finora
- InteligenciaEmpresarial Exercicio 2Documento3 pagineInteligenciaEmpresarial Exercicio 2Daniel Chagas FerreiraNessuna valutazione finora
- Lista de Exercícios - Revisão - TecnólogoDocumento14 pagineLista de Exercícios - Revisão - TecnólogoJhonatan LozanoNessuna valutazione finora
- Simulado - EstatísticaDocumento4 pagineSimulado - EstatísticabsantosrjNessuna valutazione finora
- GABARITO ATIVIDADE 03 GP Capitulos 5 e 6Documento4 pagineGABARITO ATIVIDADE 03 GP Capitulos 5 e 6alexandrecreis2710Nessuna valutazione finora
- Escolhas Multiplas FGO 1ºtesteDocumento10 pagineEscolhas Multiplas FGO 1ºtestemarianajmarinhoNessuna valutazione finora
- FS - EXERCÍCIOS-2015-2 Lista 1-2-3 PDFDocumento5 pagineFS - EXERCÍCIOS-2015-2 Lista 1-2-3 PDFVicente RodriguesNessuna valutazione finora
- 1 Lista de Probabilidade e Estatística - SI - 2024 - 1Documento5 pagine1 Lista de Probabilidade e Estatística - SI - 2024 - 1danieldotsNessuna valutazione finora
- GEXCELDocumento16 pagineGEXCELlukmarsNessuna valutazione finora
- ProvaDocumento8 pagineProvaSou Uma PessoaNessuna valutazione finora
- Atividade RevisãoDocumento3 pagineAtividade Revisãopioxii altosNessuna valutazione finora
- Gestaoe Governançade Tipara Concursos Regular (Prof - Victor Dalton) Aula 9Documento34 pagineGestaoe Governançade Tipara Concursos Regular (Prof - Victor Dalton) Aula 9Anália Cristina Bezerra Tiburtino MeiraNessuna valutazione finora
- Método Monte Carlo de varredura de domínio (MCS)Da EverandMétodo Monte Carlo de varredura de domínio (MCS)Nessuna valutazione finora
- Modelo de Pedido de Revogacao de Preventiva Trafico de DrogasDocumento4 pagineModelo de Pedido de Revogacao de Preventiva Trafico de DrogasFelipe OliveiraNessuna valutazione finora
- O RecorrenteDocumento1 paginaO RecorrenteFelipe OliveiraNessuna valutazione finora
- Apelacao CriminalDocumento7 pagineApelacao CriminalFelipe OliveiraNessuna valutazione finora
- Modelo Recurso de Apelacao CriminalDocumento5 pagineModelo Recurso de Apelacao CriminalFelipe OliveiraNessuna valutazione finora
- Roubo MajoradoDocumento5 pagineRoubo MajoradoAlexandre RochaNessuna valutazione finora
- Modelo Relaxamento de PrisãoDocumento3 pagineModelo Relaxamento de PrisãoGabriely Marcomini CruzNessuna valutazione finora
- Habeas CorpusDocumento9 pagineHabeas CorpusFelipe OliveiraNessuna valutazione finora
- EditalDocumento45 pagineEditalFelipe OliveiraNessuna valutazione finora
- Reequilibrio Economico Financeiro de Contrato AdministrativoDocumento11 pagineReequilibrio Economico Financeiro de Contrato AdministrativoFelipe OliveiraNessuna valutazione finora
- Judoc/acord/20100121/026 754 2009 8 MIN BZDocumento11 pagineJudoc/acord/20100121/026 754 2009 8 MIN BZFelipe OliveiraNessuna valutazione finora
- Excelentíssimo Senhor Juiz de Direito DaDocumento3 pagineExcelentíssimo Senhor Juiz de Direito DaFelipe OliveiraNessuna valutazione finora
- Avaliaçao Final de CursoDocumento1 paginaAvaliaçao Final de CursoFelipe OliveiraNessuna valutazione finora
- Adm AdministrativoDocumento71 pagineAdm Administrativomaria2luiza2silvaNessuna valutazione finora
- AvaliaçãoDocumento1 paginaAvaliaçãoFelipe OliveiraNessuna valutazione finora
- Prova Código de ObrasDocumento1 paginaProva Código de ObrasFelipe OliveiraNessuna valutazione finora
- Acordao de Sententenca Embargos de DeclaracaoDocumento5 pagineAcordao de Sententenca Embargos de DeclaracaoFelipe OliveiraNessuna valutazione finora
- Execelentíssimo Senhor Doutor Juiz de Direito DaDocumento4 pagineExecelentíssimo Senhor Doutor Juiz de Direito DaFelipe OliveiraNessuna valutazione finora
- Avaliaçao Final de CursoDocumento2 pagineAvaliaçao Final de CursoFelipe OliveiraNessuna valutazione finora
- 51 Pregao Presencial 056-2016 - Edital Curso Pre VestibularDocumento40 pagine51 Pregao Presencial 056-2016 - Edital Curso Pre VestibularFelipe OliveiraNessuna valutazione finora
- Execelentíssimo Senhor Doutor Juiz de Direito DaDocumento4 pagineExecelentíssimo Senhor Doutor Juiz de Direito DaFelipe OliveiraNessuna valutazione finora
- Mandado de Segurança Com Pedido LiminarDocumento6 pagineMandado de Segurança Com Pedido LiminarFelipe OliveiraNessuna valutazione finora
- Execelentíssimo Senhor Doutor Juiz de Direito DaDocumento4 pagineExecelentíssimo Senhor Doutor Juiz de Direito DaFelipe OliveiraNessuna valutazione finora
- Apostila Farmacia Com Tecnicas de InjetaveisDocumento38 pagineApostila Farmacia Com Tecnicas de InjetaveisFelipe OliveiraNessuna valutazione finora
- Modelo Recur Solicit A CaoDocumento3 pagineModelo Recur Solicit A CaoMirella P. GlicérioNessuna valutazione finora
- Apostila de MassoterapiaDocumento81 pagineApostila de MassoterapiaFelipe OliveiraNessuna valutazione finora
- 24 Edital Pregao Nao 71-2015Documento28 pagine24 Edital Pregao Nao 71-2015Felipe OliveiraNessuna valutazione finora
- Apostila de Tecnologia Têxtil 2009Documento91 pagineApostila de Tecnologia Têxtil 2009Ah Duvido0% (1)
- Apostila de Tecnologia Têxtil 2009Documento91 pagineApostila de Tecnologia Têxtil 2009Ah Duvido0% (1)
- Matrizes Do Pensamento Iii: Psicologia CognitivaDocumento17 pagineMatrizes Do Pensamento Iii: Psicologia Cognitivastephane larissaNessuna valutazione finora
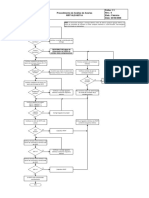
- Procedimento de Análise de Avarias - RIFF HLD18371A HitachiDocumento1 paginaProcedimento de Análise de Avarias - RIFF HLD18371A HitachijeffersonNessuna valutazione finora
- Manual Instalacao Do Assinador Digital Arisp W7 and VistaDocumento7 pagineManual Instalacao Do Assinador Digital Arisp W7 and VistaalexNessuna valutazione finora
- Privacidade Nas Redes SociaisDocumento2 paginePrivacidade Nas Redes SociaisCláudia PereiraNessuna valutazione finora
- 08 - MaterialVídeos-1,2,3,4Documento14 pagine08 - MaterialVídeos-1,2,3,4ARILSON RIBEIRO OLIVEIRANessuna valutazione finora
- Manual 60.03.02.257-r0 Centrix 4-12 PDFDocumento104 pagineManual 60.03.02.257-r0 Centrix 4-12 PDFMarcos Alessandro Santana SantosNessuna valutazione finora
- Ciber Nova 1200P1 Fichatecnica PDFDocumento12 pagineCiber Nova 1200P1 Fichatecnica PDFGonzales Vela Dante AdolfoNessuna valutazione finora
- Furtado & Schmidt - GNSS HI - TARGET V30 PLUSDocumento5 pagineFurtado & Schmidt - GNSS HI - TARGET V30 PLUSFilipe AugustoNessuna valutazione finora
- Template ACDDocumento77 pagineTemplate ACDPaulo SilvaNessuna valutazione finora
- Language Pack MicrosipDocumento6 pagineLanguage Pack MicrosipEdmilson OliveiraNessuna valutazione finora
- TCC SimulaçãoDocumento40 pagineTCC Simulaçãobiblioteca DOD100% (1)
- POP GQ 000 - Elaboração de Procedimentos Rev. 05Documento6 paginePOP GQ 000 - Elaboração de Procedimentos Rev. 05Elizabeth WalshNessuna valutazione finora
- Carregadores de Baterias - Eletrônica para IniciantesDocumento4 pagineCarregadores de Baterias - Eletrônica para Iniciantesandrelessa_01Nessuna valutazione finora
- Proficiência DuolingoDocumento20 pagineProficiência Duolingoeu.heduNessuna valutazione finora
- Significados de Linguística PragmáticaDocumento16 pagineSignificados de Linguística PragmáticaVinícius Adriano de FreitasNessuna valutazione finora
- Modelo de Ltcat 01Documento65 pagineModelo de Ltcat 01Jack SomensiNessuna valutazione finora
- Manual Testador JDSU Smart Class TPSDocumento9 pagineManual Testador JDSU Smart Class TPSggonzalez1984Nessuna valutazione finora
- Cadastro Ativo1Documento38 pagineCadastro Ativo1Uiara RochaNessuna valutazione finora
- Manual Addtech MC16 PDFDocumento62 pagineManual Addtech MC16 PDFCaroline CoelherNessuna valutazione finora
- Exercicios Complementares SIDocumento4 pagineExercicios Complementares SIJoice BezerraNessuna valutazione finora
- Planilha de Controle de Backup Clientes 2015Documento29 paginePlanilha de Controle de Backup Clientes 2015Samuel BedaniNessuna valutazione finora
- Organização de Computadores - Aulas 01 A 05Documento12 pagineOrganização de Computadores - Aulas 01 A 05Lucivando MaiaNessuna valutazione finora
- Pascal UfscDocumento85 paginePascal UfscArturNessuna valutazione finora
- AduDocumento2 pagineAdumh4347652Nessuna valutazione finora
- Orc 8349 - 7515j - SojamilDocumento2 pagineOrc 8349 - 7515j - SojamilGuilherme Tve NaziazenoNessuna valutazione finora
- Forma Canonica 11 PDFDocumento15 pagineForma Canonica 11 PDFAnthonny Gabryell LimaNessuna valutazione finora
- Sistema de Perfuração Autônoma em Minas de FerroDocumento15 pagineSistema de Perfuração Autônoma em Minas de FerroVictor SilvaNessuna valutazione finora
- TCC Murilo de Ávila DilliDocumento132 pagineTCC Murilo de Ávila DilliJadiel SilvaNessuna valutazione finora
- Circular 126 - 2020 - 2201789CLMA - ML - PCDocumento4 pagineCircular 126 - 2020 - 2201789CLMA - ML - PCJosé MacedoNessuna valutazione finora