Potrebbero piacerti anche
- FHRM SeriesDocumento3 pagineFHRM SeriesSebastiánSalasNessuna valutazione finora
- The Brotherhood of the SnakeDocumento6 pagineThe Brotherhood of the SnakeSebastiánSalasNessuna valutazione finora
- Using Buoyancy Assisted Casing Equipment To Extend Lateral ReachDocumento2 pagineUsing Buoyancy Assisted Casing Equipment To Extend Lateral ReachMiladEbrahimiNessuna valutazione finora
- Extensions of Grafcet To Structure Behavioural SpecificationsDocumento15 pagineExtensions of Grafcet To Structure Behavioural SpecificationsSebastiánSalasNessuna valutazione finora
- Extensions of Grafcet To Structure Behavioural SpecificationsDocumento14 pagineExtensions of Grafcet To Structure Behavioural SpecificationsSebastiánSalasNessuna valutazione finora
- The Brotherhood of the SnakeDocumento6 pagineThe Brotherhood of the SnakeSebastiánSalasNessuna valutazione finora
- Agricultural Water ManagementDocumento12 pagineAgricultural Water ManagementSebastiánSalasNessuna valutazione finora
- Agricultural Water ManagementDocumento12 pagineAgricultural Water ManagementSebastiánSalasNessuna valutazione finora
- Extensions of Grafcet To Structure Behavioural SpecificationsDocumento14 pagineExtensions of Grafcet To Structure Behavioural SpecificationsSebastiánSalasNessuna valutazione finora
- Identifying An Appropriate and Sustainable Irrigation MethodDocumento6 pagineIdentifying An Appropriate and Sustainable Irrigation MethodSebastiánSalasNessuna valutazione finora
- Cost-Oriented Open Source Automation PotentialDocumento3 pagineCost-Oriented Open Source Automation PotentialSebastiánSalasNessuna valutazione finora
- Reproductive Biology of Magnolia Sinica (Magnoliaecea), A ThreatenedDocumento6 pagineReproductive Biology of Magnolia Sinica (Magnoliaecea), A ThreatenedSebastiánSalasNessuna valutazione finora
- Role of Smart Grids in Renewable Energy IntegrationDocumento17 pagineRole of Smart Grids in Renewable Energy IntegrationSebastiánSalasNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
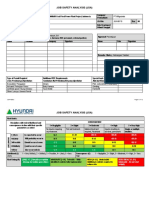
- Jsa-Wif-9 Pulling CableDocumento12 pagineJsa-Wif-9 Pulling CableY a n i. A h m e dNessuna valutazione finora
- Process Control Plan SCM100113Documento20 pagineProcess Control Plan SCM100113Rohit MakhijaNessuna valutazione finora
- Accuret-A20: Electrical SpecificationsDocumento2 pagineAccuret-A20: Electrical SpecificationsClaudio CalabreseNessuna valutazione finora
- Continental Commercial Vehicle Load TablesDocumento6 pagineContinental Commercial Vehicle Load TablesPatricio FNessuna valutazione finora
- Monopoles and Electricity: Lawrence J. Wippler Little Falls, MN United StatesDocumento9 pagineMonopoles and Electricity: Lawrence J. Wippler Little Falls, MN United Stateswaqar mohsinNessuna valutazione finora
- AGAR ID 200 Series Brochure LowRes Electronic and WebDocumento2 pagineAGAR ID 200 Series Brochure LowRes Electronic and WebYareli de la CruzNessuna valutazione finora
- Handout t1124f 1511 3869 Onb Bus Das Srs TNDocumento37 pagineHandout t1124f 1511 3869 Onb Bus Das Srs TNlequangthongNessuna valutazione finora
- Hex Head AVD 780 Installation Manual WEB PDFDocumento77 pagineHex Head AVD 780 Installation Manual WEB PDFdasdsaNessuna valutazione finora
- Chainsaw SparesDocumento2 pagineChainsaw SpareswanttobeanmacccNessuna valutazione finora
- Iec61000 4 7 (Ed2.0) en - DDocumento8 pagineIec61000 4 7 (Ed2.0) en - Dtwinvbooks100% (1)
- VENTILADOR INDUSTRIAL enDocumento4 pagineVENTILADOR INDUSTRIAL enFelipe BarrientosNessuna valutazione finora
- Linear System Theory and Desing PDFDocumento688 pagineLinear System Theory and Desing PDFJose David MartinezNessuna valutazione finora
- The Shell and Shell Scripting: Echo $SHELL - To See The Working Shell in SSHDocumento12 pagineThe Shell and Shell Scripting: Echo $SHELL - To See The Working Shell in SSHThai PhuongNessuna valutazione finora
- 5STR 03T2040Documento8 pagine5STR 03T2040Vikas PatelNessuna valutazione finora
- Catalogue 12V Ilss For Polis Bantuan Vehicles (Petronas)Documento7 pagineCatalogue 12V Ilss For Polis Bantuan Vehicles (Petronas)Afiq Muizz SallehhoudinNessuna valutazione finora
- Profile Summary:: Curriculum VitaeDocumento3 pagineProfile Summary:: Curriculum Vitaepritam banerjeeNessuna valutazione finora
- Ult Studio Config 71Documento18 pagineUlt Studio Config 71JoséGuedesNessuna valutazione finora
- MVC Project Jarvis DatabaseDocumento30 pagineMVC Project Jarvis DatabaseSravan SaiNessuna valutazione finora
- Examples Sheet 2 PDFDocumento4 pagineExamples Sheet 2 PDFAbraham SauvingnonNessuna valutazione finora
- Cam DynamicsDocumento8 pagineCam DynamicsRitik PatelNessuna valutazione finora
- Va80 PDFDocumento4 pagineVa80 PDFomar leonNessuna valutazione finora
- Anchor Bolt BiAxialDocumento10 pagineAnchor Bolt BiAxialALPHYL BALASABASNessuna valutazione finora
- Viscosity and Normal Stress Differences in Molten PlasticsDocumento30 pagineViscosity and Normal Stress Differences in Molten PlasticsAzizol WahabNessuna valutazione finora
- A Design and Analysis of A Morphing Hyper-Elliptic Cambered Span (HECS) WingDocumento10 pagineA Design and Analysis of A Morphing Hyper-Elliptic Cambered Span (HECS) WingJEORJENessuna valutazione finora
- AF09-30-01-13 100-250V50/60HZ-DC Contactor: Product-DetailsDocumento5 pagineAF09-30-01-13 100-250V50/60HZ-DC Contactor: Product-DetailsTheo Pozo JNessuna valutazione finora
- Machine Tools Questions and Answers - GrindingDocumento4 pagineMachine Tools Questions and Answers - GrindingRohit GhulanavarNessuna valutazione finora
- Masterful WiiFlow v4.2.3 Pack with Numerous UpdatesDocumento4 pagineMasterful WiiFlow v4.2.3 Pack with Numerous UpdatesYulianNessuna valutazione finora
- Site Suitability Report C20XH: Open Space, Claylands RoadDocumento68 pagineSite Suitability Report C20XH: Open Space, Claylands Roadinfo1639Nessuna valutazione finora
- Aoc Le32w136 TVDocumento82 pagineAoc Le32w136 TVMarcos Jara100% (4)
- Komatsu Backhoe Loaders Spec 088545 PDFDocumento16 pagineKomatsu Backhoe Loaders Spec 088545 PDFJohnny WalkerNessuna valutazione finora