Potrebbero piacerti anche
- Group Case Study Rubric 3Documento3 pagineGroup Case Study Rubric 3Saraswathi Asirvatham67% (3)
- Basic Terms/Concepts IN Analytical ChemistryDocumento53 pagineBasic Terms/Concepts IN Analytical ChemistrySheralyn PelayoNessuna valutazione finora
- Ijct 1 (5) 305-307 PDFDocumento3 pagineIjct 1 (5) 305-307 PDFAnonymous v5uipHNessuna valutazione finora
- Solek - Identification of The Steel - AMM - 1 - 2017Documento6 pagineSolek - Identification of The Steel - AMM - 1 - 2017A ChakourNessuna valutazione finora
- Effect of Finish Rolling Temperature On The MicrosDocumento16 pagineEffect of Finish Rolling Temperature On The Microsfadelomar28_gmail_coNessuna valutazione finora
- A Study On The Integration Model of Heat Transfer in An Engine Fin SystemDocumento7 pagineA Study On The Integration Model of Heat Transfer in An Engine Fin SystemSYED KHAJA nizam uddinNessuna valutazione finora
- Leak Tightness Analysis of Bolted Body Flange of Heat Exchanger Near Pass Partition PlateDocumento6 pagineLeak Tightness Analysis of Bolted Body Flange of Heat Exchanger Near Pass Partition PlateAcacio VieiraNessuna valutazione finora
- Parametric Study of Thermal Behavior of Thrust Chamber Cooling ChannelsDocumento12 pagineParametric Study of Thermal Behavior of Thrust Chamber Cooling ChannelsKarimaNessuna valutazione finora
- Variaciones Microestructurales en Una Soldadura de Acero Estructural de Alta ResistenciaDocumento10 pagineVariaciones Microestructurales en Una Soldadura de Acero Estructural de Alta Resistenciadavid perezNessuna valutazione finora
- Tensile Properties of Directionally Solidified AI-4 WT PCT Cu Alloys With Columnar and Equiaxed GrainsDocumento10 pagineTensile Properties of Directionally Solidified AI-4 WT PCT Cu Alloys With Columnar and Equiaxed GrainspaolaNessuna valutazione finora
- 40analysisofshell TubepcmstoragesystemDocumento8 pagine40analysisofshell TubepcmstoragesystemKerem Taha TekinNessuna valutazione finora
- Control of The Continuous Rheocasting Process 2Documento6 pagineControl of The Continuous Rheocasting Process 2vubahieu02Nessuna valutazione finora
- International Journal of Thermal Sciences: M.A. Akhavan-Behabadi, Ravi Kumar, M.R. Salimpour, R. AzimiDocumento7 pagineInternational Journal of Thermal Sciences: M.A. Akhavan-Behabadi, Ravi Kumar, M.R. Salimpour, R. AzimiIrene Lara AbadNessuna valutazione finora
- CFD Analysis of Flow Through Turbine Blade in 2D Cooling Channel With Square Rib TurbulatorsDocumento4 pagineCFD Analysis of Flow Through Turbine Blade in 2D Cooling Channel With Square Rib TurbulatorserpublicationNessuna valutazione finora
- Superalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Documento8 pagineSuperalloys 2000 Edited by T.M. Pollock, R.D. Kissinger, R.R. Bowman, K.A. Green, M. Mclean, S. Olson, and J.J. Schirm Tms Me Minerals, Metals &materials Society), 2000Pardhu YellaNessuna valutazione finora
- A Study On The Investmentcastinng of 17-4PH Stainless Steel Helical Impeller of Centrifugal PumpDocumento5 pagineA Study On The Investmentcastinng of 17-4PH Stainless Steel Helical Impeller of Centrifugal Pumpmridzuan69Nessuna valutazione finora
- Chen2009Heat Transfer Characteristics of Oscillating Flow Regenerators in Cryogenic Temperature Range Below 20 KDocumento7 pagineChen2009Heat Transfer Characteristics of Oscillating Flow Regenerators in Cryogenic Temperature Range Below 20 KJacyNessuna valutazione finora
- Sdof VibrationDocumento12 pagineSdof Vibrationevo2005_2006Nessuna valutazione finora
- Modelado de Las Soldaduras AluminotérmicasDocumento11 pagineModelado de Las Soldaduras AluminotérmicasAmbyLopezNessuna valutazione finora
- 1 s2.0 S1359431106000408 Main PDFDocumento11 pagine1 s2.0 S1359431106000408 Main PDFKulaNessuna valutazione finora
- Modelling Heat Transfer During Hot Rolling of Steel StripDocumento18 pagineModelling Heat Transfer During Hot Rolling of Steel Stripak123umtNessuna valutazione finora
- The TEMPCORE ProcessDocumento15 pagineThe TEMPCORE ProcessShanna Lee100% (1)
- A Novel Casting Process For Single Crystal Gas TurDocumento14 pagineA Novel Casting Process For Single Crystal Gas TurProf. Arshad Noor Siddiqui (D/o Mechanical Engineering)Nessuna valutazione finora
- Eagar 069Documento13 pagineEagar 069Eduardo PinheiroNessuna valutazione finora
- Yoshie 1992Documento10 pagineYoshie 1992Sesar Bastian MutaqinNessuna valutazione finora
- PhysicsDocumento5 paginePhysicsAditya Budi FauziNessuna valutazione finora
- Crude Oil Fouling in A Pilot-Scale Parallel Tube ApparatusDocumento10 pagineCrude Oil Fouling in A Pilot-Scale Parallel Tube Apparatusemi222222Nessuna valutazione finora
- Kalnins 2005Documento8 pagineKalnins 2005bahmanNessuna valutazione finora
- Krishna1997 - Gas Holdup in Slurry Bubble ColumnDocumento6 pagineKrishna1997 - Gas Holdup in Slurry Bubble ColumncailiiiNessuna valutazione finora
- Thermal Conductivity of Aluminium 6082-T6Documento6 pagineThermal Conductivity of Aluminium 6082-T6Kenneth LeeNessuna valutazione finora
- Numerical Simulation of Flow and Heat Transfer Around Hexagonal CylinderDocumento4 pagineNumerical Simulation of Flow and Heat Transfer Around Hexagonal CylinderTarek TarekNessuna valutazione finora
- Numerical Simulation of Sleeve Repair WeldingDocumento10 pagineNumerical Simulation of Sleeve Repair WeldingMaria Elena Escalante PérezNessuna valutazione finora
- Heat Treatment 9Documento10 pagineHeat Treatment 9watersoul.nNessuna valutazione finora
- Effect of Deep Cryogenic Treatment On The Microstructure and Mechanical Properties of HY-TUF SteelDocumento9 pagineEffect of Deep Cryogenic Treatment On The Microstructure and Mechanical Properties of HY-TUF SteelManoela IaconelliNessuna valutazione finora
- 35IJMPERDFEB201935Documento8 pagine35IJMPERDFEB201935TJPRC PublicationsNessuna valutazione finora
- A New Concept For Finite Element Simulation of Induction HeatingDocumento5 pagineA New Concept For Finite Element Simulation of Induction HeatingOthman Ben CheikhNessuna valutazione finora
- IJREI - Analysis of Calorimetric Measurement Bismuth and Tin SystemDocumento5 pagineIJREI - Analysis of Calorimetric Measurement Bismuth and Tin SystemIjrei JournalNessuna valutazione finora
- A Novel Constitutive Model For Hot Deformation Behaviors of Ti-6Al-4V Alloy Based On Probabilistic MethodDocumento9 pagineA Novel Constitutive Model For Hot Deformation Behaviors of Ti-6Al-4V Alloy Based On Probabilistic Methoddewang_yogesh3Nessuna valutazione finora
- Steel Research International - 2019 - HuDocumento8 pagineSteel Research International - 2019 - Hukartik pageNessuna valutazione finora
- Verification and Validation of COMSOL For Heat Transfer in Thin Rectangular Channels Using NACA Test ResultsDocumento14 pagineVerification and Validation of COMSOL For Heat Transfer in Thin Rectangular Channels Using NACA Test ResultsLiviu BadeaNessuna valutazione finora
- 1982 - Aibi - Heat Transfer Around Tubes in In-Line Tube Banks 2Documento8 pagine1982 - Aibi - Heat Transfer Around Tubes in In-Line Tube Banks 2arif aktaşNessuna valutazione finora
- CFD Analysis of Heat Transfer in Helical CoilDocumento5 pagineCFD Analysis of Heat Transfer in Helical CoilAnonymous kw8Yrp0R5rNessuna valutazione finora
- Calculation of Winding Temperatures in DistributionDocumento6 pagineCalculation of Winding Temperatures in DistributionKhashane Willy MohaleNessuna valutazione finora
- Mecanismo de Consumo de Energía en Un Votator Trommelen 1971 PDFDocumento10 pagineMecanismo de Consumo de Energía en Un Votator Trommelen 1971 PDFSebastian PinzonNessuna valutazione finora
- Numerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakDocumento9 pagineNumerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakHarris DanielNessuna valutazione finora
- Grace 1987Documento14 pagineGrace 1987HarshNessuna valutazione finora
- Modeling Heat EfficiencyDocumento21 pagineModeling Heat EfficiencyAndres MarinNessuna valutazione finora
- FrictionDocumento8 pagineFrictionperalta78Nessuna valutazione finora
- Forming of Hot Induction Bend From ERW Pipe of API 5L X70M GradeDocumento5 pagineForming of Hot Induction Bend From ERW Pipe of API 5L X70M Gradeعمرو احمد الجلادNessuna valutazione finora
- Forming of Hot Induction Bend From ERW Pipe of API 5L X70M GradeDocumento5 pagineForming of Hot Induction Bend From ERW Pipe of API 5L X70M Gradeعمرو احمد الجلادNessuna valutazione finora
- Perpindahan Panas 1 (Perpan 1) : Oleh: Ing. Reza Setiawan, M.TDocumento21 paginePerpindahan Panas 1 (Perpan 1) : Oleh: Ing. Reza Setiawan, M.TWindy AprillianiNessuna valutazione finora
- Material Properties GoodDocumento7 pagineMaterial Properties GoodhemakumarsNessuna valutazione finora
- Volumetric Flow Rate of Gas From Temperature LogsDocumento16 pagineVolumetric Flow Rate of Gas From Temperature LogsmbwassefNessuna valutazione finora
- Numerical Modelling of The Process of Tube Bending With Local Induction HeatingDocumento4 pagineNumerical Modelling of The Process of Tube Bending With Local Induction HeatingMuhammad NuhNessuna valutazione finora
- Cosine Wave Tube StructureDocumento15 pagineCosine Wave Tube StructureAbhishek kumarNessuna valutazione finora
- 1995-Circulating Fluidized Bed As A Catalytic Reactor - Experimental Study-OuyangDocumento9 pagine1995-Circulating Fluidized Bed As A Catalytic Reactor - Experimental Study-OuyangHasanNessuna valutazione finora
- In PressDocumento10 pagineIn Pressapi-3728640Nessuna valutazione finora
- MN SiDocumento8 pagineMN Sihayat.ansar2020Nessuna valutazione finora
- Analysis of A Counter Flow Parallel-Plate Heat ExchangerDocumento5 pagineAnalysis of A Counter Flow Parallel-Plate Heat ExchangerJohn Manuel BautistaNessuna valutazione finora
- Scraped Surface Heat Exchanger (Sshe) : AbstractDocumento9 pagineScraped Surface Heat Exchanger (Sshe) : AbstractAndres MarinNessuna valutazione finora
- A CCT Diagram For An Offshore Pipeline Steel of X70 TypeDocumento6 pagineA CCT Diagram For An Offshore Pipeline Steel of X70 TypeMaulana HidayatNessuna valutazione finora
- Types of Chemical Reactions: Synthesis and DecompositionDocumento3 pagineTypes of Chemical Reactions: Synthesis and DecompositionAlan MartínNessuna valutazione finora
- Community Profile and Baseline DataDocumento7 pagineCommunity Profile and Baseline DataEJ RaveloNessuna valutazione finora
- 147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComDocumento4 pagine147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComjeyesbelmenNessuna valutazione finora
- D E S C R I P T I O N: Acknowledgement Receipt For EquipmentDocumento2 pagineD E S C R I P T I O N: Acknowledgement Receipt For EquipmentTindusNiobetoNessuna valutazione finora
- FT2020Documento7 pagineFT2020Sam SparksNessuna valutazione finora
- Sheet-Metal Forming Processes: Group 9 PresentationDocumento90 pagineSheet-Metal Forming Processes: Group 9 PresentationjssrikantamurthyNessuna valutazione finora
- EPW, Vol.58, Issue No.44, 04 Nov 2023Documento66 pagineEPW, Vol.58, Issue No.44, 04 Nov 2023akashupscmadeeaseNessuna valutazione finora
- Functions of Theory in ResearchDocumento2 pagineFunctions of Theory in ResearchJomariMolejonNessuna valutazione finora
- Static Electrification: Standard Test Method ForDocumento10 pagineStatic Electrification: Standard Test Method Forastewayb_964354182Nessuna valutazione finora
- Engineering Management: Class RequirementsDocumento30 pagineEngineering Management: Class RequirementsMigaeaNessuna valutazione finora
- PDFDocumento653 paginePDFconstantinNessuna valutazione finora
- Saflex-Dg - 41 Data SheetDocumento5 pagineSaflex-Dg - 41 Data SheetrasheedgotzNessuna valutazione finora
- 53 English Work Book XDocumento292 pagine53 English Work Book XArun DhawanNessuna valutazione finora
- Week 3 Lab Arado, Patrick James M.Documento2 pagineWeek 3 Lab Arado, Patrick James M.Jeffry AradoNessuna valutazione finora
- Spectroscopic Methods For Determination of DexketoprofenDocumento8 pagineSpectroscopic Methods For Determination of DexketoprofenManuel VanegasNessuna valutazione finora
- SM EFATEX Rev D2 3 1 2018 PDFDocumento20 pagineSM EFATEX Rev D2 3 1 2018 PDFGuilhermePlacidoNessuna valutazione finora
- Chapter 11 AssignmentDocumento2 pagineChapter 11 AssignmentsainothegamerNessuna valutazione finora
- Vetoset CA541: Thickbed Cementitious Tile AdhesiveDocumento2 pagineVetoset CA541: Thickbed Cementitious Tile Adhesivemus3b1985Nessuna valutazione finora
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REDocumento6 pagineGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísNessuna valutazione finora
- Naval TV SystemDocumento24 pagineNaval TV Systemsharmasandeep0010Nessuna valutazione finora
- Hyundai SL760Documento203 pagineHyundai SL760Anonymous yjK3peI7100% (3)
- Ficha Tecnica Bomba Inyeccion MiniFlex EDocumento1 paginaFicha Tecnica Bomba Inyeccion MiniFlex Ejohn frader arrubla50% (2)
- Consecration of TalismansDocumento5 pagineConsecration of Talismansdancinggoat23100% (1)
- White Paper: 1 Definitive Guide To Data QualityDocumento18 pagineWhite Paper: 1 Definitive Guide To Data QualityGonçalo MartinsNessuna valutazione finora
- Topic One ProcurementDocumento35 pagineTopic One ProcurementSaid Sabri KibwanaNessuna valutazione finora
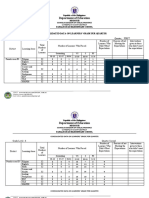
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDocumento4 pagineDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNessuna valutazione finora
- Spanish Greeting Card Lesson PlanDocumento5 pagineSpanish Greeting Card Lesson Planrobert_gentil4528Nessuna valutazione finora