Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 2012 Q3 - McKinsey Quarterly - Leading in The 21 Century PDFDocumento136 pagine2012 Q3 - McKinsey Quarterly - Leading in The 21 Century PDFBayside BlueNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Asme II - A - Sa 276-1Documento10 pagineAsme II - A - Sa 276-1Nilson ConradoNessuna valutazione finora
- Unix Commands Cheat Sheet PDFDocumento1 paginaUnix Commands Cheat Sheet PDFRosemond FabienNessuna valutazione finora
- DFT QuestionsDocumento8 pagineDFT QuestionsAdhi SuruliNessuna valutazione finora
- Ctec CatalogDocumento51 pagineCtec CatalogFAISHAH ISAHAKNessuna valutazione finora
- Varco Pruden ManualDocumento476 pagineVarco Pruden Manualelidstone@hotmail.comNessuna valutazione finora
- 3 HP CompressorDocumento3 pagine3 HP Compressorgokul saravananNessuna valutazione finora
- ATPG Tool FlowDocumento12 pagineATPG Tool FlowAdhi SuruliNessuna valutazione finora
- 4 - Introduction To Experimental DesignDocumento17 pagine4 - Introduction To Experimental DesignPriyanka MishraNessuna valutazione finora
- Pipe SupportDocumento224 paginePipe SupportViswanath NeswaNessuna valutazione finora
- NASSCOM Productconclave10bro1nov-101101055815-Phpapp02Documento44 pagineNASSCOM Productconclave10bro1nov-101101055815-Phpapp02Krishna VeerathuNessuna valutazione finora
- High Test CoverageDocumento58 pagineHigh Test CoverageAdhi SuruliNessuna valutazione finora
- Some DFT Related QuestionsDocumento5 pagineSome DFT Related QuestionsAdhi SuruliNessuna valutazione finora
- Industry Handbook For Safe Processing of Nuts 1st Edition 22feb10Documento155 pagineIndustry Handbook For Safe Processing of Nuts 1st Edition 22feb10Kannampilly100% (1)
- WINSEM2015-16 CP0067 21-Jan-2016 RM01 Perl FunctionsDocumento15 pagineWINSEM2015-16 CP0067 21-Jan-2016 RM01 Perl FunctionsAdhi SuruliNessuna valutazione finora
- WINSEM2015-16 CP0067 05-Jan-2016 RM01 Perl Variables and Control StructuresDocumento45 pagineWINSEM2015-16 CP0067 05-Jan-2016 RM01 Perl Variables and Control StructuresAdhi SuruliNessuna valutazione finora
- PDF Vlsi DSP Sb-Vlsi Design FlowDocumento8 paginePDF Vlsi DSP Sb-Vlsi Design FlowgypeeNessuna valutazione finora
- WINSEM2015-16 CP0067 21-Jan-2016 RM01 Perl FunctionsDocumento15 pagineWINSEM2015-16 CP0067 21-Jan-2016 RM01 Perl FunctionsAdhi SuruliNessuna valutazione finora
- Semiconductor MemoriesDocumento70 pagineSemiconductor MemoriesAdhi SuruliNessuna valutazione finora
- WINSEM2015-16 CP0067 14-Jan-2016 RM01 Perl File Handling and RegexDocumento26 pagineWINSEM2015-16 CP0067 14-Jan-2016 RM01 Perl File Handling and RegexAdhi SuruliNessuna valutazione finora
- WINSEM2015-16 CP0067 28-Jan-2016 RM01 Perl Directories Process MGMTDocumento15 pagineWINSEM2015-16 CP0067 28-Jan-2016 RM01 Perl Directories Process MGMTAdhi SuruliNessuna valutazione finora
- Scan Design and Secure Chip: 2.1. ControllabilityDocumento6 pagineScan Design and Secure Chip: 2.1. ControllabilityAdhi SuruliNessuna valutazione finora
- DFT QuestionsDocumento1 paginaDFT QuestionsAdhi SuruliNessuna valutazione finora
- DFT QuestionsDocumento1 paginaDFT QuestionsAdhi SuruliNessuna valutazione finora
- Week 1 Course MaterialDocumento56 pagineWeek 1 Course MaterialN PrasadNessuna valutazione finora
- VLSI Memory DesignDocumento41 pagineVLSI Memory DesignAdhi SuruliNessuna valutazione finora
- BSDL SampleDocumento2 pagineBSDL SampleAdhi SuruliNessuna valutazione finora
- ReadmeDocumento1 paginaReadmeAdhi SuruliNessuna valutazione finora
- Built in Self Test AlgorithmDocumento15 pagineBuilt in Self Test AlgorithmAdhi Suruli100% (1)
- Timing Closure DocumentDocumento102 pagineTiming Closure DocumentAbhinay Labh KayasthaNessuna valutazione finora
- Short CutDocumento1 paginaShort CutAdhi SuruliNessuna valutazione finora
- Week 2 Assignment SolutionDocumento2 pagineWeek 2 Assignment SolutionAdhi SuruliNessuna valutazione finora
- SetBaudRate MFS1000 I 01 EngDocumento4 pagineSetBaudRate MFS1000 I 01 EngAdhi SuruliNessuna valutazione finora
- IT2403 Software Project Management - 21518may2013 PDFDocumento3 pagineIT2403 Software Project Management - 21518may2013 PDFAdhi SuruliNessuna valutazione finora
- IBPS CWE Clerk Exam December 11 2011 Answer KeyDocumento9 pagineIBPS CWE Clerk Exam December 11 2011 Answer Keysree8884Nessuna valutazione finora
- SPM April May 2015 ImpDocumento4 pagineSPM April May 2015 ImpAdhi SuruliNessuna valutazione finora
- Bscan Kenneth ParkerDocumento315 pagineBscan Kenneth ParkerGOKUL TNessuna valutazione finora
- IT2403Documento140 pagineIT2403Adhi SuruliNessuna valutazione finora
- Reducing Power Dissipation in SRAMDocumento29 pagineReducing Power Dissipation in SRAMAdhi SuruliNessuna valutazione finora
- Report On PTCLDocumento35 pagineReport On PTCLBasit HaseebNessuna valutazione finora
- 295 - 2012!08!16 - Inspection of The Flap Support Arm Attachments - SB57-006Documento5 pagine295 - 2012!08!16 - Inspection of The Flap Support Arm Attachments - SB57-006Elijah Paul MertoNessuna valutazione finora
- Gte QuestionsDocumento46 pagineGte QuestionsMatt SantiagoNessuna valutazione finora
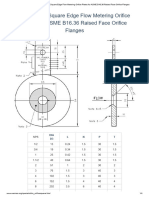
- Wermac - Dimensions of Square Edge Flow Metering Orifice Plates For ASME B16.36 Raised Face Orifice FlangesDocumento4 pagineWermac - Dimensions of Square Edge Flow Metering Orifice Plates For ASME B16.36 Raised Face Orifice Flangestechnicalei sulfindoNessuna valutazione finora
- Diamond TesterDocumento6 pagineDiamond Testersaurabh_acmasNessuna valutazione finora
- Client Server ComputingDocumento27 pagineClient Server Computingshriharsh123100% (1)
- SIRL en Circular Silencers.Documento2 pagineSIRL en Circular Silencers.CTLNessuna valutazione finora
- Essen Industries PVT - Ltd. AddressDocumento4 pagineEssen Industries PVT - Ltd. AddressChava RaviNessuna valutazione finora
- Websphere Business Modeler TutorialDocumento46 pagineWebsphere Business Modeler TutorialIda MariaNessuna valutazione finora
- Kyambogo University: Examination PermitDocumento1 paginaKyambogo University: Examination PermitAmuronNessuna valutazione finora
- MM DrinkingFountainsBrochureWeb L1001335 PDFDocumento32 pagineMM DrinkingFountainsBrochureWeb L1001335 PDFgarych72Nessuna valutazione finora
- Aliens Colonial Marines ManualoptimizationguideDocumento4 pagineAliens Colonial Marines ManualoptimizationguideMax LuxNessuna valutazione finora
- Install GCC 4.7 On RHEL 6Documento3 pagineInstall GCC 4.7 On RHEL 6Zhou Yupeng PaulNessuna valutazione finora
- Risk Assessment Mwanza Oct 2014Documento2 pagineRisk Assessment Mwanza Oct 2014Rashid BumarwaNessuna valutazione finora
- PRC Standards System, Standards Used in ChinaDocumento3 paginePRC Standards System, Standards Used in ChinaFelix RanillaNessuna valutazione finora
- Document For AgileDocumento5 pagineDocument For Agilemohan1221itNessuna valutazione finora
- CONSULTANT SELECTIONS 20202005 With NotesDocumento27 pagineCONSULTANT SELECTIONS 20202005 With NotesTimothy CruseNessuna valutazione finora
- 2017 Top 20 Enterprise Resource Planning Software ReportDocumento8 pagine2017 Top 20 Enterprise Resource Planning Software ReportSagePartnerNessuna valutazione finora
- GlanceDocumento47 pagineGlanceazkarashareNessuna valutazione finora
- Production and Operation MGT MID TERM Project 2 2Documento4 pagineProduction and Operation MGT MID TERM Project 2 2David SharmaNessuna valutazione finora
- Physical Configuration AuditDocumento1 paginaPhysical Configuration AuditSrinivasan VenkatNessuna valutazione finora