Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Ansi B212.15Documento16 pagineAnsi B212.15jerrymcfly100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Equivalent ASME and EN Materials ChartDocumento3 pagineEquivalent ASME and EN Materials CharttvsshindeNessuna valutazione finora
- ASME B36.19M Stainless Steel PipesDocumento14 pagineASME B36.19M Stainless Steel Pipesdssscarface50% (2)
- Equivalent ASME and EN Materials ChartDocumento3 pagineEquivalent ASME and EN Materials CharttvsshindeNessuna valutazione finora
- Storytelling ScriptDocumento2 pagineStorytelling ScriptAnjalai Ganasan100% (1)
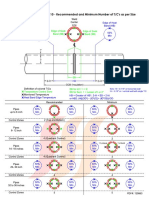
- AWS D10.10 TC Location and QuantityDocumento1 paginaAWS D10.10 TC Location and QuantityjerrymcflyNessuna valutazione finora
- QEP-SOP Rev 15Documento18 pagineQEP-SOP Rev 15jerrymcflyNessuna valutazione finora
- TES-WELD-API - Welding of Pipelines and Facilities SpecificationDocumento37 pagineTES-WELD-API - Welding of Pipelines and Facilities SpecificationFederico QuintanaNessuna valutazione finora
- Flange Bolt Tightening Procedures PDFDocumento11 pagineFlange Bolt Tightening Procedures PDFjerrymcfly100% (1)
- DMS Go ManualDocumento202 pagineDMS Go ManualjerrymcflyNessuna valutazione finora
- TES-UT-API - Ultrasonic Examination of Girth Welds SpecificationDocumento43 pagineTES-UT-API - Ultrasonic Examination of Girth Welds SpecificationjerrymcflyNessuna valutazione finora
- PoeDocumento18 paginePoejerrymcflyNessuna valutazione finora
- Thredolet Sockolet WeldoletDocumento20 pagineThredolet Sockolet WeldoletAlejandro NolteNessuna valutazione finora
- Stress Analysis Report for Altamira Compressor Facility PipingDocumento45 pagineStress Analysis Report for Altamira Compressor Facility PipingjerrymcflyNessuna valutazione finora
- NEMA Enclosure Types 11-05-2Documento9 pagineNEMA Enclosure Types 11-05-2Duron SaavedraNessuna valutazione finora
- 3862-SM04-M-VD-004-156 - A Py - Mad - Tech - PRC - 17-ADocumento6 pagine3862-SM04-M-VD-004-156 - A Py - Mad - Tech - PRC - 17-AjerrymcflyNessuna valutazione finora
- TransCanada Flange Bolt ProceduresDocumento11 pagineTransCanada Flange Bolt Proceduresjerrymcfly0% (1)
- Process Hazard Analysis (PHA) Procedure Rev 01Documento15 pagineProcess Hazard Analysis (PHA) Procedure Rev 01jerrymcfly0% (1)
- SP 2888Documento8 pagineSP 2888jerrymcflyNessuna valutazione finora
- SP-2889 Epl PDSDocumento4 pagineSP-2889 Epl PDSjerrymcflyNessuna valutazione finora
- ASME B31.3 Process Piping Fabrication InstallationDocumento21 pagineASME B31.3 Process Piping Fabrication InstallationMuhammed SulfeekNessuna valutazione finora
- Description: Plan 23 Is Recirculation of Process FluidDocumento1 paginaDescription: Plan 23 Is Recirculation of Process FluidsriguruprasathsNessuna valutazione finora
- En 12874Documento45 pagineEn 12874chintu_nimmagadda100% (1)
- Manual de Usuario Holiday PcwiDocumento12 pagineManual de Usuario Holiday PcwijerrymcflyNessuna valutazione finora
- Abbreviations For Material TreatmentDocumento3 pagineAbbreviations For Material Treatmentsurajkr23Nessuna valutazione finora
- EQ - Module - Cantilever MethodDocumento17 pagineEQ - Module - Cantilever MethodAndrea MalateNessuna valutazione finora
- Types of LogoDocumento3 pagineTypes of Logomark anthony ordonioNessuna valutazione finora
- DANZIG, Richard, A Comment On The Jurisprudence of The Uniform Commercial Code, 1975 PDFDocumento17 pagineDANZIG, Richard, A Comment On The Jurisprudence of The Uniform Commercial Code, 1975 PDFandresabelrNessuna valutazione finora
- Obsolescence 2. Book Value 3. Depreciation 4. Depletion EtcDocumento9 pagineObsolescence 2. Book Value 3. Depreciation 4. Depletion EtcKHAN AQSANessuna valutazione finora
- Desarme Del ConvertidorpdfDocumento7 pagineDesarme Del ConvertidorpdfDiego Orlando Santos BuitragoNessuna valutazione finora
- Center of Gravity and Shear Center of Thin-Walled Open-Section Composite BeamsDocumento6 pagineCenter of Gravity and Shear Center of Thin-Walled Open-Section Composite Beamsredz00100% (1)
- PowerhouseDocumento10 paginePowerhouseRanjan DhungelNessuna valutazione finora
- Voltaire's Candide and the Role of Free WillDocumento3 pagineVoltaire's Candide and the Role of Free WillAngy ShoogzNessuna valutazione finora
- Pfrs 16 LeasesDocumento4 paginePfrs 16 LeasesR.A.Nessuna valutazione finora
- Ch. 7 - Audit Reports CA Study NotesDocumento3 pagineCh. 7 - Audit Reports CA Study NotesUnpredictable TalentNessuna valutazione finora
- Keberhasilan Aklimatisasi Dan Pembesaran Bibit Kompot Anggrek Bulan (Phalaenopsis) Pada Beberapa Kombinasi Media TanamDocumento6 pagineKeberhasilan Aklimatisasi Dan Pembesaran Bibit Kompot Anggrek Bulan (Phalaenopsis) Pada Beberapa Kombinasi Media TanamSihonoNessuna valutazione finora
- The Wafer-God and the Bloody History of the VaticanDocumento58 pagineThe Wafer-God and the Bloody History of the VaticanMin Hotep Tzaddik BeyNessuna valutazione finora
- Principles of SamplingDocumento15 paginePrinciples of SamplingziggerzagNessuna valutazione finora
- The Polynesians: Task1: ReadingDocumento10 pagineThe Polynesians: Task1: ReadingHəşim MəmmədovNessuna valutazione finora
- RestrukturisasiDocumento17 pagineRestrukturisasimuhammad hayel wallaNessuna valutazione finora
- Rescue Triangle PDFDocumento18 pagineRescue Triangle PDFrabas_Nessuna valutazione finora
- AP Euro Unit 2 Study GuideDocumento11 pagineAP Euro Unit 2 Study GuideexmordisNessuna valutazione finora
- Future Design of Accessibility in Games - A Design Vocabulary - ScienceDirectDocumento16 pagineFuture Design of Accessibility in Games - A Design Vocabulary - ScienceDirectsulaNessuna valutazione finora
- MVJUSTINIANI - BAFACR16 - INTERIM ASSESSMENT 1 - 3T - AY2022 23 With Answer KeysDocumento4 pagineMVJUSTINIANI - BAFACR16 - INTERIM ASSESSMENT 1 - 3T - AY2022 23 With Answer KeysDe Gala ShailynNessuna valutazione finora
- Body Scan AnalysisDocumento9 pagineBody Scan AnalysisAmaury CosmeNessuna valutazione finora
- Tupperware India's Perception StudyDocumento10 pagineTupperware India's Perception StudyAnmol RahangdaleNessuna valutazione finora
- Learning Online: Veletsianos, GeorgeDocumento11 pagineLearning Online: Veletsianos, GeorgePsico XavierNessuna valutazione finora
- Call SANROCCO 11 HappybirthdayBramanteDocumento8 pagineCall SANROCCO 11 HappybirthdayBramanterod57Nessuna valutazione finora
- Startups Helping - India Go GreenDocumento13 pagineStartups Helping - India Go Greensimran kNessuna valutazione finora
- 7 Tactical Advantages of Explainer VideosDocumento23 pagine7 Tactical Advantages of Explainer Videos4ktazekahveNessuna valutazione finora
- EG-45-105 Material Information Sheet (Textura) V2Documento4 pagineEG-45-105 Material Information Sheet (Textura) V2GPRNessuna valutazione finora
- Published Filer List 06072019 Sorted by CodeDocumento198 paginePublished Filer List 06072019 Sorted by Codeherveduprince1Nessuna valutazione finora
- France: French HistoryDocumento16 pagineFrance: French HistoryMyroslava MaksymtsivNessuna valutazione finora
- Analysis of VariancesDocumento40 pagineAnalysis of VariancesSameer MalhotraNessuna valutazione finora