Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Lean All
Caricato da
Dema DiasTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Lean All
Caricato da
Dema DiasCopyright:
Formati disponibili
Engineering Services
Lean Manufacturing Elimam & Gaafar 2006/1
Engineering Services
Lean Manufacturing
A 6-day training program
Tailored for LEONI
Abdelghani A. Elimam
Lotfi K. Gaafar
The American University in Cairo
June-July 2006
Lean Manufacturing Elimam & Gaafar 2006/2
Elimam and Gaafar 2006 1
Engineering Services
Course Objectives
The objective of this training program is
to introduce lean manufacturing and its
main requirements. Participants will
understand the lean manufacturing
approach and develop the skills to
successfully implement it. Participants
are expected to contribute to tailoring
case studies to their own environment.
Lean Manufacturing Elimam & Gaafar 2006/3
Course Outline
Overview of Lean Manufacturing
Waste Elimination
The TPM model
Quality Assurance
The Quality Link
The Toyota Production System
Lean Production Models
Implementation Tips
Lean Manufacturing Elimam & Gaafar 2006/4
Elimam and Gaafar 2006 2
Engineering Services
Lean Manufacturing Elimam & Gaafar 2006/5
What is Lean Manufacturing?
Lean production can be traced to the 1960s
in Japan, when Toyota Motors started
innovating changes in mass production to
deal with its domestic automotive market.
The term itself was coined by MIT
researchers to describe the collection of
efficiency improvements that Toyota Motors
undertook to survive in the Japanese
automobile business after World War II
Lean Manufacturing Elimam & Gaafar 2006/6
Elimam and Gaafar 2006 3
Engineering Services
What is Lean Manufacturing?
Two of the authors of The Machine that
Changed the World (Womack and
Jones) define lean as doing "more and
more with less and less-less human
effort, less equipment, less time, and
less space-while coming closer and
closer to providing customers with
exactly what they want"
Lean Manufacturing Elimam & Gaafar 2006/7
What is Lean Manufacturing?
Lean production is a term that embraces
many topics such as flexible manufacturing,
minimizing work-in-process, "pull" systems of
production control, and setup time reduction.
The term "lean production" was coined
around 1989 with the popularity of the book,
The Machine that Changed the World.
Lean Manufacturing Elimam & Gaafar 2006/8
Elimam and Gaafar 2006 4
Engineering Services
What is Lean Manufacturing?
According to another author of The
Machine that Changed the World, lean
production is based on four principles:
1. minimize waste
2. perfect first-time quality
3. flexible production lines
4. continuous improvement
Lean Manufacturing Elimam & Gaafar 2006/9
Mass Production vs. Lean Production
Mass Production Lean Production
Inventory buffers Minimum waste
Just-in-case deliveries Minimum inventory
Just-in-time deliveries
Acceptable quality level (AQL) Perfect first-time quality
Taylorism Worker teams
Maximum efficiency Worker involvement
Flexible production systems
If it ain't broke, don't fix it Continuous improvement
Lean Manufacturing Elimam & Gaafar 2006/10
Elimam and Gaafar 2006 5
Engineering Services
Lean Thinking roots in the Toyota Philosophy
Doing it all for the Multi-skilling
Customer TQM
Leveled production TPM
Pull system Poka Yoke
Continuous-flow SPC
production Standardized
work
Takt time
Kaizen
Lean Manufacturing Elimam & Gaafar 2006/11
Lean Manufacturing Elimam & Gaafar 2006/12
Elimam and Gaafar 2006 6
Engineering Services
Lean Manufacturing Elimam & Gaafar 2006/13
What is Total Productive Maintenance ( TPM )?
Total Productive Maintenance (TPM) is a
maintenance program which involves a
newly defined concept for maintaining
plants and equipment. The goal of the
TPM program is to markedly increase
production while, at the same time,
increasing employee morale and job
satisfaction.
Total = Everyone
Productive = No Waste
Maintenance = As new
Lean Manufacturing Elimam & Gaafar 2006/14 14
Elimam and Gaafar 2006 7
Engineering Services
Why TPM?
Avoid waste in a quickly changing
economic environment.
Produce goods without reducing
product quality.
Reduce cost.
Produce a low batch quantity at the
earliest possible time (JIT).
Goods send to the customers must be
non defective.
Lean Manufacturing Elimam & Gaafar 2006/15 15
TPM History
TPM is an innovative Japanese concept originating in 1951 with
preventive maintenance concepts taken from USA.
Nippondenso of the Toyota group was the first company to introduce
plant wide preventive maintenance in 1960.
Nippondenso added Autonomous maintenance done by production
operators.
The maintenance crew went in the equipment modification for
improving reliability. The modifications were made or incorporated in
new equipment. This led to maintenance prevention. Thus preventive
maintenance along with Maintenance prevention and Maintainability
Improvement gave birth to Productive Maintenance.
The aim of productive maintenance was to maximize plant and
equipment effectiveness to achieve optimum life cycle cost of
production equipment.
By then Nippondenso had made quality circles, involving the
employees participation. Thus all employees took part in
implementing Productive maintenance. Based on these developments
Nippondenso was awarded the distinguished plant prize for
developing and implementing TPM, by the Japanese Institute of Plant
Engineers ( JIPE ). Thus Nippondenso became the first company to
obtain the TPM certification.
Lean Manufacturing Elimam & Gaafar 2006/16 16
Elimam and Gaafar 2006 8
Engineering Services
TPM Objectives
Achieve Zero Defects, Zero Breakdown
and Zero accidents in all functional
areas of the organization.
Involve people in all levels of
organization.
Form different teams to reduce defects
and achieve Self Maintenance
Lean Manufacturing Elimam & Gaafar 2006/17 17
TPM Targets
Productivity
Obtain Minimum 80% OPE ( Overall
Plant Efficiency)
Obtain Minimum 90% OEE ( Overall
Equipment Efficiency)
Run the machines even during lunch.
(Lunch is for operators and not for
machines!)
Quality
No customer complaints
Lean Manufacturing Elimam & Gaafar 2006/18 18
Elimam and Gaafar 2006 9
Engineering Services
TPM Targets
Cost
Reduce manufacturing cost by 30%
Delivery
100% on time delivery
Safety
Accident free environment
Morale
Increase suggestions 3 folds. Develop
Multi-skilled and flexible workers
Lean Manufacturing Elimam & Gaafar 2006/19 19
Direct benefits of TPM
Increase productivity and OPE 1.5 or 2
times.
Rectify customer complaints.
Reduce manufacturing costs by 30%.
Satisfy customers needs 100 %
(Delivering the right quantity at the
right time, in the required quality.)
Reduce accidents.
Follow pollution control measures.
Lean Manufacturing Elimam & Gaafar 2006/20 20
Elimam and Gaafar 2006 10
Engineering Services
Indirect benefits of TPM
Higher confidence level among
employees.
Clean, neat and attractive work place.
Favorable change in the attitude of the
operators.
Achieving goals by working as team.
Horizontal deployment of a new
concept in all areas of the organization.
Knowledge and experience sharing.
Workers feel they own the machines.
Lean Manufacturing Elimam & Gaafar 2006/21 21
Pillars of TPM
Lean Manufacturing Elimam & Gaafar 2006/22 22
Elimam and Gaafar 2006 11
Engineering Services
PILLAR 1 - 5S
Japanese Term English Translation Equivalent 'S' term
Seiri Organization Sort
Seiton Tidiness Systematize
Seiso Cleaning Sweep
Seiketsu Standardization Standardize
Shitsuke Discipline Self - Discipline
Lean Manufacturing Elimam & Gaafar 2006/23 23
PILLAR 1 5S Sort
Priority Frequency of Use How to use
Less than once per year, Once Throw away, Store away
Low
per year from the workplace
At least 2/6 months, Once
Average Store together but offline
per month, Once per week
High Once Per Day Locate at the workplace
As a result of this step, the search time is reduced
Lean Manufacturing Elimam & Gaafar 2006/24 24
Elimam and Gaafar 2006 12
Engineering Services
PILLAR 1 - 5S
SEITON - Organize
The concept here is that "Each item has a
place, and only one place". The items should
be placed back after usage at the same place.
To identify items easily, name plates and
colored tags have to be used. Vertical racks
can be used for this purpose, and heavy
items occupy the bottom position in the
racks.
SEISO - Shine the workplace
This involves cleaning the work place free of
burrs, grease, oil, waste, scrap etc. No
loosely hanging wires or oil leakage from
machines.
Lean Manufacturing Elimam & Gaafar 2006/25 25
PILLAR 1 - 5S
SEIKETSU - Standardization
Employees have to discuss together and
decide on standards for keeping the work
place / Machines / pathways neat and clean.
These standards are implemented for whole
organization and are tested / inspected
randomly.
SHITSUKE - Self discipline
Considering 5S as a way of life and bring
about self-discipline among the employees of
the organization. This includes wearing
badges, following work procedures,
punctuality, dedication to the organization
etc.
Lean Manufacturing Elimam & Gaafar 2006/26 26
Elimam and Gaafar 2006 13
Engineering Services
PILLAR 1 - 5S
To Sort To Straighten
Ensure space for
Eliminate whats each thing, and a
not absolutely thing for each space.
necessary No more searching.
To Sustain
Visual Control & Maintain
continuous
the Workstation effort. This is a
way of life. To Sweep
To Sanitize Maintain a clean
and orderly space to
Improvement of make problems
the workstation. easily identifiable.
Be organized to Eliminate rejects
reduce clutter. and scrap..
Lean Manufacturing Elimam & Gaafar 2006/27 27
PILLAR 1 - 5S
Visual Control &
the Workstation
Ergonomics
Adapt the workstation to the
employee
- more security
- more comfort
Reduce waste
- excessive fatigue
- useless efforts and movement
- less physical constraints
Lean Manufacturing Elimam & Gaafar 2006/28 28
Elimam and Gaafar 2006 14
Engineering Services
PILLAR 2-JISHU HOZEN ( Autonomous maintenance)
This pillar is geared towards developing operators to be
able to take care of small maintenance tasks, thus
freeing up the skilled maintenance people to spend time
on more value added activities and technical repairs.
The operators are responsible for upkeep of their
equipment to prevent it from deteriorating.
Policy
Uninterrupted operation of equipments.
Flexible operators to operate and maintain other
equipments.
Eliminating the defects at source through active
employee participation.
Stepwise implementation of JH activities.
Lean Manufacturing Elimam & Gaafar 2006/29 29
PILLAR 2-JISHU HOZEN ( Autonomous maintenance)
Steps in JISHU HOZEN :
Preparation of employees (training).
Initial cleanup of machines.
Take counter measures
Fix tentative JH standards
General inspection
Autonomous inspection
Standardization
Autonomous management
Lean Manufacturing Elimam & Gaafar 2006/30 30
Elimam and Gaafar 2006 15
Engineering Services
PILLAR 2-JISHU HOZEN ( Autonomous maintenance)
Initial cleanup of machines
Supervisor and technician set a date for first cleaning
Arrange all items needed for cleaning
On the arranged date, employees should clean the equipment
completely with the help of maintenance department.
Dust, stains, oils and grease have to be removed.
Cleaning should cover:
Oil leakage, loose wires, unfastened nuts and bolts and worn out parts.
After clean up problems are categorized and suitably tagged.
White tags are placed where problems can be solved by operators.
Pink tags are placed where the aid of maintenance department is
needed.
Contents of tag is transferred to a register.
Inaccessible areas are noted
Finally close the open parts of the machine and run the machine
Lean Manufacturing Elimam & Gaafar 2006/31 31
PILLAR 2-JISHU HOZEN ( Autonomous maintenance)
Counter Measures
Inaccessible regions must be reached easily. (e.g. If
there are many screw to open a fly wheel door, hinge
door can be used. Instead of opening a door for
inspecting the machine, acrylic sheets can be used.)
Machine parts should be modified to prevent
accumulation of dirt and dust.
Tentative Standard :
JH schedule has to be made and followed strictly.
Schedule should be made regarding cleaning,
inspection and lubrication and it also should include
details like when, what and how.
Lean Manufacturing Elimam & Gaafar 2006/32 32
Elimam and Gaafar 2006 16
Engineering Services
PILLAR 2-JISHU HOZEN ( Autonomous maintenance)
General Inspection
Employees are trained in disciplines like pneumatics, electrical,
hydraulics, lubricant and coolant, drives, bolts, nuts and Safety.
This is necessary to improve the technical skills of employees and to use
inspection manuals correctly.
After acquiring this new knowledge the employees should share this
with others.
By acquiring this new technical knowledge, the operators are now well
aware of machine parts.
Autonomous Inspection
New methods of cleaning and lubricating are used.
Each employee prepares his own autonomous chart / schedule in
consultation with supervisor.
Parts which have never given any problem or parts which don't need
any inspection are removed from list permanently based on experience.
Inspection that is made in preventive maintenance is included in JH.
The frequency of cleanup and inspection is reduced based on
experience.
Lean Manufacturing Elimam & Gaafar 2006/33 33
PILLAR 2-JISHU HOZEN ( Autonomous maintenance)
Standardization
Previous steps focused on machinery/equipment only.
In this step the surroundings of machinery are
organized, such that there is no searching or searching
time is reduced.
Work environment is modified such that there is no
difficulty in getting any item.
Everybody should follow the work instructions strictly.
Necessary spares for equipments is planned and
procured.
Autonomous Management :
OEE and OPE and other TPM targets must be achieved
by continuous improve through Kaizen.
PDCA ( Plan, Do, Check and Act ) cycle must be
implemented for Kaizen.
Lean Manufacturing Elimam & Gaafar 2006/34 34
Elimam and Gaafar 2006 17
Engineering Services
PILLAR 3 - KOBETSU KAIZEN
"Kai" means change, and "Zen" means good (for the better)
Small improvements carried out on a continual basis.
Involve all people in the organization.
Kaizen is opposite to big spectacular innovations and
requires no or little investment.
A very large number of small improvements are more
effective in an organizational environment than a few
improvements of large value.
This pillar is aimed at reducing losses in the workplace that
affect efficiencies.
By using a detailed and thorough procedure we eliminate
losses in a systematic method using various Kaizen tools.
Not limited to production areas (Administrative areas as
well).
Lean Manufacturing Elimam & Gaafar 2006/35 35
PILLAR 3 - KOBETSU KAIZEN
Kaizen Target :
Achieve and sustain zero loses with respect to minor
stops, measurement and adjustments, defects and
unavoidable downtimes. It also aims to achieve 30%
manufacturing cost reduction.
Kaizen Policy:
Practice concepts of zero losses in every sphere of
activity.
relentless pursuit to achieve cost reduction targets
in all resources
Relentless pursuit to improve over all plant
equipment effectiveness.
Extensive use of PM analysis as a tool for eliminating
losses.
Focus on easy handling by operators.
Lean Manufacturing Elimam & Gaafar 2006/36 36
Elimam and Gaafar 2006 18
Engineering Services
PILLAR 3 - KOBETSU KAIZEN
Tools used in Kaizen
PM analysis
Why - Why analysis
Summary of losses
Kaizen register
Kaizen summary sheet
TPM aims at maximization of machine utilization and
not merely machine availability maximization. As
one of the pillars of TPM activities, Kaizen pursues
efficient equipment, operator and material and
energy utilization, that is extremes of productivity
and aims at achieving substantial effects. Kaizen
activities try to thoroughly eliminate 16 major losses
Lean Manufacturing Elimam & Gaafar 2006/37 37
PILLAR 3 KOBETSU KAIZEN (Losses)
Losses that impede equipment efficiency
Failure losses - Breakdown loss
Setup / adjustment loss
Tool loss
Start up loss
Minor stoppage / Idling loss.
Speed loss - operating at low speeds.
Defect / rework loss
Scheduled downtime loss
Lean Manufacturing Elimam & Gaafar 2006/38 38
Elimam and Gaafar 2006 19
Engineering Services
PILLAR 3 KOBETSU KAIZEN (Losses)
Loses that impede human work efficiency
Management loss
Operating motion loss
Line organization loss
Logistic loss
Measurement and adjustment loss
Losses that impede efficient use of production
resources
Energy loss
Die, jig and tool breakage loss
Yield loss
Lean Manufacturing Elimam & Gaafar 2006/39 39
PILLAR 3 KAIZEN (Classification of losses)
Aspect Sporadic Loss Chronic Loss
Causes for this failure can This loss cannot be easily
be easily traced. Cause- identified and solved.
Causation
effect relationship is Even if various counter
simple to trace. measures are applied
This type of loss is caused
Easy to establish a remedial by hidden defects in
Remedy
measure machine, equipment and
methods.
A single cause is rare - a
Impact / Loss A single loss can be costly combination of causes
trends to be a rule
The frequency of
The frequency of loss is
Frequency of occurrence occurrence is low and
higher.
occasional.
Specialists in process
Usually the line personnel in engineering, quality
Corrective action the production can assurance and
attend to this problem. maintenance people are
required.
Lean Manufacturing Elimam & Gaafar 2006/40 40
Elimam and Gaafar 2006 20
Engineering Services
Elimination of Wastes and Continuous Improvement
The Approach The Means The Strategy
Elimination of One piece flow
wastes SMED Leadtime
Visual Controls
KAIZEN Workplace Costs
Organization
Kanban Quality the
Continuous Standard Work
Improvement First Time
Process Control
Total Productive
Maintenance
Poka-Yoke
Lean Manufacturing Elimam & Gaafar 2006/41
PILLAR 4 - PLANNED MAINTENANCE
The objective is trouble free machines and
equipment producing defect free products for total
customer satisfaction.
Preventive Maintenance
Breakdown Maintenance
Corrective Maintenance
Maintenance Prevention
With Planned Maintenance we evolve our efforts
from a reactive to a proactive method and use
trained maintenance staff to help train the
operators to better maintain their equipment.
Lean Manufacturing Elimam & Gaafar 2006/42 42
Elimam and Gaafar 2006 21
Engineering Services
PILLAR 4 - PLANNED MAINTENANCE
Policy
Achieve and sustain availability of machines
Optimum maintenance cost.
Reduces spares inventory.
Improve reliability and maintainability of machines.
Targets
Zero equipment failure and breakdown.
Improve reliability and maintainability.
Reduce maintenance cost.
Ensure availability of spares all the time
Lean Manufacturing Elimam & Gaafar 2006/43 43
PILLAR 4 - PLANNED MAINTENANCE
Six steps in Planned maintenance
1. Equipment evaluation and recording present status.
2. Restoring deterioration and improving weakness.
3. Building up information management system.
4. Preparing time based information system and
selecting equipment, parts and members and
mapping out plan.
5. Preparing predictive maintenance system by
introducing equipment diagnostic techniques.
6. Evaluation of planned maintenance.
Lean Manufacturing Elimam & Gaafar 2006/44 44
Elimam and Gaafar 2006 22
Engineering Services
PILLAR 5 - QUALITY MAINTENANCE
Focus is on eliminating non-conformances in a
systematic manner, much like Focused Improvement.
We gain understanding of what parts of the equipment
affect product quality and begin to eliminate current
quality concerns, then move to potential quality
concerns. Transition is from reactive to proactive
(Quality Control to Quality Assurance).
QM activities is to set equipment conditions that
preclude quality defects, based on the basic concept of
maintaining perfect equipment to maintain perfect
quality of products. The condition are checked and
measure in time series to verify that measure values
are within standard values to prevent defects. The
transition of measured values is watched to predict
possibilities of defects occurring and to take counter
measures before problems develop.
Lean Manufacturing Elimam & Gaafar 2006/45 45
PILLAR 5 - QUALITY MAINTENANCE
Policy
Defect free conditions and control of equipments.
QM activities to support quality assurance.
Focus on prevention of defects at source
Focus on poka-yoke. ( error proof system )
In-line detection and segregation of defects.
Effective implementation of operator quality
assurance.
Target
Achieve and sustain customer complaints at zero.
Reduce in-process defects.
Reduce cost of quality.
Lean Manufacturing Elimam & Gaafar 2006/46 46
Elimam and Gaafar 2006 23
Engineering Services
PILLAR 5 - QUALITY MAINTENANCE
Data requirements
Quality defects are classified as customer end
defects and in house defects. For customer-end
data, we have to get data on:
Customer end line rejection
Field complaints.
In-house, data include data related to products
and data related to process
Lean Manufacturing Elimam & Gaafar 2006/47 47
PILLAR 5 - QUALITY MAINTENANCE
Data related to product:
Product wise defects
Severity of the defect and its contribution major/minor
Location of the defect with reference to the layout
Magnitude and frequency of its occurrence at each stage
Occurrence trend in beginning and the end of each
production/process/changes.
Occurrence trend with respect to restoration of
breakdown/modifications/periodical replacement of components.
Data related to processes:
The operating condition for individual sub-process related to men,
method, material and machine.
The standard settings/conditions of the sub-process
The actual record of the settings/conditions during the defect
occurrence.
Lean Manufacturing Elimam & Gaafar 2006/48 48
Elimam and Gaafar 2006 24
Engineering Services
PILLAR 6 - TRAINING
Aims at:
Multi-skilled revitalized employees whose morale is
high and who are eager to come to work and
perform all required functions effectively and
independently.
"Know-How" and "Know-why".
Four phases of skill:
Phase 1 : Do not know.
Phase 2 : Know the theory but cannot do.
Phase 3 : Can do but cannot teach.
Phase 4 : Can do and also teach.
Lean Manufacturing Elimam & Gaafar 2006/49 49
PILLAR 6 - TRAINING
Policy
Focus on improvement of knowledge, skills and
techniques.
Creating a training environment for self learning
based on felt needs.
Training curriculum / tools /assessment etc geared
to employee revitalization.
Training to remove employee fatigue and make work
enjoyable.
Target
Achieve and sustain downtime due to want at zero
on critical machines.
Achieve and sustain zero losses due to lack of
knowledge / skills / techniques.
Aim for 100 % participation in suggestion schemes.
Lean Manufacturing Elimam & Gaafar 2006/50 50
Elimam and Gaafar 2006 25
Engineering Services
PILLAR 6 - TRAINING
Steps in Educating and training activities
Setting policies and priorities and checking present
status of education and training.
Establishing a training system for operation and
maintenance skill upgrade.
Preparing a training calendar.
Kick-off of the system for training.
Training employees for upgrading the operation
and maintenance skills.
Evaluating activities and studying future changes.
Lean Manufacturing Elimam & Gaafar 2006/51 51
PILLAR 7 - OFFICE TPM
Office TPM should be started after activating four
other pillars of TPM (JH, KK, QM, PM). Office TPM
must be followed to improve productivity,
efficiency in the administrative functions and
identify and eliminate losses. This includes
analyzing processes and procedures towards
increased office automation.
Lean Manufacturing Elimam & Gaafar 2006/52 52
Elimam and Gaafar 2006 26
Engineering Services
PILLAR 7 - OFFICE TPM
Office TPM addresses twelve major losses:
Processing loss
Cost losses in areas including procurement,
accounts, marketing, and sales
Communication loss
Idle loss
Set-up loss
Accuracy loss
Office equipment breakdown
Communication channel breakdown
Time spent on retrieval of information
Non availability of correct online stock status
Customer complaints due to logistics
Expenses on emergency dispatches/purchases
Lean Manufacturing Elimam & Gaafar 2006/53 53
PILLAR 7 - OFFICE TPM
Kobetsu Kaizen topics for Office TPM:
Inventory reduction
Lead time reduction of critical processes
Motion & space losses
Retrieval time reduction
Balancing the work load
Achieving zero breakdown of office equipment
like telephone and fax lines.
Lean Manufacturing Elimam & Gaafar 2006/54 54
Elimam and Gaafar 2006 27
Engineering Services
PILLAR 7 - OFFICE TPM
P Q C D S M in Office TPM
P Production output lost due to want of material, Manpower
productivity, Production output lost due to want of tools.
Q Mistakes in preparation of checks, bills, invoices, payroll,
Customer returns/warranty attributable to BOPs,
Rejection/rework in BOPs/job work, Office area rework.
C Buying cost/unit produced, Cost of logistics
inbound/outbound, Cost of carrying inventory, Cost of
communication.
D Logistics losses (Delay in loading/unloading)
Delay in delivery due to any of the support functions
Delay in payments to suppliers
Delay in information
S Safety in material handling/stores/logistics, Safety of soft and
hard data.
M Number of kaizens in office areas.
Lean Manufacturing Elimam & Gaafar 2006/55 55
PILLAR 7 - OFFICE TPM
Extension of office TPM to suppliers and distributors
This is essential, but only after we have done as
much as possible internally. With suppliers it will
lead to on-time delivery, improved in-coming
quality and cost reduction. With distributors it will
lead to accurate demand generation, improved
secondary distribution and reduction in damages
during storage and handling. In any case we will
have to teach them based on our experience and
practice and highlight gaps in the system which
affect both sides. In case of some of the larger
companies, they have started to support clusters
of suppliers.
Lean Manufacturing Elimam & Gaafar 2006/56 56
Elimam and Gaafar 2006 28
Engineering Services
PILLAR 7 - OFFICE TPM
Benefits of Office TPM
Involvement of all people in support functions for focusing on better
plant performance
Better utilized work area
Reduction of repetitive work
Reduction of inventory levels in all parts of the supply chain
Reduction of administrative costs
Reduction of inventory carrying costs
Reduction in number of files
Reduction of overhead costs (to include cost of non-production/non
capital equipment)
Productivity of people in support functions
Reduction in breakdown of office equipment
Reduction of customer complaints due to logistics
Reduction in expenses due to emergency dispatches/purchases
Reduced manpower
Clean and pleasant work environment.
Lean Manufacturing Elimam & Gaafar 2006/57 57
SMED
Lean Manufacturing Elimam & Gaafar 2006/58 58
Elimam and Gaafar 2006 29
Engineering Services
SMED Principles
1. Separate internal setup from external
setup
2. Convert internal setup to external
setup
3. Streamline all aspects of setup
4. Perform setup activities in parallel or
eliminate them entirely
Based on information from Russell/Taylor Oper Mgt 3/e
Lean Manufacturing Elimam & Gaafar 2006/59
Reducing Setup Time
Preset desired settings
Use quick fasteners
Use locator pins
Prevent misalignments
Eliminate tools
Make movements easier
Based on information from Russell/Taylor Oper Mgt 3/e
Lean Manufacturing Elimam & Gaafar 2006/60
Elimam and Gaafar 2006 30
Engineering Services
SMED
Ultimately, SMED focuses on reducing changeover
and set-up times, thus enabling organizations to:
Produce smaller lots of products and services more
frequently.
Develop a broader scope of products and services.
Reduce quality defects towards zero.
Meet Customer Expectations.
Lean Manufacturing Elimam & Gaafar 2006/61
Benefits of SMED
Increased customer service levels and profits
Via Waste Elimination resulting in:
Reduced Lead Times-Faster Delivery
Zero Inventories-Reduced Working Capital
Improved Quality
Improved Safety
Smaller lots of products-flexibility
Diversified Product & Service Options
Lean Manufacturing Elimam & Gaafar 2006/62
Elimam and Gaafar 2006 31
Engineering Services
Poka-Yoke
3.5 inch diskette cannot be inserted unless
diskette is oriented correctly. This is as far as
a disk can be inserted upside-down.
The beveled corner of the diskette pushes a
stop in the disk drive out of the way allowing
the diskette to be inserted. This feature, along
with the fact that the diskette is not square,
prohibit incorrect orientation.
From http://csob.berry.edu/faculty/jgrout/everyday.html
Lean Manufacturing Elimam & Gaafar 2006/63 63
Poka-Yoke
File cabinets can fall over if too many
drawers are pulled out
For some file cabinets, opening one drawer
locks all the rest, reducing the chance of the
file cabinet tipping.
From http://csob.berry.edu/faculty/jgrout/everyday.html
Lean Manufacturing Elimam & Gaafar 2006/64 64
Elimam and Gaafar 2006 32
Engineering Services
Poka-Yoke
Automobile controls have a mistake-proofing
device to insure that the key is in the on
position before allowing the driver to shift out
of park. The keys cannot be removed until
the car is in park.
Filling pipe insert keeps larger, leaded-fuel
nozzle from being inserted
gas cap tether does not allow the motorist to
drive off without the cap
gas cap is fitted with ratchet to signal proper
tightness and prevent over-tightening.
From http://csob.berry.edu/faculty/jgrout/everyday.html
Lean Manufacturing Elimam & Gaafar 2006/65 65
Poka-Yoke
Electronic door locks can have three
mistake-proofing devices:
insures that no door is left unlocked.
doors automatically lock when the car
exceeds 18 miles an hour.
lock won't operate when door is open and the
engine is running.
Even bathroom sinks have a mistake-proofing
device. It is the little hole near the top of the
sink that helps prevent overflows.
From http://csob.berry.edu/faculty/jgrout/everyday.html
Lean Manufacturing Elimam & Gaafar 2006/66 66
Elimam and Gaafar 2006 33
Engineering Services
Poka-Yoke
This iron turns off automatically when it is left
unattended or when it is returned to its holder
The dryer stops operating when the door is
opened, which prevents injuries.
From http://csob.berry.edu/faculty/jgrout/everyday.html
Lean Manufacturing Elimam & Gaafar 2006/67 67
Poka-Yoke
This wall mounted hair dryer has two slots on
either side of the switch. (One slot is partially
covered by my thumb.) The bracket on the
wall has two pointed prongs that go through
the two slots and turn the dryer off if the user
neglected to do so.
The sink is fitted with light sensors. These
sensors insure that the water is turned off in
the sink (a urinal is flushed).
From http://csob.berry.edu/faculty/jgrout/everyday.html
Lean Manufacturing Elimam & Gaafar 2006/68 68
Elimam and Gaafar 2006 34
Engineering Services
TPM Implementation- 12 steps
Announcement to introduce TPM
Introductory education campaign for the workforce
Preparation TPM Promotion (special committees)
Establish basic TPM policies and goals
Preparation and Formulation of a master plan
Kick-off Invite customers, affiliated companies and subcontractors
Develop an equipment management program
Develop a planned maintenance program
Implementation Develop an autonomous maintenance program
Increase skills of production and maintenance personnel
Develop early equipment management program
Stabilization Perfect TPM implementation and raise TPM levels
Lean Manufacturing Elimam & Gaafar 2006/69
TPM Benefits
Increased equipment productivity
Reduced equipment downtime
Increased plant capacity
Lower maintenance and production
costs
Approaching zero equipment-caused
defects
Enhanced job satisfaction
Increased Return On Investment
Lean Manufacturing Elimam & Gaafar 2006/70
Elimam and Gaafar 2006 35
Engineering Services
TPM Awards
Each year, JIPM offers TPM Awards to plants for exemplary TPM
achievements. The TPM Awards Committee, consisting of the
professors and JIPM experts, selects Award winners on the basis
of the Preliminary Assessment, Document Assessment and the
Final (On-site) Assessment. Award Categories are:
Award for World-Class TPM Achievement
Special Award for TPM Achievement
Award for Excellence in Consistent TPM Commitment-First
Category
Award for TPM Excellence-First Category
Award for Excellence in Consistent TPM Commitment-Second
Category
Award for TPM Excellence-Second Category
Eligibility, schedule and criteria, please contact award-
office@jipm.or.jp
Lean Manufacturing Elimam & Gaafar 2006/71
Sources and Bibliography
www.plant-maintenance.com/index.shtml
Groover, M. P. 2001. Automation, Production Systems,
and Computer-Integrated Manufacturing, Second Edition,
Prentice Hall
http://www.ct-yankee.com/lean/smed.html#origin
http://www.maint2k.com/what-is-tpm.html
http://www.plant-
maintenance.com/articles/RCMvTPM.shtml
TPM for every operator by Japan institute of plant
maintenance
Autonomous Maintenance in seven steps - implementing
TPM on the shop floor by Masaji Tajiri and Fumio Gotoh
TPM New Implementation Program in Fabrication and
Assembly Industries, edited by Kunio Shirose, Japan
Institute of Plant Maintenance.
Lean Manufacturing Elimam & Gaafar 2006/72 72
Elimam and Gaafar 2006 36
Engineering Services
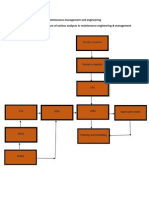
Quality Assurance
and Management
This presentation uses information from Presentations by Dr. D. C. Montgomery
Lean Manufacturing Elimam & Gaafar 2006/73
Main Topics
Quality assurance
The ISO 9000:2000 model for quality assurance and
management
Documentation and auditing
Total quality management
The 6 model for implementing total quality management
Quality Tools
process capability
Control charts
Lean Manufacturing Elimam & Gaafar 2006/74
Elimam and Gaafar 2006 37
Engineering Services
Quality
"The totality of characteristics on an entity that bear on
its ability to satisfy stated or implied needs"
(ISO 8402: Quality - Vocabulary)
Conformance to stated (agreed) requirements
Doing the right things right the first time and every
time
Value for money
more features,
courteous service,
low purchase cost,
low after sale cost.
Lean Manufacturing Elimam & Gaafar 2006/75
Dimensions of Quality
Performance Aesthetics
Reliability Features
Durability Perceived Quality
Serviceability Conformance to
standards
Quality means fitness for use
- quality of design
- quality of conformance
Quality is inversely proportional to variability.
Lean Manufacturing Elimam & Gaafar 2006/76
Elimam and Gaafar 2006 38
Engineering Services
Dimensions of Quality
Quality is:
Defined as conformance to
requirements, not goodness.
Achieved through prevention, not
appraisal.
Measured by the price of
nonconformance, not indexes.
The quality performance standard is zero
defects, not acceptable quality levels
Lean Manufacturing Elimam & Gaafar 2006/77
Quality Characteristics
Physical - length, weight, voltage, viscosity
Sensory - taste, appearance, color
Time Orientation - reliability, durability,
serviceability
Specifications
Quality characteristics being measured are
often compared to standards or specifications.
Nominal or target value
Upper Specification Limit (USL)
Lower Specification Limit (LSL)
Lean Manufacturing Elimam & Gaafar 2006/78
Elimam and Gaafar 2006 39
Engineering Services
Quality and Variability
Quality improvement requires the reduction
of variability in processes and products
Sources of variability:
Processes
People
Equipment
Surroundings
Lean Manufacturing Elimam & Gaafar 2006/79
Causes of Variation
What prevents perfection? Process variation...
Natural Causes Assignable Causes
Inherent to process Exogenous to process
Random Not random
Cannot be controlled Controllable
Cannot be prevented Preventable
Examples Examples
weather tool wear
accuracy of measurements Monday effect
capability of machine poor maintenance
Lean Manufacturing Elimam & Gaafar 2006/80
Elimam and Gaafar 2006 40
Engineering Services
Quality Evolution
1. Inspection 5. Quality Planning
2. Quality Control 6. Quality Management
3. Quality Assurance 7. Total Quality
4. Quality Engineering Management
Three Important Leaders
W. Edwards Deming
- Emphasis on statistical methods in quality
improvement (14 points)
Joseph Juran
- Emphasis on managerial role in quality
implementation
Armand V. Feigenbaum
- Emphasis on organizational structure
Lean Manufacturing Elimam & Gaafar 2006/81
Words of Wisdom
Demings Deadly Sins
Lack of Constancy
Concentration on Short-Term Profits
Over-reliance on Performance Appraisals
Job Hopping
Overemphasis on Visible Figures
Crosbys Absolutes for Quality Management
Quality is Conformance to Requirements, Not Goodness
Quality Systems Amount to Prevention
Zero Defects Define the Performance Standard
Measurement of Quality is the Price of Nonconformance
Lean Manufacturing Elimam & Gaafar 2006/82
Elimam and Gaafar 2006 41
Engineering Services
A Brief History of Quality
Walter Shewhart (1924) introduced
statistical control chart concepts.
The American Society for Quality
Control formed in 1946 (now known
as the American Society for Quality
(ASQ)).
1950s and 1960s saw an increase in
reliability engineering, experimental
design, and statistical quality control
Competition from foreign industries
(Japan) increases during the 1970s
and 1980s.
Lean Manufacturing Elimam & Gaafar 2006/83
A Brief History of Quality
Statistical methods for quality
improvement use increases in the United
States during the 1980s
Total Quality Management (TQM) emerges
during 1970s and into the 1980s as an
important management tool to implement
statistical methods.
Malcolm Baldridge National Quality Award
is established in 1988.
ISO 9000 certification activities increase
in U.S. industry in the 1990s.
Motorolas Six-Sigma initiative begins in
the late 1980s.
Lean Manufacturing Elimam & Gaafar 2006/84
Elimam and Gaafar 2006 42
Engineering Services
Quality Costs
Quality Costs are those categories of costs
that are associated with producing,
identifying, avoiding, or repairing products
that do not meet requirements. These costs
are:
Prevention Costs
Appraisal Costs
Internal Failure Costs
External Failure Costs
Lean Manufacturing Elimam & Gaafar 2006/85
Quality Costs
Prevention costs
Costs to prevent non-conformance "Make it right
the first time"
Quality planning and engineering
New products review
Product/process design
Process control
Burn-in
Quality data acquisition and analysis
Lean Manufacturing Elimam & Gaafar 2006/86
Elimam and Gaafar 2006 43
Engineering Services
Quality Costs
Prevention costs (continued)
Technical support for vendors
Quality-certified suppliers
Integrated system development
Quality circles
Quality improvement projects
Preventive maintenance
Quality training of employees
Lean Manufacturing Elimam & Gaafar 2006/87
Quality Costs
Appraisal costs
Costs to insure conformance to requirements and
standards
Inspection and test of incoming material
Inspection and test of products
Destructive tests
Calibration
Maintenance of test equipment and machines
Quality audits of products and processes
End of process sampling and processes testing
Field testing
Vendor audits and sample testing
Lean Manufacturing Elimam & Gaafar 2006/88
Elimam and Gaafar 2006 44
Engineering Services
Quality Costs
Internal failure costs
Product failure before delivery costs
Scrap
Rework
Retest
Failure analysis
Downtime
Throughput losses
Downgrading
Lean Manufacturing Elimam & Gaafar 2006/89
Quality Costs
External failure costs
Product failure after delivery costs
Customer complaint processing
Lost sales
Returned goods and replacements
Restoration of reputation
Investigation of defects
Warranty claims and adjustments
Product recalls
Product-liability settlements
Lean Manufacturing Elimam & Gaafar 2006/90
Elimam and Gaafar 2006 45
Engineering Services
Quality Measures
Financial Measures of Quality
Total costs of quality as a percentage of net sales
Ratio of costs of conformance to total costs of quality
Ratio of costs of nonconformance to total costs of
quality
Costs of nonconformance as a percentage of new
sales
Non-Financial Measures of Quality
Product design quality.
Vendor performance.
Production performance.
Delivery cycle time.
Customer satisfaction.
Lean Manufacturing Elimam & Gaafar 2006/91
Quality Tools: Tutorial
Quantitative data analysis
Run charts
Scatter Diagrams
Pareto charts
Histograms
Cause-and-Effect Diagrams
Sampling plans
Lean Manufacturing Elimam & Gaafar 2006/92
Elimam and Gaafar 2006 46
Engineering Services
Variation- Why?
Lean Manufacturing Elimam & Gaafar 2006/93
Variation- Types
Variables are either Random or systematic.
Variables may also be classified as attribute or numerical.
Attribute variables describe properties such as color or
quality.
Numerical variables may be classified as Discrete or
Continuous.
Lean Manufacturing Elimam & Gaafar 2006/94
Elimam and Gaafar 2006 47
Engineering Services
Random Variables
Their values cannot be predicted accurately.
Formally, a random variable is a function that assigns a real
number to each outcome in the sample space of a random
experiment.
Examples include:
The number of students passing an exam out of 25 students.
The time to the first failure of a computer which is known to
fail, on average, once a year.
The temperature on any given day.
The number of defective products from a production line.
Lean Manufacturing Elimam & Gaafar 2006/95
Discrete Random Variables
A random variable is discrete if its range is finite or
countably infinite.
Usually discrete random variables arise from counting.
Examples include:
The number of students passing an exam out of 25 students.
The number of defects on a product.
The number of defective products from a production line.
The number of typographical errors in a document.
The number of satisfied customers in a service facility.
The number of calls arriving at a switchboard in an hour.
Lean Manufacturing Elimam & Gaafar 2006/96
Elimam and Gaafar 2006 48
Engineering Services
Continuous Random Variables
A random variable is continuous when it can take on values
on a continuous scale, i.e., when its range is uncountably
infinite.
Usually continuous random variables arise from measuring.
Examples include:
The temperature on any given day.
The time it takes to perform a certain task.
The deviation of a product from its nominal diameter.
Time between calls arriving at a switchboard in an hour.
The useful life of a light bulb.
Lean Manufacturing Elimam & Gaafar 2006/97
Variables
Assume that we are in the business of producing bottled
water. We receive complaints that too many of our
bottles are cracked when they arrive to the customer.
How do we solve this problem?
Problem: too many cracked bottles (the variable)
Cause? (Sources of variation)
Solution? (Eliminate the root cause)
Lean Manufacturing Elimam & Gaafar 2006/98
Elimam and Gaafar 2006 49
Engineering Services
Variables- The Root Cause
Fishbone/ Cause-and-Effect/ Ishikawa
Measurement Materials Methods
Main
Effect
Environment Manpower Machines
Lean Manufacturing Elimam & Gaafar 2006/99
Variables- The Root Cause
WIP Pressure Temperature
Measurement Materials Methods
Lab Error Raw materials Filling
Calibration Analyst Storage Supplier Speed Clamping
Pigment Molding
Parameters
Temperature
Storage Supplier Pressure
Cracked
Bottle
Maintenance Parameters
Controls Warm up
High Humidity
Inexperienced Blow
Sealing Machine
Ventilation
Tampering Blow Mold
with process
Power Interruption
Temperature
Uneven thickness
Environment Manpower Machines
Lean Manufacturing Elimam & Gaafar 2006/100
Elimam and Gaafar 2006 50
Engineering Services
Variables- The Root Cause
Observing cracks and recording the frequency of each cause:
Cause Frequency
Bad raw materials 18
Contaminated raw materials 162
Inappropriate molding temperature 12
High molding pressure 18
High filling pressure 324
High filling speed 12
High claming force 30
Inadequate machine maintenance 6
High humidity 12
Others 6
Lean Manufacturing Elimam & Gaafar 2006/101
Variables- The Root Cause
Pareto Chart for Cracked Bottles
600 100
500
80
400
Percent
60
Count
300
40
200
20
100
0 re ce 0
ls r atu an
re ria re pe te n
su m at e orc e r ia ls s su eed y t em main
re s f t e re p it g
gp r aw ing ma gp gs id
um mold
in ine he
rs
Defect ted la m ldin illin hh ch Ot
illin hc
aw hf ma
hf ina dr mo Hig priate te
Hig ntam Hig Ba
High Hig
ro qua
o p e
Count C
324 162 30 18 18 12 Ina p 12 Inad 12 6 6
Percent 54.0 27.0 5.0 3.0 3.0 2.0 2.0 2.0 1.0 1.0
Cum % 54.0 81.0 86.0 89.0 92.0 94.0 96.0 98.0 99.0 100.0
Lean Manufacturing Elimam & Gaafar 2006/102
Elimam and Gaafar 2006 51
Engineering Services
Variables- The Root Cause
What is the appropriate filling pressure?
Want higher pressure for faster operation
Want lower pressure for less interruptions
What affects the pressure?
Bottle material
Bottle condition
etc
How do we determine the optimum pressure?
Lean Manufacturing Elimam & Gaafar 2006/103
Variables- The Root Cause
Try bottles until they crack
How many? Is one enough?
Under what conditions?
When?
Measurement techniques
Lean Manufacturing Elimam & Gaafar 2006/104
Elimam and Gaafar 2006 52
Engineering Services
Variables- Data Collection
Try bottles until they crack
How many? Is one enough? Observe 60 bottles
Under what conditions? Different shifts, batches
When? Different times
Measurement techniques. Apply pressure until cracked
142 168 158 144 149 146 143 135 144 144
156 154 154 143 144 155 161 162 156 138
Results
155 149 159 151 154 166 139 137 143 147
144 147 164 165 124 155 151 164 166 151
143 158 158 166 156 156 141 143 155 165
134 153 157 150 140 139 164 146 160 139
Lean Manufacturing Elimam & Gaafar 2006/105
Variables- Data Analysis
Which one of the 60 should we use?
142 168 158 144 149 146 143 135 144 144
156 154 154 143 144 155 161 162 156 138
155 149 159 151 154 166 139 137 143 147
154 147 164 165 124 155 151 164 166 151
143 158 158 166 156 156 141 143 155 165
134 153 157 150 140 139 164 146 160 139
Can we summarize the data?
Lean Manufacturing Elimam & Gaafar 2006/106
Elimam and Gaafar 2006 53
Engineering Services
Data Analysis- Basic Concepts
Statistics
The goal of statistics is to study (quantify) random variation.
Observe the possible values of the random variable through a
planned experiment that is replicated until all possible sources of
variation are covered.
Population: all elements about which we wish to draw a
conclusion.
Sample: a subset of the population.
Numerical: counted or measured data.
Attribute: descriptive data.
Lean Manufacturing Elimam & Gaafar 2006/107
Data Analysis- Basic Concepts
Numerical Data Presentation
We summarize a large quantity of data numerically by calculating
measures of center and measures of variation (dispersion).
Measures of center include:
Mean: Arithmetic average
Median: Mid point or the data when ordered
Mode: The most frequent data point
Measures of variation include:
Range: The difference between the largest and smallest data points
Variance: The average square distance from the mean
Standard Deviation: The square root of the variance.
Lean Manufacturing Elimam & Gaafar 2006/108
Elimam and Gaafar 2006 54
Engineering Services
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of Center: Average
Lean Manufacturing Elimam & Gaafar 2006/109
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of Center: Median
Lean Manufacturing Elimam & Gaafar 2006/110
Elimam and Gaafar 2006 55
Engineering Services
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of Center: Mode
For our data:
Mean = 151, Median = 152, Mode = 143.
Lean Manufacturing Elimam & Gaafar 2006/111
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of Center: Are they enough?
Assume that we have data for another bottle brand:
166 138 143 155 154 183 167 165 159 205
126 148 162 123 131 121 143 135 124 159
162 165 169 135 159 120 164 148 110 133
157 127 199 139 155 161 83 146 167 169
138 156 146 175 143 133 119 143 155 177
148 146 160 167 166 172 168 161 164 148
Are these bottles better?
Lean Manufacturing Elimam & Gaafar 2006/112
Elimam and Gaafar 2006 56
Engineering Services
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of Center
142 168 158 144 149 146 143 135 144 144
Original Brand: 156 154 154 143 144 155 161 162 156 138
155 149 159 151 154 166 139 137 143 147
Mean = 151, Median = 152, 154 147 164 165 124 155 151 164 166 151
Mode = 143 143 158 158 166 156 156 141 143 155 165
134 153 157 150 140 139 164 146 160 139
166 138 143 155 154 183 167 165 159 205
Alternative Brand: 126 148 162 123 131 121 143 135 124 159
Mean = 151, Median = 155, 162 165 169 135 159 120 164 148 110 133
Mode = 143 157 127 199 139 155 161 83 146 167 169
138 156 146 175 143 133 119 143 155 177
148 146 160 167 166 172 168 161 164 148
Which brand is better?
Lean Manufacturing Elimam & Gaafar 2006/113
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of Dispersion: Range
R = xmax - xmin
Advantages:
Easy to calculate
Same units as original data
Disadvantages:
Uses two data points only
Uses error-prone extreme data points
Lean Manufacturing Elimam & Gaafar 2006/114
Elimam and Gaafar 2006 57
Engineering Services
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of Dispersion: Variance
Lean Manufacturing Elimam & Gaafar 2006/115
Data Analysis- Basic Concepts
Numerical Data Presentation
Measures of variation
142 168 158 144 149 146 143 135 144 144
Original Brand: 156 154 154 143 144 155 161 162 156 138
155 149 159 151 154 166 139 137 143 147
Range = 44, Variance = 94.85 154 147 164 165 124 155 151 164 166 151
Standard deviation = 9.74 143 158 158 166 156 156 141 143 155 165
134 153 157 150 140 139 164 146 160 139
166 138 143 155 154 183 167 165 159 205
Alternative Brand: 126 148 162 123 131 121 143 135 124 159
Range = 122, Variance = 440.14 162 165 169 135 159 120 164 148 110 133
157 127 199 139 155 161 83 146 167 169
Standard deviation = 20.98 138 156 146 175 143 133 119 143 155 177
148 146 160 167 166 172 168 161 164 148
Which brand is better?
Lean Manufacturing Elimam & Gaafar 2006/116
Elimam and Gaafar 2006 58
Engineering Services
Data Analysis- Basic Concepts
Graphical Data Presentation
Stem-and-leaf
Exploratory technique to quickly displays data distribution.
Divide data into stem, consisting of one or more of the leading digits,
and leaf, consisting of the remaining digits. Record stems only once.
Lean Manufacturing Elimam & Gaafar 2006/117
Data Analysis- Basic Concepts
Graphical Data Presentation
Ordered Stem-and-leaf
Original
Ordered
Median and mode may be easily calculated
Lean Manufacturing Elimam & Gaafar 2006/118
Elimam and Gaafar 2006 59
Engineering Services
Data Analysis- Basic Concepts
Graphical Data Presentation
Back-to-Back Stem-and-leaf
Median and mode may be easily calculated
Lean Manufacturing Elimam & Gaafar 2006/119
Data Analysis- Basic Concepts
Graphical Data Presentation
Box Plot
Displays data variability and the central location.
The box extends from the first to the third quartiles. Lines
(whiskers) extend from the box to the minimum and maximum
or symmetric percentiles.
Lean Manufacturing Elimam & Gaafar 2006/120
Elimam and Gaafar 2006 60
Engineering Services
Data Analysis- Basic Concepts
Graphical Data Presentation
Box Plot
Lean Manufacturing Elimam & Gaafar 2006/121
Data Analysis- Basic Concepts
Graphical Data Presentation
Histogram
Displays data distribution.
Divide data into c classes and record the frequency of data
in each class. Plot frequencies vs. classes.
Lean Manufacturing Elimam & Gaafar 2006/122
Elimam and Gaafar 2006 61
Engineering Services
Data Analysis- Basic Concepts
Graphical Data Presentation
Histogram
Lean Manufacturing Elimam & Gaafar 2006/123
Probability and Statistics
In statistics, data are used to characterize the
random variable X, by defining a range over which
it varies, dividing that into suitable sub-ranges, and
finding the frequency of observing X in each sub-
range. We may also divide these frequencies by the
total number of observations to get the relative
frequency of observing X in each sub-range, or
equivalently, the probability of observing X in each
sub-range. This is where probability and statistics
combine together to address the goal of quantifying
random variation.
Lean Manufacturing Elimam & Gaafar 2006/124
Elimam and Gaafar 2006 62
Engineering Services
Data Analysis- Basic Concepts
Graphical Data Presentation
Dot Plot
A dotplot displays a dot for each observation along a number
line. If there are multiple occurrences of an observation, or if
observations are too close together, then dots will be stacked
vertically. The dotplot shows the data distribution.
Dotplot for original brand
Lean Manufacturing Elimam & Gaafar 2006/125
Data Analysis- Basic Concepts
Graphical Data Presentation
Dot Plot
Lean Manufacturing Elimam & Gaafar 2006/126
Elimam and Gaafar 2006 63
Engineering Services
Data Analysis- Basic Concepts
Are the data valid? 142 168 158 144 149 146 143 135 144 144
156 154 154 143 144 155 161 162 156 138
155 149 159 151 154 166 139 137 143 147
154 147 164 165 124 155 151 164 166 151
143 158 158 166 156 156 141 143 155 165
134 153 157 150 140 139 164 146 160 139
170
160
Pressure
150
140
130
120
10 20 30 40 50 60
Order
Lean Manufacturing Elimam & Gaafar 2006/127
Data Analysis- Basic Concepts
Lean Manufacturing Elimam & Gaafar 2006/128
Elimam and Gaafar 2006 64
Engineering Services
Data Analysis- Excel
Parameter Excel Function
Sample Average AVERAGE (number1, number2, ...)
Sample Median MEDIAN (number1, number2, ...)
Sample Mode MODE (number1, number2, ...)
Sample Maximum MAX (number1, number2, ...)
Sample Minimum MIN (number1, number2, ...)
Sample Variance VAR (number1, number2,...)
Sample Standard Deviation STDEV (number1, number2,...)
Forecasted Linear Value FORECAST (x, known_y's, known_x's)
Line Slope SLOPE (known_y's, known_x's)
Line Intercept INTERCEPT(known_y's, known_x's)
Histograms may be developed using a special Data
Analysis function under the Tools menu
Lean Manufacturing Elimam & Gaafar 2006/129
The Normal Distribution
THE
NORMAL
LAW OF ERROR
STANDS OUT IN THE
EXPERIENCE OF MANKIND
AS ONE OF THE BROADEST
GENERALISATIONS OF NATURAL
PHILOSOPHY IT SERVES AS THE
GUIDING INSTRUMENT IN RESEARCHES
IN THE PHYSICAL AND SOCIAL SCIENCES AND
IN MEDICINE AGRICULTURE AND ENGINEERING
IT IS AN INDISPENSABLE TOOL FOR THE ANALYSIS AND THE
INTERPRETATION OF THE BASIC DATA OBTAINED BY OBSERVATION AND EXPERIMENT
Lean Manufacturing Elimam & Gaafar 2006/130
Elimam and Gaafar 2006 65
Engineering Services
The Normal Distribution
The normal distribution
is an important
continuous distribution.
Symmetric, bell-
shaped
Mean,
Standard deviation,
-4 -3 -2 -1 0 1 2 3 4
Lean Manufacturing Elimam & Gaafar 2006/131
The Normal Distribution
Histogram of height, with Normal Curve
300
Frequency
200
100
0
152 162 172
height
Lean Manufacturing Elimam & Gaafar 2006/132
Elimam and Gaafar 2006 66
Engineering Services
The Normal Distribution
=2
=4 =4
Lean Manufacturing Elimam & Gaafar 2006/133
The Normal Distribution
95%
2.5% 2.5%
-1.96 1.96
Z
Lean Manufacturing Elimam & Gaafar 2006/134
Elimam and Gaafar 2006 67
Engineering Services
The Normal Distribution
For a population that is
normally distributed:
approx. 68% of the data
will lie within 1 standard
deviation of the mean;
approx. 95% of the data
will lie within 2 standard
deviations of the mean, and
approx. 99.7% of the data
will lie within 3 standard -4 -3 -2 -1 0
x
1 2 3 4
deviations of the mean.
Lean Manufacturing Elimam & Gaafar 2006/135
Quality Improvement
Quality improvement is the
reduction of variability in
processes and products.
Alternatively, quality
improvement is also seen as
waste reduction.
Effective quality improvement can be instrumental in
increasing productivity and reducing cost.
The cost of achieving quality improvements and increased
productivity is often negligible (quality is free).
Lean Manufacturing Elimam & Gaafar 2006/136
Elimam and Gaafar 2006 68
Engineering Services
The Normal Distribution
Standard normal distribution
Z is normally distributed with mean 0
and standard deviation, 1.
Use the standard normal distribution
to find probabilities when the original
population or sample of interest is
normally distributed.
Tables, calculators, Excel are useful.
Lean Manufacturing Elimam & Gaafar 2006/137
The Normal Distribution
Example
The tensile strength of paper is modeled by a
normal distribution with a mean of 35 lbs/in2
and a standard deviation of 2 lbs/in2.
a) What is the probability that the tensile strength
of a sample is less than 40 lbs/in2?
b) If the specifications require the tensile strength
to exceed 30 lbs/in2, what proportion of the
samples is scrapped?
Lean Manufacturing Elimam & Gaafar 2006/138
Elimam and Gaafar 2006 69
Engineering Services
Quality Assurance
The ISO 9000:2000 model for
quality assurance and
management
Documentation and auditing
Total quality management
The 6 model for implementing
total quality management
Lean Manufacturing Elimam & Gaafar 2006/139
What is ISO 9000?
It is a family of standards developed to assist
organizations to implement and operate effective
Quality Management System (QMS)
ISO = International Organization for Standards
Prepared by ISO/TC 176
9000 = code to denote QMS Family
2000 = year of last revision
Lean Manufacturing Elimam & Gaafar 2006/140
Elimam and Gaafar 2006 70
Engineering Services
ISO 9000:2000 Family
ISO 9000 - fundamentals, vocabulary
ISO 9001 - requirements
ISO 9004 - continual improvement guidelines
ISO 19011 - auditing guidelines
only ISO 9001 can be used for
certification purposes
Lean Manufacturing Elimam & Gaafar 2006/141
ISO 9001:2000 Model
Continual
Continual Improvement
Improvementof
ofthe
theQMS
QMS
CUSTOMER REQUIREMENTS
clause 4
CUSTOMER SATISFACTION
info. flow management
management
responsibility
responsibility
clause 5
clause 6 clause 8
resource
resource meas,
meas,analysis
analysis info. flow
management
management improvement
improvement
clause 7
Input product
product Output
realization product
product
value adding realization value
activities
adding activities
Lean Manufacturing Elimam & Gaafar 2006/142
Elimam and Gaafar 2006 71
Engineering Services
Key Quality Tools
Documentation Auditing
Lean Manufacturing Elimam & Gaafar 2006/143
Why Document?
Accuracy
Repeatability
Consistency
Accountability
Lean Manufacturing Elimam & Gaafar 2006/144
Elimam and Gaafar 2006 72
Engineering Services
Purpose
Purpose of documentation is to:
State quality policy and objectives
Describe organization, products, facilities
Inform employees and customers
Aid auditors
Refer to lower-level documents
DOCUMENTATION IS PRIMARILY DONE
FOR THE ORGANIZATION
Lean Manufacturing Elimam & Gaafar 2006/145
Documentation Levels
Level
Policies I
ISO 9001 Level
Procedures II
Standards
(Department)
Level
Work Instructions III
(Job/Task)
Quality Records Level
External Documents IV
Lean Manufacturing Elimam & Gaafar 2006/146
Elimam and Gaafar 2006 73
Engineering Services
Why Audit?
The organization shall continually improve the
effectiveness of the QMS through the use of:
management review
quality policy and objectives
analysis of performance data
preventive and corrective actions
regular internal and external audits
Clause 8.5.1
Lean Manufacturing Elimam & Gaafar 2006/147
What is a QMS Audit?
An audit is the systematic investigation of:
the intent,
implementation, and
effectiveness
of selected aspects of the Quality
Management System of an organization or
department.
Lean Manufacturing Elimam & Gaafar 2006/148
Elimam and Gaafar 2006 74
Engineering Services
Corrective Action Flowchart
NCR/CAR Signs NCR/CAR NCR/CAR docs.
Identify
Identify Agree
Agreeononneed
need Propose
ProposeCA
CA
NC
NC for
forCA
CA program
program
int. audit report proc/WI/records
Verify
VerifyCA
CAbyby Implement
Implement Agree?
Agree? not
internal
internalaudit
audit CA
CA OK
OK
Verifies
VerifiesCA CAby:
by:
Notify
Notifyauditor
auditor visit
visitor
or
obj.
obj.evidence
evidence
Letter/fax
Audit report
Lean Manufacturing Elimam & Gaafar 2006/149
Corrective versus Preventive Action
Corrective Preventive
Action Action
Action taken to Action taken to
eliminate cause of eliminate cause of
nonconformity potential nonconformity
Taken to prevent Taken to prevent
recurrence occurrence
Lean Manufacturing Elimam & Gaafar 2006/150
Elimam and Gaafar 2006 75
Engineering Services
Audit: Common Deficiencies
Products/Materials
Inadequate identification
Unapproved material
Improper handling and storage
Inadequate shelf-life control
Quality status not clearly indicated
Extensive use of 'Use As Is" disposition
Non-conformance not identified
Packing inadequate to protect quality
People
Inadequate training
Lack of ISO requirements awareness
Non-compliance with existing procedures
Responsibilities not adequately defined and understood
Lean Manufacturing Elimam & Gaafar 2006/151
Audit: Common Deficiencies
Sub-suppliers
list not approved or inadequate
Not selected based on quality
Inadequate requirements communication to
sub-suppliers
Documents
Unapproved documents
Procedures and practices don't match
Unofficial changes
Obsolete documents in use
Documents not located per distribution
Incomplete records and poor filing systems
Lean Manufacturing Elimam & Gaafar 2006/152
Elimam and Gaafar 2006 76
Engineering Services
Audit: Common Deficiencies
Corrective Actions
Not determined or documented
Slow or not fully implemented
Not adequately verified
Processes
New processes not qualified
Calibration incomplete
Poor reaction to out of control conditions
Lean Manufacturing Elimam & Gaafar 2006/153
Management Review
Follow-up on previous meeting
Complaints and customer surveys
Improvement initiatives
Performance data
Corrective actions
Competition situation
Training needs
Technology changes
Lean Manufacturing Elimam & Gaafar 2006/154
Elimam and Gaafar 2006 77
Engineering Services
Just in Time (JIT)
Lean Manufacturing Elimam & Gaafar 2006/155
The Japanese Approach to
Productivity
Imported technologies
Efforts concentrated on shop floor
Quality improvement focus
Respect for people
Elimination of waste
Lean Manufacturing Elimam & Gaafar 2006/156
Elimam and Gaafar 2006 78
Engineering Services
Waste in Operations
(1) Waste from overproduction
(2) Waste of waiting time
(3) Transportation waste
(4) Inventory waste
(5) Processing waste
(6) Waste of motion
(7) Waste from product defects
Lean Manufacturing Elimam & Gaafar 2006/157
Tools of Lean Manufacturing
Pull Systems / Kanban
A Tool for Implementing Pull Systems
Lean Production
Through Waste Elimination
Quality
JIT at the
People
Source
Operational Stability
Lean Manufacturing Elimam & Gaafar 2006/158
Elimam and Gaafar 2006 79
Engineering Services
JIT Goals
Zero defects
Zero excess lot size or lot size of one
Zero setups
Zero breakdowns
Zero handling
Zero lead time
Zero Surging
Level production plan and uniform
product mix
Lean Manufacturing Elimam & Gaafar 2006/159
Just-In-Time (JIT): Defined
JIT can be defined as an integrated set of
activities designed to achieve high-volume
production using minimal inventories (raw
materials, work in process, and finished
goods).
Lean Manufacturing Elimam & Gaafar 2006/160
Elimam and Gaafar 2006 80
Engineering Services
NEED TO REDUCE COST
Traditional Method
(Push) Selling
Cost + Profit = Price
Seller Driven
(SELLER)
PROFIT (MARKET)
Modern Method
(Pull)
Customer Driven =
Selling
Price - Cost
Lean Manufacturing Elimam & Gaafar 2006/161
Just in Time
History - Japan
1980s conclusion
Japanese industry worked smart - JIT
Think of JIT as minimum stock production
Type of relationship: close & intimate?
JIT
internal JIT - in client-server stream
external JIT
Lean Manufacturing Elimam & Gaafar 2006/162
Elimam and Gaafar 2006 81
Engineering Services
Characteristics of JIT Vendor
Partnerships
Few, nearby suppliers
Long-term contract agreements
Steady supply rate
Frequent deliveries in small lots
Buyer helps suppliers meet quality
Suppliers use process control charts
Buyer schedules inbound freight
Lean Manufacturing Elimam & Gaafar 2006/163
Japanese experience
Waste in operations from
overproduction
waiting time
transportation
inventory waste
processing
motion/movement
product defects
Lean Manufacturing Elimam & Gaafar 2006/164
Elimam and Gaafar 2006 82
Engineering Services
Minimizing Waste: Inventory Hides Problems
identify defects from
Machine supplier early in the
downtime process saves the
Scrap
downstream work
Vendor
Work in delinquencies Change
orders
process
queues Engineering design Design
(banks) redundancies backlogs
identify defective
Decision
Paperwork Inspection
backlogs
work from upstream
backlog backlogs
stations, saves the
downstream work
Lean Manufacturing Elimam & Gaafar 2006/165
166
From Aggregate to MPS to MRP1
Aggregate
MRP2
Plan (product groups)
Firm Forecast
orders random
Master orders
production
schedule
Design Time-phased plan
(MPS)
changes how many + when we
will build each end item.
Bill of
material MRP1
Inventory
record
JIT
Reports Stock
movements
Lean Manufacturing Elimam & Gaafar 2006/166
Elimam and Gaafar 2006 83
Engineering Services
Just-In-Time (JIT)
System for high-volume production with min.
inventory (raw materials, WIP, finished goods).
Involves
timed arrivals @ workstation JIT
reduced buffer stocks
no waste in production system
a Pull system thru the plant
A management philosophy
Expose problems & bottlenecks
Take away security blanket
Streamlined production
Factory & warehouse networks
Lean Manufacturing Elimam & Gaafar 2006/167
Just-In-Time (JIT)
a system for high-volume production with
minimal inventory (raw materials, WIP, finished
goods).
involves
timed arrivals @ workstation JIT
reduced buffer stocks Requires
no waste in production system
participation
a Pull system thru the plant engineering/basics
industrial
a management philosophy continuing improvement
TQM
expose problems & bottlenecks
reducing set up times
Take away security blanket
smaller lot/order sizes sizes
streamlined production stable environment
supply partnership
factory & warehouse networks
Lean Manufacturing Elimam & Gaafar 2006/168
Elimam and Gaafar 2006 84
Engineering Services
JIT Requirements:
Design Flow Process: Link
operations, balance workstation
capacities, relayout for flow,
emphasize preventive maintenance,
reduce lot sizes, reduce
setup/changeover time
Total Quality Control: Worker
responsibility, measure SQC, enforce
compliance, fail-safe methods,
automatic inspection
Lean Manufacturing Elimam & Gaafar 2006/169
JIT Requirements 1
Kanban Pull
Demand pull
Back flush
Reduce batch/lot sizes
Work with suppliers
Reduce lead times
Frequent deliveries
Project usage requirements
Quality expectations
Reduce inventory in
Stores
Transit
Conveyors
calculation from MRP & EOQs
Lean Manufacturing Elimam & Gaafar 2006/170
Elimam and Gaafar 2006 85
Engineering Services
JIT Requirements 2
Quality
Worker responsibility Stabilize Schedule
SQC Level schedule
Enforce compliance Under utilize capacity
Error proof
Automatic inspection
People Focus
Operations Design
Link operations
pay harmonization
Balance workstation capacities supportive unions
Review layout for flow subcontractor networks
Stress preventive maintenance hands-on manager style
Reduce lot sizes quality commitment &
Reduce setup/changeover time group involvement
Lean Manufacturing Elimam & Gaafar 2006/171
JIT Requirements 3
Problem-solving
Problem-solving
Rootproblem
Root problem
Long-term solution
Long-term solution
Teamcontribution
Team contribution
Line-specialistcooperation
Line-specialist cooperation
Learning
Learning
Measureperformance
Measure performance
CQI
CQI
Monitor&&report
Monitor report Product Design
Improvement
DFM & process design
Modules & fewer parts
Quality standards
upgrade housekeeping
clarify process flows
revise equipment &
process technologies
Lean Manufacturing Elimam & Gaafar 2006/172
Elimam and Gaafar 2006 86
Engineering Services
JIT and Demand-Pull
Call (Kanban) & Pull
Call (Kanban) & Pull
Supplier Call (Kanban) & Pull
Fabric
Supplier Subass
Fabric Final
Subass Assembl Customer
Supplier Fabric
y
Supplier Fabric
Lean Manufacturing Elimam & Gaafar 2006/173
Client Server Streaming
Avoid too much material stocks & WIP
Increase materials coordination/movement
Bin
Saw Call Supplier's
Materials
for local
warehouse
Bin more warehouse
Call
for
Finished
more
Goods
Bin Warehous
Bin
e
Lathe Grinder
Bin JIT
Bin deliveries
Customer
Lean Manufacturing Elimam & Gaafar 2006/174
Elimam and Gaafar 2006 87
Engineering Services
What is a kanban?
developed at Toyota 1950s to manage line
material flows.
Kanban ( Kan=card, Ban= signal )
simple movement system
cards to signal & communicate
reorder information
boxes/containers to take lots of parts
from one work station to another
(client-server).
Server only delivers components to client
work station as & when needed
(called/pulled).
Lean Manufacturing Elimam & Gaafar 2006/175
What is kanban?
minimize production area storage.
Workstations only produce/deliver
components when called (they
receive card + empty container).
The work-station produces enough
to fill the container
Kanban = an authorization to
produce more inventory
Limit inventory amount in process.
Lean Manufacturing Elimam & Gaafar 2006/176
Elimam and Gaafar 2006 88
Engineering Services
BENEFITS OF KANBAN
An information network used to control
production quantities
A communication process that controls
the movement of material
A cost reduction (waste elimination) tool
that prevents over production
A quality control enforcer because it limits
lot quantities to small amounts, thereby
allowing defects to be identified early in
the manufacturing process
Lean Manufacturing Elimam & Gaafar 2006/177
BENEFITS OF KANBAN (cont.)
Manages just-in-time production
Gives specific part number, quantity,
location, and time demands to lower work
centers
Identify excess in plant inventory levels
Identify potential inventory shortages (low
stock indicators)
Limits quality rejects by
reducing lot size produced
Lean Manufacturing Elimam & Gaafar 2006/178
Elimam and Gaafar 2006 89
Engineering Services
KANBAN PRE-CONDITIONS
Point of use
inclusion (all parts Level production
on the assembly line)
There are four
pre-conditions for
the successful
implementation of
Kanban
Quick Changeover Stabilized processes
procedures
Lean Manufacturing Elimam & Gaafar 2006/179
KANBAN
Market Address Kanban Number Line-Side Address
<<Market_Address>> <<KAN>> <<Line_Side_Address>>
Part Number Route
<<Part Number>> <<Route>>
Bar Code Area
Part Description Dock Code
<<Part Number>> <<Dock Code>>
Supplier Code Quantity Serial Number
<<Supplier Code >> <<Quantity>>
Comment:
<<Comment>>
Lean Manufacturing Elimam & Gaafar 2006/180
Elimam and Gaafar 2006 90
Engineering Services
What does a Kanban card look like?
Kanban No. 5678990
part No: 66789X
description 16ga. Copper Wire accurate
accurate data:
data: correct
correct part
part #s,
#s,
units Ft. quantities
quantities & & measurements
measurements
reorder/lot qty 20 visible
visible -- chart
chart if
if material
material ordered
ordered
store location Row 12, Bin 6 &
& when
when
supplier BICC fool
fool proof
proof for
for no
no stock
stock outs
outs
supplier tel 0208-
0208-891-
891-0121 minimum
minimum inventory
inventory
supplier part RT45502 clear
clear & & complete
complete info.
info. to
to suppliers
suppliers
routing process link
link inventory
inventory directly
directly to
to demand
demand
Name/location of next process Tie
Tie in
in with
with POP:
POP: issuing
issuing orders,
orders,
Name/location of preceding receiving
receiving & & authorizing
authorizing accounts
accounts
process payable
payable
container type & capacity
number of containers released
Lean Manufacturing Elimam & Gaafar 2006/181
Function of Kanban
Helps to reduce moving defects from one area
to the next know preceding processes.
Provides pick-up and/or transportation
information: where from and where to
locations. In some cases, indicate schedule
times for pick-up.
Communicates production information: what
to produce and how many are required.
Kanban must be produced in the order
received.
Lean Manufacturing Elimam & Gaafar 2006/182
Elimam and Gaafar 2006 91
Engineering Services
Function of Kanban
Prevents overproduction and excessive
transportation -restricting in-bound raw
material and production quantity of a
process to specific pre-determined lot
quantity indicated on the KB. It allows
ordering of multiple lot quantities only to the
extent of KB available to be replenished
Serves as a work order indicating what has
been produced and identifies the physical
product
Reveals existing production problems and
maintains inventory control
Lean Manufacturing Elimam & Gaafar 2006/183
Rules of Kanban
Never send defectives products to
downstream processes
The downstream process draws only what is
required by the KB from upstream processes.
The upstream process produces items in the
quantity and sequence indicated by the KB.
Parts are never to be produced or conveyed
without a KB
KB must be attached to actual containers of
parts
KB is a tool to fine tune production
Lean Manufacturing Elimam & Gaafar 2006/184
Elimam and Gaafar 2006 92
Engineering Services
Kanban (KB) Rules
Rule 1: Subsequent process should withdraw
products from the preceding process in the
necessary quantities at the necessary point
in time.
any withdrawal without a KB should be
prohibited
Any withdrawal > # of KB should be
prohibited
A KB should always be attached to the
physical product
Lean Manufacturing Elimam & Gaafar 2006/185
Kanban (KB) Rules
Rule 2: Preceding process should produce
in the quantities withdrawn by the
subsequent process
Production > # of KB sheets must be
prohibited
When various parts are to be produced in
the preceding process , their production
should follow the original sequence in
which each kind of KB has been delivered
Lean Manufacturing Elimam & Gaafar 2006/186
Elimam and Gaafar 2006 93
Engineering Services
Kanban (KB) Rules
Rule 3: Defective products should
never be convened to the subsequent
process should withdraw
Rule 4: The number of Kanbans should
be minimized
Lean Manufacturing Elimam & Gaafar 2006/187
Kanban (KB) Rules
Rule 5: KB should be used to adapt to
small fluctuations in demand
Fine-tuned production
Demand variation by about 10 % Can
be handled by changing only the
frequency of KB transfers without
revising the number of KB
Lean Manufacturing Elimam & Gaafar 2006/188
Elimam and Gaafar 2006 94
Engineering Services
INTER-PROCESS KANBAN FLOW
Market Place
D F
2 B D F
A B C D E F
A B C D E F
A B C D E F
3
4
Assembly Withdraw Post Office
Kanban Mailbox
Inter-Process
1
V1 A Kanban Post Office
5
X B
V2 B A C E
B A C E
V3 Y
C
D
V4 D
D
D
V5 Z E A C E
A C E
f
V6 fF
F
Lean Manufacturing Elimam & Gaafar 2006/189
Minimizing Waste: Kanban Control System
withdrawal kanban
Bin Bin
Machine Part A Part A Assembly
Center
Line
production Material Flow
kanban
Card (signal) Flow
Lean Manufacturing Elimam & Gaafar 2006/190
Elimam and Gaafar 2006 95
Engineering Services
How many Kanbans?
Each container = minimum replenishment lot size.
Compute lead time required to produce a
"container"
Expected demand during lead time + safety stock
k=
capacity of container
dL(1 + S)
=
C
k = No. of kanbans in card set
d = Average No. of units demanded over the period
L = lead time to replenish order (same time units as
demand)
S = Safety stock as % of demand during lead time
C = Container size
Lean Manufacturing Elimam & Gaafar 2006/191
Example
A switch is assembled in batches of 4 units
at an upstream work area.
delivered in a bin to a downstream
control-panel assembly area that requires 5
switch assemblies/hour.
The switch assembly area can produce a bin
of switch assemblies in 2 hours.
Safety stock = 10% of needed inventory.
Expected demand during lead time + safety stock
k=
size of container
dL (1+S) 5(2)(1.1)
= = = 2.75 or 3
C 4
Lean Manufacturing Elimam & Gaafar 2006/192
Elimam and Gaafar 2006 96
Engineering Services
"Re-engineering" & Kanban
Modern production methods
1. Modular/cell production 9 group technology).
2. Reduce set up, lead and waiting times
between procedures.
3. Flow-of-products-oriented layout of
processes & machines layout. Products flow
smoothly from start to finish, parts do not sit
waiting to be worked on, forklift trucks do not
travel kilometers to move parts from one area
of the plant to another.
4. Flexible manufacturing of mixed models
Lean Manufacturing Elimam & Gaafar 2006/193
"Re-engineering" & Kanban
Modern production methods
5. Theory of Constraints - drum-rope-buffer
(Goldratt). Building in extra redundancy.
6. Total Preventive Maintenance, prevent
machines from breaking down or
malfunctioning during production time
7. Team-Work & Autonomation (decision by
worker to stop line)
8. Kaizen: Continuous improvement
9. Housekeeping
Lean Manufacturing Elimam & Gaafar 2006/194
Elimam and Gaafar 2006 97
Engineering Services
Characteristics of Lean Systems
Pull method of materials flow
Consistent quality
Small lot sizes
Uniform workstation loads
Standardized components and
work methods
Close supplier ties
Flexible workforce
Line flows
Automation
Preventive maintenance
Lean Manufacturing Elimam & Gaafar 2006/195
Single-Card Kanban System
Receiving post
Kanban card for Storage
product 1 area
Kanban card for
product 2
Empty containers
Assembly line 1
O2
Fabrication
cell
O1 O3
Assembly line 2
Full containers
O2
Figure 11.2
Lean Manufacturing Elimam & Gaafar 2006/196
Elimam and Gaafar 2006 98
Engineering Services
Single-Card Kanban System
Receiving post
Kanban card for Storage
product 1 area
Kanban card for
product 2
Empty containers
Assembly line 1
O2
Fabrication
cell
O1 O3
Assembly line 2
Full containers
O2
Figure 11.2
Lean Manufacturing Elimam & Gaafar 2006/197
Single-Card Kanban System
Receiving post
Kanban card for Storage
product 1 area
Kanban card for
product 2
Empty containers
Assembly line 1
O2
Fabrication
cell
O1 O3
Assembly line 2
Full containers
O2
Figure 11.2
Lean Manufacturing Elimam & Gaafar 2006/198
Elimam and Gaafar 2006 99
Engineering Services
Single-Card Kanban System
Receiving post
Kanban card for Storage
product 1 area
Kanban card for
product 2
Empty containers
Assembly line 1
O2
Fabrication
cell
O1 O3
Assembly line 2
Full containers
O2
Figure 11.2
Lean Manufacturing Elimam & Gaafar 2006/199
Single-Card Kanban System
Receiving post
Kanban card for Storage
product 1 area
Kanban card for
product 2
Empty containers
Assembly line 1
O2
Fabrication
cell
O1 O3
Assembly line 2
Full containers
O2
Figure 11.2
Lean Manufacturing Elimam & Gaafar 2006/200
Elimam and Gaafar 2006 100
Engineering Services
Single-Card Kanban System
Receiving post
Kanban card for Storage
product 1 area
Kanban card for
product 2
Empty containers
Assembly line 1
O2
Fabrication
cell
O1 O3
Assembly line 2
Full containers
O2
Figure 11.2
Lean Manufacturing Elimam & Gaafar 2006/201
Single-Card Kanban System
Receiving post
Kanban card for Storage
product 1 area
Kanban card for
product 2
Empty containers
Assembly line 1
O2
Fabrication
cell
O1 O3
Assembly line 2
Full containers
O2
Figure 11.2
Lean Manufacturing Elimam & Gaafar 2006/202
Elimam and Gaafar 2006 101
Engineering Services
Single-Card Kanban System
9 Each container must have a card
Customer:
Supplier:
Lot Quantity:
Location:
Part Number:
9 Assembly always withdraws from
fabrication (pull system)
KANBAN
9 Containers cannot be moved
without a kanban
9 Containers should contain the
same number of parts
WS 116
Aisle 5
Bin 47
WS 83
1234567Z
9 Only good parts are passed along
9 Production should not exceed
authorization
Lean Manufacturing Elimam & Gaafar 2006/203
Operational Benefits
Reduce space requirements
Reduce inventory investment
Reduce lead times
Increase labor productivity
Increase equipment utilization
Reduce paperwork and simplify
planning systems
Valid priorities for scheduling
Workforce participation
Increase service/product quality
Lean Manufacturing Elimam & Gaafar 2006/204
Elimam and Gaafar 2006 102
Engineering Services
Assembly Line Balancing
Lean Manufacturing Elimam & Gaafar 2006/205
Assembly Line Balancing
DESIGNING ASSEMBLY LINES
1. How are work elements to be assigned to work
stations?
2. Buffer Inventory or not?
If Yes
How much?
Which stations?
3. How should the line be operated?
fixed
floating
semi-fixed
4. Should parallel work stations be set up?
5. What cycle time should be employed?
demand, no. of hours worked
Lean Manufacturing Elimam & Gaafar 2006/206
Elimam and Gaafar 2006 103
Engineering Services
Assembly Line Balancing
DATA REQUIRED
1. WORK ELEMENTS
2. ELEMENT TIMES
3. PRECEDENCE RELATIONSHIPS
4. DEMAND (OUTPUT RATE)
or
NUMBER OF WORK STATIONS
Lean Manufacturing Elimam & Gaafar 2006/207
Assembly Line Balancing
DEFINITIONS
Element (i) i = 1, 2, , I
Station (k) k = 1, 2, , K
Element Times (ai)
Station Time (ak)
Time to complete the elements in
station (k) for one unit.
Lean Manufacturing Elimam & Gaafar 2006/208
Elimam and Gaafar 2006 104
Engineering Services
Assembly Line Balancing
STATION DELAY (dk) per cycle.
ASSEMBLY LINE CYCLE TIME
T Total Production Time
C= =
q Required Output Rate
Sometimes called CMax
Lean Manufacturing Elimam & Gaafar 2006/209
Assembly Line Balancing
CONDITIONS
ak C for k = 1, 2, , k
n k
i=1
ai = ak KC
k=1
for delay time to be a minimum
Lean Manufacturing Elimam & Gaafar 2006/210
Elimam and Gaafar 2006 105
Engineering Services
Assembly Line Balancing
Useful for designing assembly layouts, for
processing a number of different products.
The number of workers and assembly
stations is fixed
The line is flexible for assembling
whatever product may be scheduled.
The workers will switch from one product
to another depending on the production
schedule.
Lean Manufacturing Elimam & Gaafar 2006/211
Assembly Line Balancing
Objective:
Minimize total delay time per cycle,
by manipulating the cycle time, C,
within a given number of stations.
K K
Min
k=1
dk = K (Max ak) - ak
k=1
(Convergence Procedure)
Lean Manufacturing Elimam & Gaafar 2006/212
Elimam and Gaafar 2006 106
Engineering Services
Example Assembly Line Balancing
Element i Time ai Precedence
1 1.0 min/pc -
2 0.6 min/pc 1
3 2.7 min/pc 2
4 1.2 min/pc 2
5 3.4 min/pc 4
6 0.9 min/pc 3
7 1.6 min/pc -
8 1.1 min/pc 5,6,7
I
a = 12.5
Production Volume
i=1 i q = 1300/Week
2 Shifts/day
Lean Manufacturing Elimam & Gaafar 2006/213
Assembly Line Balancing
4 5
1 2 3 6 8
The assembly line operates a day and an evening shift.
Find the optimum assembly line balance.
Following the steps suggested in the solution
procedure as follows:
Lean Manufacturing Elimam & Gaafar 2006/214
Elimam and Gaafar 2006 107
Engineering Services
Assembly Line Balancing
1. Establish data--All the required data are stated:
the times for all elements, the precedence
requirements, and the production volume
required for a given time interval.
2. Make preliminary calculations of c, km, and cm--
These computations are helpful in establishing a
good initial feasible solution. Calculate c, Km
and Cm as follows:
(80 hr/week)(60 min/hr)
C= = 3.7 minutes/cycles; = Cmax
1,300 pcs/week
Lean Manufacturing Elimam & Gaafar 2006/215
I
a
i=1 i
Km = 12.5 min/piece = 3.4 stations or 4 stations
= c 3.7 min/piece
I
i=1
ai
Cm = = 12.5 min/piece
Km 4 stations
= 3.12 minuets/cycle with 4 stations = Cmin
Lean Manufacturing Elimam & Gaafar 2006/216
Elimam and Gaafar 2006 108
Engineering Services
Assembly Line Balancing
The computation shows: production
volume requires a minimum of four
stations. If these four stations could be
perfectly balanced, they could assemble
(80 hr/week)(60 min/hr)
= 1,540 cycles/week or 1,540 pieces/week
3.12 min/cycle
Lean Manufacturing Elimam & Gaafar 2006/217
Assembly Line Balancing
Devise a feasible arrangement--In order to
start the convergence, it is necessary to
intuitively devise an initial feasible solution to
the problem.
Depending upon the analyst ability, he may
make the solution difficult by choosing a poor
good feasible solution. For large problems
considerable computation time can be saved
by trying intuitive means to approach the
optimum
Example: Propose following feasible solution
Lean Manufacturing Elimam & Gaafar 2006/218
Elimam and Gaafar 2006 109
Engineering Services
Assembly Line Balancing
Feasible Solution
Check Max
k=1 k=2 k=3 k=4 Sum dk dk
a1=1.0
a =1.2 a =0.9 a8=1.1
a2=0.6 a4=3.4 a6=1.6
5 7
a3=2.7 Max 4.6 2.5 min 1.1 12.5 3.5 5.9
4.3
Select max ak min ak 4.6-4.3=.3
4.6-4.6=0
4.6-2.5=2.1
max dk = max ak = min ak 4.6-1.1=3.5
K 5.9
= 3.5
dK
Lean Manufacturing Elimam & Gaafar 2006/219
Assembly Line Balancing
BETTER SOLUTION
Check Max
K=1 K=2 K=3 K=4 Sum dk dk
q1= q3= q5= q6=
q2= q7=
qr= q8= 12.5 0.9 1.9
COMMENTS
Lean Manufacturing Elimam & Gaafar 2006/220
Elimam and Gaafar 2006 110
Engineering Services
Assembly Line Balancing
Practice Problem
Given the following information concerning the
assembly of an item:
Element No. Element Time Immediate Predecessor
1 15 sec. --
2 10 sec. 1
3 40 sec. 1
4 20 sec. 2,3
5 10 sec. 4
6 5 sec. 5
Required Output: 240,000 items/year
Production Time Available: 2000 hrs/year
Lean Manufacturing Elimam & Gaafar 2006/221
Assembly Line Balancing
What can you conclude concerning the design of
an assembly line?
1 (2000 hrs/yr)(60 min/hr) (60 sec./min) =
. 7,200,000 sec/yr.
2 7,200,000sec/yr= 30 sec/item = Max. Cycle Time
. 240,000 item/yr
3 Total Element Times = 100 sec.
.
4 Element #3 is 40 sec > Cycle Time (max)
. Therefore need 2 parallel stations here
(or cut element in half)
5 100 sec/30 sec = 4 stations?
.
Lean Manufacturing Elimam & Gaafar 2006/222
Elimam and Gaafar 2006 111
Engineering Services
Material handling for lean
manufacturing
Lean Manufacturing Elimam & Gaafar 2006/223
MATERIAL HANDLING (MH)
Twenty principles of MH
Selecting MH methods
Simplifying /eliminating MH
Simple analysis techniques
Lean Manufacturing Elimam & Gaafar 2006/224
Elimam and Gaafar 2006 112
Engineering Services
Material Handling
MH adds COST, but not VALUE.
as much as 60% of total production cost
20%-30% of direct labor costs
50%-70% of indirect labor costs
Whats the best way to handle materials?
DONT!!
Goal: MINIMIZE MH COSTS
Lean Manufacturing Elimam & Gaafar 2006/225
Muthers Material Handling Equation
Yes
WHY WHAT WHERE + WHEN HOW + WHO
?
No MATL MOVE METHOD
Q A
etc. D
P E
C
Type, Sink, Source Flow; Unit
Qty, Direction Flow, Volume Manpower
Characteristics Type of Move, etc. Equipment
Lean Manufacturing Elimam & Gaafar 2006/226
Elimam and Gaafar 2006 113
Engineering Services
Muthers Material Handling Equation
Use to analyze flow within and
between:
Receiving
Storage
Production
Warehousing
Shipping
Lean Manufacturing Elimam & Gaafar 2006/227
The Twenty Principles of Material Handling
1. Orientation Principle: Study system relationships
before preliminary planning to identify existing
methods/problems, physical/economic constraints,
and establish future requirements/ goals.
2. Planning Principle: Establish a plan for basic
requirements, desirable options, and consideration
of contingencies for all MH/storage activities.
3. Systems Principle: Integrate those
handling/storage activities - economically viable-
into a coordinated operations: receiving,
inspection, storage, production, assembly,
packaging, warehousing, shipping /transportation.
Lean Manufacturing Elimam & Gaafar 2006/228
Elimam and Gaafar 2006 114
Engineering Services
The Twenty Principles of Material Handling
4. Unit Load Principle: as large a unit load as practical.
5. Space Utilization Principle: effective space utilization.
6. Standardization Principle: Standardize handling
methods and equipment if possible.
7. Ergonomic Principle: Recognize human capabilities
and limitations by designing MH equipment and
procedures for effective interaction with system users.
8. Energy Principle: Include energy consumption of the
MH systems and procedures when making
comparisons or preparing economic justification.
Lean Manufacturing Elimam & Gaafar 2006/229
The Twenty Principles of Material Handling
9. Ecology Principle: Minimize adverse affects on
environment in selecting MH equipment/methods.
10. Mechanization Principle: Mechanize handling
process where feasible to increase efficiency/
economy in MH.
11. Flexibility Principle: Use methods/equipment
which can perform a variety of tasks under a
variety of operating conditions.
12. Simplification Principle: Simplify handling by
eliminating, reducing, or combining unnecessary
movements and/or equipment.
Lean Manufacturing Elimam & Gaafar 2006/230
Elimam and Gaafar 2006 115
Engineering Services
The Twenty Principles of Material Handling
13. Gravity Principle: Utilize gravity to move material
wherever possible, while respecting limitations
concerning safety, product damage and loss.
14. Safety Principle: Provide safe MH equipment and
methods which follow existing safety codes and
regulations in addition to gained experience.
15. Computerization Principle: Consider
computerization in MH & S systems, when
circumstances warrant, for improved
material/information control.
16. System Flow Principle: Integrate data flow with
physical material flow in handling and storage.
Lean Manufacturing Elimam & Gaafar 2006/231
The Twenty Principles of Material Handling
17. Layout Principle: Prepare an operational
sequence and equipment layout for all viable
system solutions, then select the alternative
system which best integrates efficiency and
effectiveness.
18. Cost Principle: Compare the economic
justification of alternate solutions in equipment
and methods on the basis of economic
effectiveness as measured by expense per unit
handled.
Lean Manufacturing Elimam & Gaafar 2006/232
Elimam and Gaafar 2006 116
Engineering Services
The Twenty Principles of Material Handling
19. Maintenance Principle: Prepare a plan for PM
and scheduled repairs on all material handling
equipment.
20. Obsolescence Principle: Prepare long range/
economically sound policy for replacement of
obsolete equipment/methods with special
consideration to life cycle costs.
Lean Manufacturing Elimam & Gaafar 2006/233
Unit Load Principle
Follows traditional thinking
$/unit
Quantity
The greater the amount moved per trip,
the less the cost per unit moved
Maximize Unit Load
Lean Manufacturing Elimam & Gaafar 2006/234
Elimam and Gaafar 2006 117
Engineering Services
Unit Load Principle
But:
Creates more inventory
Requires expensive, heavy-duty material
handling equipment
Increases lag time between operations
poor process communication, slower
reaction to quality problems
Requires more floor space
WASTE!
Lean Manufacturing Elimam & Gaafar 2006/235
Selecting Material Handling Methods
Systematic Approach
1. Define the problem
Preliminary Survey Check sheet
Lean Manufacturing Elimam & Gaafar 2006/236
Elimam and Gaafar 2006 118
Engineering Services
Selecting Material Handling Methods
2. Analyze the problem
Observe activities
Obtain layouts, flow patters, schedules, etc.
Obtain information on existing material handling
equipment
Analyze situation by material handling equation,
Twenty Principles of Material Handling, and/or
forms
such as Basic Data Form
Can activities be combined, simplified, eliminated?
Lean Manufacturing Elimam & Gaafar 2006/237
Selecting Material Handling Methods
3. Identify possible solutions
Organize meeting with:
material handlers
machine operators
supervisors
support engineers
4. Evaluate alternatives
Meet again to rate alternatives using Factor
Analysis
Lean Manufacturing Elimam & Gaafar 2006/238
Elimam and Gaafar 2006 119
Engineering Services
Improvement of MH Systems
Cellular Manufacturing
Eliminate Handling
Eliminate Storage
Eliminate Inventory
Eliminate waste due to poor quality
KEYS:
Efficient layout, scheduling, problem
prevention
Lean Manufacturing Elimam & Gaafar 2006/239
Conveyor Systems
Reduce handling costs
Better coordination of product thru processes
Design WIP level into material handling system
Lean Manufacturing Elimam & Gaafar 2006/240
Elimam and Gaafar 2006 120
Engineering Services
Simple Analysis Techniques
Queuing Analysis
Mathematical analysis of queues
(waiting lines: occur whenever current
demand for service > current capacity
to provide that service).
Lean Manufacturing Elimam & Gaafar 2006/241
Simple Analysis Techniques
Queuing Analysis
Suitable for quick and dirty evaluations when
a high degree of detail is not necessary.
System
Arrivals Server (s) Departure
Arrival Rate Service Rate
Lean Manufacturing Elimam & Gaafar 2006/242
Elimam and Gaafar 2006 121
Engineering Services
Simple Systems
FIFO (FCFS)
Single Server, Single Queue - M/M/1
System
Poisson Arrivals
Exponential Service Times
Lean Manufacturing Elimam & Gaafar 2006/243
Waiting Line Models
Customer
population
Figure C.1
Lean Manufacturing Elimam & Gaafar 2006/244
Elimam and Gaafar 2006 122
Engineering Services
Waiting Line Models
Customer
population
Service system
Waiting line
Service
facilities
Priority
rule
Figure C.1
Lean Manufacturing Elimam & Gaafar 2006/245
Waiting Line Models
Customer
population
Service system
Waiting line
Service Served
facilities customers
Priority
rule
Figure C.1
Lean Manufacturing Elimam & Gaafar 2006/246
Elimam and Gaafar 2006 123
Engineering Services
Waiting
Line Arrangements
Lean Manufacturing Elimam & Gaafar 2006/247
Service facilities
Waiting
Line Arrangements
(a) Single line
Lean Manufacturing Elimam & Gaafar 2006/248
Elimam and Gaafar 2006 124
Engineering Services
Service facilities
Waiting
Line
Arrangements
(a) Single line
Service facilities
(b) Multiple lines
Lean Manufacturing Elimam & Gaafar 2006/249
Service Facility Arrangements
Lean Manufacturing Elimam & Gaafar 2006/250
Elimam and Gaafar 2006 125
Engineering Services
Service Facility Arrangements
Service
facility
(a) Single channel, single phase
Lean Manufacturing Elimam & Gaafar 2006/251
Service Facility Arrangements
Service Service
facility 1 facility 2
(b) Single channel, multiple phase
Lean Manufacturing Elimam & Gaafar 2006/252
Elimam and Gaafar 2006 126
Engineering Services
Service Facility Arrangements
Service
facility 1
Service
facility 2
(c) Multiple channel, single phase
Lean Manufacturing Elimam & Gaafar 2006/253
Service Facility Arrangements
Service Service
facility 1 facility 3
Service Service
facility 2 facility 4
(d) Multiple channel, multiple phase
Lean Manufacturing Elimam & Gaafar 2006/254
Elimam and Gaafar 2006 127
Engineering Services
Service Facility Arrangements
Service Service
facility 1 facility 2
Service Service
facility 3 facility 4
Routing for : 1
124
Routing for : 2
243
Routing for : 3
3214
(e) Mixed
Lean Manufacturing Elimam & Gaafar 2006/255
Probability Distributions
Lean Manufacturing Elimam & Gaafar 2006/256
Elimam and Gaafar 2006 128
Engineering Services
Probability Distributions
Customer Arrivals
Arrival rate = 2/hour
Probability that 4 customers will arrive
(T)n -T
P(n) = e
n!
Lean Manufacturing Elimam & Gaafar 2006/257
Probability Distributions
Service Time
Arrival rate = 2/hour Service time = 3/hour
Probability that 4 customers will arrive
16 -2
P(4) = e = 0.090
24
Probability that a customer requires less than 10 minutes
P(t T) = 1 e-T
Lean Manufacturing Elimam & Gaafar 2006/258
Elimam and Gaafar 2006 129
Engineering Services
Probability Distributions
Customer Arrivals
Arrival rate = 2/hour
Probability that 4 customers will arrive
[2(1)]4 -2(1)
P(4) = e
4!
Lean Manufacturing Elimam & Gaafar 2006/259
Probability Distributions
Customer Arrivals
Arrival rate = 2/hour
Probability that 4 customers will arrive
16 -2
P(4) = e = 0.090
24
Lean Manufacturing Elimam & Gaafar 2006/260
Elimam and Gaafar 2006 130
Engineering Services
Probability Distributions
Service Time
Arrival rate = 2/hour Service time = 3/hour
Probability that 4 customers will arrive
16 -2
P(4) = e = 0.090
24
Probability that a customer requires less than 10 minutes
P(t 0.167 hr) = 1 e-3(0.167)
Lean Manufacturing Elimam & Gaafar 2006/261
Probability Distributions
Service Time
Arrival rate = 2/hour Service time = 3/hour
Probability that 4 customers will arrive
16 -2
P(4) = e = 0.090
24
Probability that a customer requires less than 10 minutes
P(t 0.167 hr) = 1 0.61 = 0.39
Lean Manufacturing Elimam & Gaafar 2006/262
Elimam and Gaafar 2006 131
Engineering Services
Operating Characteristics
Line Length
Number of
Customers in System
Waiting Time in Line
Total Time in System
Service Facility Utilization
Lean Manufacturing Elimam & Gaafar 2006/263
Single-Server Model
= Average utilization
utilization of the system =
n = Probability that n customers are in the system = (1 )n
L = Average number of customers in the service system =
Lq = Average number of customers in the waiting line = L
1
W = Average time spent in the system, including service =
Wq = Average waiting time in line = W
Lean Manufacturing Elimam & Gaafar 2006/264
Elimam and Gaafar 2006 132
Engineering Services
Waiting Line Models
Lean Manufacturing Elimam & Gaafar 2006/265
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
Lean Manufacturing Elimam & Gaafar 2006/266
Elimam and Gaafar 2006 133
Engineering Services
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
Utilization = =
Lean Manufacturing Elimam & Gaafar 2006/267
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = =
35
Lean Manufacturing Elimam & Gaafar 2006/268
Elimam and Gaafar 2006 134
Engineering Services
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
Lean Manufacturing Elimam & Gaafar 2006/269
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
Average number in system = L =
Lean Manufacturing Elimam & Gaafar 2006/270
Elimam and Gaafar 2006 135
Engineering Services
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Lean Manufacturing Elimam & Gaafar 2006/271
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = L
Lean Manufacturing Elimam & Gaafar 2006/272
Elimam and Gaafar 2006 136
Engineering Services
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6)
Lean Manufacturing Elimam & Gaafar 2006/273
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6) = 5.14 customers
Lean Manufacturing Elimam & Gaafar 2006/274
Elimam and Gaafar 2006 137
Engineering Services
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6) = 5.14 customers
1
Average time in system = W =
Lean Manufacturing Elimam & Gaafar 2006/275
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6) = 5.14 customers
1
Average time in system = W =
35 30
Lean Manufacturing Elimam & Gaafar 2006/276
Elimam and Gaafar 2006 138
Engineering Services
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6) = 5.14 customers
1
Average time in system = W = = 0.20 hour, or 12 minutes
35 30
Lean Manufacturing Elimam & Gaafar 2006/277
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6) = 5.14 customers
1
Average time in system = W = = 0.20 hour, or 12 minutes
35 30
Average time in line = Wq = W
Lean Manufacturing Elimam & Gaafar 2006/278
Elimam and Gaafar 2006 139
Engineering Services
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6) = 5.14 customers
1
Average time in system = W = = 0.20 hour, or 12 minutes
35 30
Average time in line = Wq = 0.857(0.20)
Lean Manufacturing Elimam & Gaafar 2006/279
Waiting Line Models
Single-Channel, Single-Phase System
Arrival rate = 30/hour Service rate = 35/hour
30
Utilization = = = = 0.857, or 85.7%
35
30
Average number in system = L = = 6 customers
35 30
Average number in line = Lq = 0.857(6) = 5.14 customers
1
Average time in system = W = = 0.20 hour, or 12 minutes
35 30
Average time in line = Wq = 0.857(0.20) = 0.17 hour, or 10.28 minutes
Lean Manufacturing Elimam & Gaafar 2006/280
Elimam and Gaafar 2006 140
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour
Average time in system = 8 minutes
Lean Manufacturing Elimam & Gaafar 2006/281
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour
1
Average time in system = 8 minutes = W =
Lean Manufacturing Elimam & Gaafar 2006/282
Elimam and Gaafar 2006 141
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour
1
Average time in system = 8 minutes = W =
30
Lean Manufacturing Elimam & Gaafar 2006/283
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Lean Manufacturing Elimam & Gaafar 2006/284
Elimam and Gaafar 2006 142
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Lean Manufacturing Elimam & Gaafar 2006/285
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
4
Probability of more than 4 customers = = 1 n
n=0
Lean Manufacturing Elimam & Gaafar 2006/286
Elimam and Gaafar 2006 143
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
4
Probability of more than 4 customers = = 1 (1 )n
n=0
Lean Manufacturing Elimam & Gaafar 2006/287
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
4
Probability of more than 4 customers = = 1 (1 )n
n=0
30
= = 0.80
37.52
Lean Manufacturing Elimam & Gaafar 2006/288
Elimam and Gaafar 2006 144
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 1 0.2(1 + 0.8 + 0.82
+ 0.83 + 0.84)
30
= = 0.80
37.52
Lean Manufacturing Elimam & Gaafar 2006/289
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Lean Manufacturing Elimam & Gaafar 2006/290
Elimam and Gaafar 2006 145
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance
of exceeding 4 = 1 (1 )(1 + + 2 + 3 + 4)
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/291
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance
of exceeding 4 = 1 1 2 3 4 + + 2 + 3 + 4 + 5
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/292
Elimam and Gaafar 2006 146
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance
of exceeding 4 = 5 or = 1/5
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/293
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance
of exceeding 4 = 5 or = 1/5 If = 0.10
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/294
Elimam and Gaafar 2006 147
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance
of exceeding 4 = 5 or = (0.10)1/5 If = 0.10
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/295
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance
of exceeding 4 = 5 or = 0.63 If = 0.10
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/296
Elimam and Gaafar 2006 148
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 37.52/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance 30
of exceeding 4 = 5 or = 0.63 =
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/297
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 47.62/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance 30
of exceeding 4 = 5 or = 0.63 =
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/298
Elimam and Gaafar 2006 149
Engineering Services
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 47.62/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance 30
of exceeding 4 = 5 or = 0.63 =
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/299
Waiting Line Models
Single-Server Model
Arrival rate = = 30/hour Service rate = = 47.62/hour
1
Average time in system = 8 minutes = W =
30
Probability of more than 4 customers = = 0.328
Service rate for
a 10% chance 30
of exceeding 4 = 5 or = 0.63 =
customers in
the system
Lean Manufacturing Elimam & Gaafar 2006/300
Elimam and Gaafar 2006 150
Engineering Services
Lean Production Models
Lean Manufacturing Elimam & Gaafar 2006/301
Contents
TVAL Model
Sequence Schedule in JIT
Quantitative Stock Analysis for JIT
Inventory Models
Lean Manufacturing Elimam & Gaafar 2006/302
Elimam and Gaafar 2006 151
Engineering Services
TVAL Model
Toyota Verification of Assembly Line
Measure the workload or fatigue rate of each
assembly line operation
Measuring Equation:
L = 27.03 log t + 53.78 log M 48.76
Where
L = physiological load or fatigue rate (%)
beyond L operator cannot continue
M = ratio of Electro-Motive Force (EMF) to its
max (need EMF meter)
T = sustaining time of an operation
Lean Manufacturing Elimam & Gaafar 2006/303
TVAL Model
Past Equation holds regardless of posture
Another posture dependent Equation:
L = d1 log t + d2 log W 162.0
W =task load determined by handling
weight, operation posture, assembling
muscle power, pushing direction,
In a cycling operation: W = 9.31 t0.0129 M0.457
Toyota concluded: fatigue rate < 80 %
Equations would not apply to all situations
Need to develop our own
Lean Manufacturing Elimam & Gaafar 2006/304
Elimam and Gaafar 2006 152
Engineering Services
Sequence Scheduling Method for Smoothing
Mixed Assembly Line
Goal: Reduce differences in assembly
hrs among products models
Basic Logic: Two main Components
Appearance Ratio (AR) control
Continuation and Interval (CI) controls
Lean Manufacturing Elimam & Gaafar 2006/305
Sequence Scheduling Method for
Smoothing (AR)
Average AR : Target for the sequence
Calculated as
Total no of certain spec product
AR =
Total no of all products
Smoothing in sequence: difficult to realize
in final 10 % of product in a day
To solve problem: use CI controls
Lean Manufacturing Elimam & Gaafar 2006/306
Elimam and Gaafar 2006 153
Engineering Services
Sequence Scheduling Method for Smoothing
Continuation and Interval (CI) controls
Continuation control: Introduce
designated maximum of certain product in
a succession in Assembly Line Example
Max of 2 cars in succession
Interval control: keeps intervals of units
between two same product within a
designated minimum interval
Lean Manufacturing Elimam & Gaafar 2006/307
Why Manage Inventory?
Total $ investment on in inventories is $1.37
trillion (last quarter of 1999)
34% in Manufacturing
26% in Retail
22% in Wholesale 82% of the total
8% in Farm
10% in Other
Lean Manufacturing Elimam & Gaafar 2006/308
Elimam and Gaafar 2006 154
Engineering Services
Why Manage Inventory? - Examples
In 1998, American companies spent $898 billion in logistics-
related activities (or 10.6% of Gross Domestic Product).
Transportation 58%
Inventory 38%
Management 4%
By effectively managing inventory:
Xerox eliminated $700 million inventory from its supply
chain
Wal-Mart became the largest retail company utilizing
efficient inventory management
GM has reduced parts inventory and transportation
costs by 26% annually
Lean Manufacturing Elimam & Gaafar 2006/309
Why Manage Inventory? - Examples
By not managing inventory successfully
In 1994, IBM continues to struggle with
shortages in ThinkPad line (WSJ, Oct 7, 1994)
In 1993, Liz Claiborne said its unexpected
earning decline is a result of higher excess
inventory (WSJ, July 15, 1993)
In 1993, Dell Computers predicts a loss; Stock
plunges. Dell acknowledged company was
sharply off in its forecast of demand, resulting
in inventory write downs (WSJ, August 1993)
Lean Manufacturing Elimam & Gaafar 2006/310
Elimam and Gaafar 2006 155
Engineering Services
Inventory
Lean Manufacturing Elimam & Gaafar 2006/311
Why do we hold inventory?
Economies of scale
Uncertainty in supply and demand
Speculation
Transportation
Smoothing production/purchasing
Logistics
Cost of controlling inventory
Lean Manufacturing Elimam & Gaafar 2006/312
Elimam and Gaafar 2006 156
Engineering Services
Decisions to Make
We have to decide
How often we review the inventory
When we should issue a
(replenishment/production) order
How large the order should be
Lean Manufacturing Elimam & Gaafar 2006/313
Characteristics of Inventory Systems
Demand
Constant (level) or variable
Deterministic (known) or Stochastic (random
or uncertain)
Lead Time
Review Time
Continuous or periodic review
Excess Demand
Backordered or lost
Changing inventory
Lean Manufacturing Elimam & Gaafar 2006/314
Elimam and Gaafar 2006 157
Engineering Services
Inventory-Related Costs
Ordering or Setup Costs
Inventory Carrying or Holding
Costs
Stockout Costs
Capacity Associated Costs
Cost of Goods
Lean Manufacturing Elimam & Gaafar 2006/315
Relevant Costs
Unit value or unit variable cost (c)
Cost of making a part available for usage
Purchase + Freight + Mfg. Costs
Usually different from accounting cost
Should include more than just book value
Lean Manufacturing Elimam & Gaafar 2006/316
Elimam and Gaafar 2006 158
Engineering Services
Relevant Costs
Holding cost (cost of carrying in inv.)
Opportunity costs of the money tied to
inventory (I = ic), where i is the available rate
of return on investment (may use IRR).
Warehousing and Handling (cost of providing
space to store items, counting and moving
items in the warehouse)
Deterioration, damage, obsolescence
Insurance and taxes
W: Warehousing cost, $ per item per year
Lean Manufacturing Elimam & Gaafar 2006/317
Relevant Costs
The cost of placing a purchase order from a vendor
include
Order forms
Postage
Telecommunications
Authorization
Purchase order planning
Purchase order entry time
Purchase order processing time
Lean Manufacturing Elimam & Gaafar 2006/318
Elimam and Gaafar 2006 159
Engineering Services
Relevant Costs
The cost of placing a purchase order from a vendor
include
Purchase order inspection time
Purchase order follow-up time
Purchasing management
Office space
Office supplies
Purchase order entry systems
Tracking and expediting
Lean Manufacturing Elimam & Gaafar 2006/319
EOQ History
Introduced in 1913 by Ford W. Harris, How Many
Parts to Make at Once
Interest on capital tied up in wages, material and overhead
sets a maximum limit to the quantity of parts which can be
profitably manufactured at one time; set-up costs on the
job fix the minimum. Experience has shown one manager
a way to determine the economical size of lots.
Early application of mathematical modeling to Scientific
Management
Lean Manufacturing Elimam & Gaafar 2006/320
Elimam and Gaafar 2006 160
Engineering Services
Inventory Management
There are nine popular distribution inventory
control policies organized into three categories:
Manual inventory control
Two-Bin Systems (2BS)
Visual Review (VR)
Basic replenishment schemes
Re-Order Point (ROP) with Economic Order
Quantities
(EOQ) ROP/ EOQ
Source: Frazelle, Edward H. Supply Chain Strategy. McGraw-Hill Education Group, 2001
Lean Manufacturing Elimam & Gaafar 2006/321
Inventory Management
Re-Order Point (ROP) with Order Up to
Levels (OUL) ROP/ OUL
Review Time Period (RTP) with Order Up
to Levels (OUL) RTP/ OUL
Review Time Period with Re-Order Points
and Order-Up-To Levels RTP/ ROP/
OUL
Source: Frazelle, Edward H. Supply Chain Strategy. McGraw-Hill Education Group, 2001
Lean Manufacturing Elimam & Gaafar 2006/322
Elimam and Gaafar 2006 161
Engineering Services
Inventory Management
Source: Frazelle, Edward H. Supply Chain Strategy. McGraw-Hill Education Group, 2001
Lean Manufacturing Elimam & Gaafar 2006/323
Inventory Costs
Interest or
Opportunity Cost
Storage and
Handling Costs
Taxes, Insurance,
and Shrinkage
Lean Manufacturing Elimam & Gaafar 2006/324
Elimam and Gaafar 2006 162
Engineering Services
Inventory Costs
Customer Service
Ordering Cost
Setup Cost
Labor and
Equipment Utilization
Transportation Costs
Payments to Suppliers
Lean Manufacturing Elimam & Gaafar 2006/325
Types of Inventory
Cycle Inventory
Q+0
Average cycle inventory =
2
Safety Stock Inventory
Anticipation Inventory
Pipeline Inventory
Pipeline inventory = DL = dL
Lean Manufacturing Elimam & Gaafar 2006/326
Elimam and Gaafar 2006 163
Engineering Services
Types of Inventory
Cycle inventory = Q/2
= 280/2
= 140 drills
Pipeline inventory = DL = dL
= (70 drills/week)(3 weeks)
= 210 drills
Lean Manufacturing Elimam & Gaafar 2006/327
How
Much?
When!
Lean Manufacturing Elimam & Gaafar 2006/328
Elimam and Gaafar 2006 164
Engineering Services
Economic Order
Quantity
Lean Manufacturing Elimam & Gaafar 2006/329
EOQ Modeling Assumptions
1. Production is instantaneous No capacity constraint and the
entire lot is produced simultaneously.
2. Delivery is immediate No time lag between production and
availability to satisfy demand.
3. Demand is deterministic No uncertainty about the quantity
or timing of demand.
4. Demand is constant over time represented as a straight line
- if annual demand= 365 units translates one unit/day.
5. A production run incurs a fixed setup cost independent of
lot size, the setup cost is constant.
6. Products can be analyzed singly either it is only a single
product or conditions exist to ensure products separability.
Lean Manufacturing Elimam & Gaafar 2006/330
Elimam and Gaafar 2006 165
Engineering Services
Economic Order Quantity
Assumptions
1. Demand rate is constant
2. No constraints on lot size
3. Only relevant costs are holding and
ordering/setup
4. Decisions for items are independent
from other items
5. No uncertainty in lead time or supply
Lean Manufacturing Elimam & Gaafar 2006/331
EOQ Trade-off
Two interpretations:
If you order more (larger Q), you incur
higher inventory cost, but less setup cost
If you order less frequently, you incur larger
inventory cost, but less setup cost
The trade-off is not linear!
Lean Manufacturing Elimam & Gaafar 2006/332
Elimam and Gaafar 2006 166
Engineering Services
Economic Order Quantity
Receive Inventory depletion
order (demand rate)
On--hand inventory (units)
Q Average
cycle
2
inventory
On
1 cycle
Time
Lean Manufacturing Elimam & Gaafar 2006/333
Economic Order Quantity
Total cost = HC + OC
Annual cost (dollars)
Holding cost (HC
(HC))
Ordering cost (OC
(OC))
Lot Size (Q
(Q)
Lean Manufacturing Elimam & Gaafar 2006/334
Elimam and Gaafar 2006 167
Engineering Services
Economic Order Quantity
Example 15.2
3000
Q D
Annual cost (dollars)
Total cost = (H
(H) + (S
(S)
2 Q
2000
Q
Holding cost = (H
(H)
2
1000
D
Ordering cost = (S
(S)
Q
0 | | | | | | | |
50 100 150 200 250 300 350 400
Lot Size (Q
(Q)
Lean Manufacturing Elimam & Gaafar 2006/335
Economic Order Quantity: Example
3000
Q D
Annual cost (dollars)
Total cost = (H
(H) + (S
(S)
2 Q
2000
Connectors costs
Q
Holding cost = (H
(H)
D = (18 /week)(52 weeks) = 936 units 2
H = 0.25 ($60/unit) = $15
S = $45 Q = 390 units
1000
Q D D
Ordering cost = (S
(S)
C= (H) + (S) Q
2 Q
| | | | | | | |
C0
= $2925 + $108 = $3033
50 100 150 200 250 300 350 400
Lot Size (Q
(Q)
Lean Manufacturing Elimam & Gaafar 2006/336
Elimam and Gaafar 2006 168
Engineering Services
Economic Order Quantity
Current
cost Example
3000
Q D
Annual cost (dollars)
Total cost = (H
(H) + (S
(S)
2 Q
2000
Connectors costs
Q
Holding cost = (H
(H)
D = (18 /week)(52 weeks) = 936 units 2
H = 0.25 ($60/unit) = $15
S = $45 Q = 390 units
1000
Q D D
Ordering cost = (S
(S)
C= (H) + (S) Q
2 Q
| | | | | | | |
C0
= $2925 + $108 = $3033
50 100 150 200 250 300 350 400
Current
Lot Size (Q
(Q)
Q
Lean Manufacturing Elimam & Gaafar 2006/337
Economic Order Quantity
Current
cost Example
3000
Q D
Annual cost (dollars)
Total cost = (H
(H) + (S
(S)
2 Q
2000
Connectors costs
Q
Holding cost = (H
(H)
D = (18 /week)(52 weeks) = 936 units 2
H = 0.25 ($60/unit) = $15
S = $45 Q = 390 units
1000
Q D D
Ordering cost = (S
(S)
C= (H) + (S) Q
2 Q
| | | | | | | |
C0
= $2925 + $108 = $3033
50 100 150 200 250 300 350 400
Current
Lot Size (Q
(Q)
Q
Lean Manufacturing Elimam & Gaafar 2006/338
Elimam and Gaafar 2006 169
Engineering Services
Economic Order Quantity :Example
Current
cost
3000
Q D
Annual cost (dollars)
Total cost = (H
(H) + (S
(S)
2 Q
2000
Connectors costs
Q
Holding cost = (H
(H)
D = (18 /week)(52 weeks) = 936 units 2
H = 0.25 ($60/unit) = $15
S = $45 Q = 468 units
1000
Q D D
Ordering cost = (S
(S)
C= (H) + (S) Q
2 Q
| | | | | | | |
C0
= $3510 + $90 = $3600
50 100 150 200 250 300 350 400
Current
Lot Size (Q
(Q)
Q
Lean Manufacturing Elimam & Gaafar 2006/339
Economic Order Quantity
Current
cost Example 15.2
Connectors costs
3000
Q D
Annual cost (dollars)
Total cost = D(H= )(18
(H + /week)(52
(S
(S) weeks) = 936 units
2 Q
H = 0.25 ($60/unit) = $15
S = $45 Q = EOQ
2000
Q
2DS Holding Q
cost = D(H
(H)
EOQ = C= (H) +2 (S)
H 2 Q
1000
D
Ordering cost = (S
(S)
Q
0 | | | | | | | |
50 100 150 200 250 300 350 400
Current
Lot Size (Q
(Q)
Q
Lean Manufacturing Elimam & Gaafar 2006/340
Elimam and Gaafar 2006 170
Engineering Services
Economic Order Quantity
Current
cost Example 15.2
3000 Connectors costs
Q D
Annual cost (dollars)
Total cost = D(H= )(18
(H + /week)(52
(S
(S) weeks) = 936 units
2 Q
H = 0.25 ($60/unit) = $15
S = $45 Q = 75
2000
Q
2DS Holding Q
cost = D(H
(H)
EOQ = C= (H) +2 (S)
H 2 Q
1000
D
Ordering cost = (S
(S)
Q
0 | | | | | | | |
50 100 150 200 250 300 350 400
Current
Example Lot Size (Q
(Q)
Q
Lean Manufacturing Elimam & Gaafar 2006/341
Economic Order Quantity
Current
cost Example 15.2
3000 Connectors costs
Q D
Annual cost (dollars)
Total cost = D(H= )(18
(H + /week)(52
(S
(S) weeks) = 936 units
2 Q
H = 0.25 ($60/unit) = $15
S = $45 Q = 75
2000
Q
2DS Holding Q
cost = D(H
(H)
EOQ = C= (H) +2 (S)
H 2 Q
1000 C = $562 + $562 = $1124
D
Ordering cost = (S
(S)
Q
0 | | | | | | | |
50 100 150 200 250 300 350 400
Current
Example Lot Size (Q
(Q)
Q
Lean Manufacturing Elimam & Gaafar 2006/342
Elimam and Gaafar 2006 171
Engineering Services
Economic Order Quantity
Current
cost Example 15.2
3000 Connectors costs
Q D
Annual cost (dollars)
Total cost = D(H= )(18
(H + /week)(52
(S
(S) weeks) = 936 units
2 Q
H = 0.25 ($60/unit) = $15
S = $45 Q = 75
2000
Q
2DS Holding Q
cost = D(H
(H)
EOQ = C= (H) +2 (S)
H 2 Q
1000 C = $562 + $562 = $1124
D
Lowest Ordering cost = (S
(S)
Q
cost
0 | | | | | | | |
50 100 150 200 250 300 350 400
Best Q Current
Example Lot Size (Q
(Q)
(EOQ) Q
Lean Manufacturing Elimam & Gaafar 2006/343
Economic Order Quantity
Current
cost Example 15.2
3000 Connectors costs
Q D
Annual cost (dollars)
Total cost = D(H= )(18
(H + /week)(52
(S
(S) weeks) = 936 units
2 Q
H = 0.25 ($60/unit) = $15
S = $45 Q = 75
2000
Q
2DS Holding Q
cost = D(H
(H)
EOQ = C= (H) +2 (S)
H 2 Q
1000 C = $562 + $562 = $1124
D
Lowest Ordering cost = (S
(S)
Q
cost
0 | | | | | | | |
50 100 150 200 250 300 350 400
Best Q Current
Example Lot Size (Q
(Q)
(EOQ) Q
Lean Manufacturing Elimam & Gaafar 2006/344
Elimam and Gaafar 2006 172
Engineering Services
Economic Order Quantity
Current
cost Example 15.2
Bird feeder costs
3000 Time between orders
Q D
Annual cost (dollars)
Total cost = D(H= )(18
(H + /week)(52
(S
(S) weeks) = 936 units
2 Q
HTBO EOQ = $15
= 0.25 ($60/unit)
EOQ = = 75/936 = 0.080 year
S = $45 D Q = 75
2000
Q
Holding Q
cost = D(H
(H)
TBO=EOQ 2DS
EOQ = (75/936)(12)
C = = (H)
0.96+2months
(S)
H 2 Q
TBOEOQ = (75/936)(52) = 4.17 weeks
1000 C = $562 + $562 = $1124
TBOEOQ = (75/936)(365) = 29.25D days
Ordering cost = (S
S)
Lowest Ordering cost = ( )
Q
cost
0 | | | | | | | |
50 100 150 200 250 300 350 400
Best Q Current
Example Lot Size (Q
(Q)
(EOQ) Q
Lean Manufacturing Elimam & Gaafar 2006/345
How
Much?
When!
Lean Manufacturing Elimam & Gaafar 2006/346
Elimam and Gaafar 2006 173
Engineering Services
up
So
Soup
Soup
Continuous Review
IP IP IP
Order Order Order Order
received received received received
On--hand inventory
Q Q Q
OH OH OH
On
R
Order Order Order
placed placed placed
L L L Time
TBO TBO TBO
Lean Manufacturing Elimam & Gaafar 2006/347
up
So
Soup
Soup
Continuous Review
IP IP IP
Order Order Order Order
received received received received
On--hand inventory
Connectors
Q Q Q
R = Average demand during lead time
OH OH = (25)(4) = 100
OH cases
On
R
IP = OH + SR BO
Order Order
placed
= 10 + 200 0Order
placed
= 210 cases
placed placed
L L L Time
TBO TBO TBO
Example
Lean Manufacturing Elimam & Gaafar 2006/348
Elimam and Gaafar 2006 174
Engineering Services
Uncertain Demand
IP
IP
Order
Order
Order received
received
received Order
received
On--hand inventory
Q
Q Q
OH
R
Order Order Order
On
placed placed placed
L1 L2 L3 Time
TBO1 TBO2 TBO3
Lean Manufacturing Elimam & Gaafar 2006/349
Reorder Point / Safety Stock
Cycle-
Cycle-service level = 85%
Probability of stockout
(1.0 0.85 = 0.15)
Average
demand
during
lead time R
zL
Lean Manufacturing Elimam & Gaafar 2006/350
Elimam and Gaafar 2006 175
Engineering Services
Reorder Point / Safety Stock
Safety Stock/R
Safety stock = zL
= 2.33(22) = 51.3
Cycle-
Cycle-service level = 85%
= 51 boxes
Reorder point = ADDLT + SS
= 250 + 51
= 301 boxes Probability of stockout
(1.0 0.85 = 0.15)
Average
demand
during
lead time R
zL
Example
Lean Manufacturing Elimam & Gaafar 2006/351
Lead Time Distributions
t = 15
t = 26
+
75
Demand for week 1
t = 15
+ 225
Demand for
75
Demand for week 2 three-
three-week lead time
t = 15
=
75
Demand for week 3
Lean Manufacturing Elimam & Gaafar 2006/352
Elimam and Gaafar 2006 176
Engineering Services
Lead Time Distributions
t = 15
t = 26
+ Connectors Lead Time Distribution
75
Demand for week 1
t = 1 week
t = 15 d = 18 L=2
+ L = t L =5 2 = 7.1
225
75 Safety stock = zL = 1.28(7.1)Demand
= 9.1 or
for9 units
Demand for week 2 three-
three-week lead time
t = 15
Reorder point = dL + Safety stock
= 2(18) + 9 = 45 units
Example
=
75
Demand for week 3
Lean Manufacturing Elimam & Gaafar 2006/353
Lead Time Distributions
t = 15
t = 26
+ Connectors Lead Time Distribution
75
Demand for week 1
t = 15
Reorder point = 2(18) + 9 = 45 units
+
C=
75
($15) +
936
($45)
225
+ 9($15)
Demand for
75
Demand for week 2
2 75 three-
three-week lead time
t = 15
C = $562.50 + $561.60 + $135 = $1259.10
Example
=
75
Demand for week 3
Lean Manufacturing Elimam & Gaafar 2006/354
Elimam and Gaafar 2006 177
Engineering Services
Periodic Review Systems
T
IP IP IP
Order Order Order
received received received
On--hand inventory
Q3
Q1
OH Q2 OH
IP1
IP3
Order Order
On
placed placed
IP2
L L L Time
P P
Protection interval
Lean Manufacturing Elimam & Gaafar 2006/355
Periodic Review Systems
T
IP IP TV Set - P System IP
Order Order Order
received received
IP = OH + SR BO received
On--hand inventory
Q3
Q1 Q
OH OHt = T - IPt
Q2
IP1
T = 400 BO = 5
IP3 OH = 0 SR = 0
Order Order
On
placed placed
IP2 IP = 0 + 0 5 = 5 sets
Q = 400 (5) = 405 sets
L L L Time
P P
Protection interval
Lean Manufacturing Elimam & Gaafar 2006/356
Elimam and Gaafar 2006 178
Engineering Services
Periodic Review Systems
T
IP IP IP
Order
Connectors Order P and T
Calculating Order
received received received
On--hand inventory
Q
t =
Q118 units L = 2 weeks cycle/service level = 90%
3
OH Q2 OH
EOQ = 75 units D = (18 units/week)(52 weeks) = 936 units
IP1
EOQ 75
IP3 P= (52) = (52) = 4.2 or 4 weeks
D 936
Order Order
On
placed P+L = P + L = 5 placed
6 = 12 units
IP2
T = Average demand during the protection interval + Safety stock
= d (P + L) + zP + L
L L L
= (18 units/week)(16 weeks) + 1.28(12 units) = 123 units Time
P P
Protection interval
Lean Manufacturing Elimam & Gaafar 2006/357
Periodic Review Systems
T
IP IP IP
Order
Connectors Order P and T
Calculating Order
received received received
On--hand inventory
Q3
t =
Q118 units L = 2 weeks cycle/service level = 90%
OH Q2 OH
EOQ = 75 units D = (18 units/week)(52 weeks) = 936 units
IP1
P = 4 weeks T = 123 units
IP3
Order Order
On
placed 4(18) 936placed
IP2 C= ($15) + ($45) + 15($15)
2 4(18)
C = $540 + $585 + $225 = $1350
L L L Time
P P
Protection interval
Example
Lean Manufacturing Elimam & Gaafar 2006/358
Elimam and Gaafar 2006 179
Engineering Services
Comparison of Q and P Systems
P Systems
Convenient to administer
Orders may be combined
IP only required at review
Q Systems
Individual review frequencies
Possible quantity discounts
Lower, less-expensive safety stocks
Lean Manufacturing Elimam & Gaafar 2006/359
EOQ Model
Assumptions:
No Stockouts
Order when no inventory
Order size determines policy
Inventory
Qavg = Q/2
Order Avg. Inventory (Qavg)
Quantity
Q
Lean Manufacturing Elimam & Gaafar 2006/360
Elimam and Gaafar 2006 180
Engineering Services
Dynamic Lot Sizing
Another EOQ assumption:
Demand is constant over time
Dynamic Lot Sizing relaxes this assumption
Demand is changing over time
But demand in each period is known (so still
deterministic).
Lean Manufacturing Elimam & Gaafar 2006/361
Dynamic Lot Sizing
Examples:
MRP
Firm orders and contracts for future periods
Seasonal demand patterns
Demand with trend (increasing or decreasing over
time)
Lean Manufacturing Elimam & Gaafar 2006/362
Elimam and Gaafar 2006 181
Engineering Services
Dynamic Lot Sizing
Example:
Week 1 2 3 4 5 6 7 8 9 10
Demand 10 15 12 16 15 12 18 14 22 16
Other data
Beginning inventory: 0
Setup cost: $150
Inventory carrying cost: $2 per unit per
period
Lean Manufacturing Elimam & Gaafar 2006/363
Dynamic Lot Sizing
Issues:
Determine a planning horizon
Calculate total cost over the planning horizon
Implementing decisions over time
Rolling horizon concept
Discrete demand vs. Continuous demand
Discrete Replenishments vs. Any-time
replenishments
Lean Manufacturing Elimam & Gaafar 2006/364
Elimam and Gaafar 2006 182
Engineering Services
Dynamic Lot Sizing
Quick Solutions
Order every period exactly as much as you need
Lot-for-Lot
Determine a fixed order quantity and order when
you need to order (i.e., when on-hand inventory is
less than the next periods demand)
Example: EOQ
Order constant time-supply (i.e., order the
amount sufficient to cover total demand in next
three months)
Lean Manufacturing Elimam & Gaafar 2006/365
Dynamic Lot Sizing
Lot-for-lot solution:
P eriod 1 2 3 4 5 6 7 8 9 10 Total
D em an d 10 15 12 16 15 12 18 14 22 16 150
O rd er 10 15 12 16 15 12 18 14 22 16 150
B eg in n in g I. 10 15 12 16 15 12 18 14 22 16 150
E n d I. 0 0 0 0 0 0 0 0 0 0 0
H old in g C ost 10 15 12 16 15 12 18 14 22 16 150
Total Cost = 150 + 10 * 150 = $1650
Lean Manufacturing Elimam & Gaafar 2006/366
Elimam and Gaafar 2006 183
Engineering Services
Dynamic Lot Sizing
Other heuristics:
EOQ as a Time Supply
Periodic Order Quantity (POQ)
Part-Period Balancing (PPB)
Silver-Meal (or Least Period Cost)
Lean Manufacturing Elimam & Gaafar 2006/367
Dynamic Lot Sizing
Example
Week 1 2 3 4 5 6 7 8 9 10
Demand 10 15 12 16 15 12 18 14 22 16
Calculate EOQ:
Average demand per week = ____
Holding cost per unit per week = ____
EOQ = ____
Total Holding and Setup Cost = ____
2DS 2(150)(15)
Q =
*
= = 47.43
H 2
Lean Manufacturing Elimam & Gaafar 2006/368
Elimam and Gaafar 2006 184
Engineering Services
Dynamic Lot Sizing- EOQ
Period 1 2 3 4 5 6 7 8 9 10 Total
Demand 10 15 12 16 15 12 18 14 22 16 150
Order 48 48 48 48 192
Beginning I. 48 38 23 59 43 28 64 46 32 58
End I. 38 23 11 43 28 16 46 32 10 42
Holding Cost 86 61 34 102 71 44 110 78 42 100 728
Total Cost = 728 + 4 * 150 = $1328
Lean Manufacturing Elimam & Gaafar 2006/369
Dynamic Lot Sizing - POQ
Periodic Order Quantity
Calculate EOQ using Average Demand
Calculate Time Supply and round it to the
nearest integer
In each replenishment, order to cover that
many periods demand
Fixed order interval, but different quantity in
each replenishment
Lean Manufacturing Elimam & Gaafar 2006/370
Elimam and Gaafar 2006 185
Engineering Services
Dynamic Lot Sizing - POQ
P eriod 1 2 3 4 5 6 7 8 9 10 Total
D em an d 10 15 12 16 15 12 18 14 22 16 150
O rd er 37 43 54 16 150
B eg in n in g I. 37 27 12 43 27 12 54 36 22 16
E n d I. 27 12 0 27 12 0 36 22 0 0
H old in g C os t 64 39 12 70 39 12 90 58 22 16 422
Total Cost = 422 + 4 * 150 = $1022
Lean Manufacturing Elimam & Gaafar 2006/371
Dynamic Lot Sizing - PPB
Part-Period Balancing
Select the number of periods covered by the
replenishment such that the total inventory
carrying costs are as close as possible to the
setup cost.
Lean Manufacturing Elimam & Gaafar 2006/372
Elimam and Gaafar 2006 186
Engineering Services
Dynamic Lot Sizing - PPB
P eriod 1 2 3 4 5 6 7 8 9 10 Total
D em an d 10 15 12 16 15 12 18 14 22 16 150
O rd er 37 43 54 16 150
B eg in n in g I. 37 27 12 43 27 12 54 36 22 16
E n d I. 27 12 0 27 12 0 36 22 0 0
H old in g C ost 64 39 12 70 39 12 90 58 22 16 422
Total Cost = 422 + 4 * 150 = $1022
Lean Manufacturing Elimam & Gaafar 2006/373
Dynamic Lot Sizing - SM
Silver-Meal (SM) Heuristic
Minimize total relevant costs per unit time for the
duration of the replenishment quantity.
Replenishment quantity Q should last for an integer
number of periods: cover the total demand in
periods 1 through T (decision variable T)
Min (Setup Cost + Inv Cost through T) / T
Q = D1 + + DT
Total Relevant Cost through T: TRC(T)
Select T such that TRC(T)/T is minimized.
Lean Manufacturing Elimam & Gaafar 2006/374
Elimam and Gaafar 2006 187
Engineering Services
Dynamic Lot Sizing - SM
Silver-Meal (SM) Heuristic
Starting from T=1, compute TRC(T)/T for
increasing number of Ts
Stop when
TRC(T+1)/(T+1) > TRC(T)/T
Select T (before TRC per unit time starts
increasing)
TRC(T) = A+hD2+2hD3++(T-1)hDT
Lean Manufacturing Elimam & Gaafar 2006/375
Dynamic Lot Sizing - SM
P e rio d 1 2 3 4 5 6 7 8 9 10 To ta l
D em an d 10 15 12 16 15 12 18 14 22 16 150
O rd e r 37 43 32 38 150
B e g in n in g I. 37 27 12 43 27 12 32 14 38 16
E n d I. 27 12 0 27 12 0 14 0 16 0
H o ld in g C o s t 64 39 12 70 39 12 46 14 54 16 366
Total Cost = 366 + 4 * 150 = $966
Lean Manufacturing Elimam & Gaafar 2006/376
Elimam and Gaafar 2006 188
Engineering Services
Lot Sizing for JIT
Minimum lot size to avoid
interruption
EOQ is not used in JIT
Reduce Setup to minimize lot size
Hence reduce the stock of finished
and WIP products
In JIT: Time and uncertainty
justifies keeping little inventory
Lean Manufacturing Elimam & Gaafar 2006/377
Lot Sizing for JIT
Reduction of Lot Size
Under Constraint that Total operation
time does not increase
Reduce setup time
Reducing unit producing time in the
preceding stage
Lean Manufacturing Elimam & Gaafar 2006/378
Elimam and Gaafar 2006 189
Engineering Services
Lot Sizing for JIT
If time span for consuming one unit in the
subsequent process > (1+(2)/2)) t
t = time span of producing one unit in the
preceding stage
Then
Minimum lot size = quotient of:
the setup time in the preceding stage divided
by:
the difference between consumption time of
(2- (2) units and
the unit producing time in the subsequent and
preceding stages, respectively
Lean Manufacturing Elimam & Gaafar 2006/379
Lot Sizing for JIT
Define
S = setup time for a lot
t = processing time of a part
aj = consumption quantity of part j
1
A = a and =
= avg time of
n
'
j =1
t
A
consuming one part in the subsequent stage
Then
S
=
(2 2 )t t
*
The min lot size q
'
Lean Manufacturing Elimam & Gaafar 2006/380
Elimam and Gaafar 2006 190
Engineering Services
Lot Sizing for JIT: Example
S= 20 min
t = 2 min
t = 6 min
q*=20/ {[2-2]6-2}=14 units
Lean Manufacturing Elimam & Gaafar 2006/381
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
On
pd
Time
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/382
Elimam and Gaafar 2006 191
Engineering Services
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
On
pd
Time
Production Demand
and demand only
TBO
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/383
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
On
pd
Time
Production Demand
and demand only
TBO
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/384
Elimam and Gaafar 2006 192
Engineering Services
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
Imax
Maximum inventory
On
pd
Time
Production Demand
and demand only
TBO
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/385
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
Imax
Maximum inventory
pd
Q
( )
On
Imax = (p d) = Q p
pd p
Time
Production Demand
and demand only
TBO
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/386
Elimam and Gaafar 2006 193
Engineering Services
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
Imax
Maximum inventory
Imax D
On
C= (H) + (S)
pd 2 Q
Time
Production Demand
and demand only
TBO
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/387
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
Imax
Maximum inventory
Q pd
) + QD
On
pd
C =2 p ( (S)
Time
Production Demand
and demand only
TBO
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/388
Elimam and Gaafar 2006 194
Engineering Services
Special Inventory Models
Production quantity
Q
On--hand inventory
Demand during
production interval
Imax
Maximum inventory
2DS p
On
ELS =
pd H pd
Time
Production Demand
and demand only
TBO
Figure E.1
Lean Manufacturing Elimam & Gaafar 2006/389
Special Inventory Models
Economic Production Lot Size
Lean Manufacturing Elimam & Gaafar 2006/390
Elimam and Gaafar 2006 195
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
Example
Lean Manufacturing Elimam & Gaafar 2006/391
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
2DS p
ELS =
H pd
Example
Lean Manufacturing Elimam & Gaafar 2006/392
Elimam and Gaafar 2006 196
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
2(10,500)($200) 190
ELS =
$0.21 190 30
Example
Lean Manufacturing Elimam & Gaafar 2006/393
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
2(10,500)($200) 190
ELS =
$0.21 190 30
Example
Lean Manufacturing Elimam & Gaafar 2006/394
Elimam and Gaafar 2006 197
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
2(10,500)($200) 190
ELS =
$0.21 190 30
Example
Lean Manufacturing Elimam & Gaafar 2006/395
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
Example
Lean Manufacturing Elimam & Gaafar 2006/396
Elimam and Gaafar 2006 198
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
Q pd D
C =2 p (
(H) + (S
Q (
)
S)
Example
Lean Manufacturing Elimam & Gaafar 2006/397
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
4873.4 190 30 10,500
C=
2
(
190
)
($0.21) +
4873.4
($200)
Example
Lean Manufacturing Elimam & Gaafar 2006/398
Elimam and Gaafar 2006 199
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
C = $430.91 + $430.91
Example
Lean Manufacturing Elimam & Gaafar 2006/399
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
C = $861.82
Example
Lean Manufacturing Elimam & Gaafar 2006/400
Elimam and Gaafar 2006 200
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
C = $861.82
ELS
TBOELS = (350 days/year)
D
Example
Lean Manufacturing Elimam & Gaafar 2006/401
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
C = $861.82
4873.4
TBOELS = (350 days/year)
10,500
Example
Lean Manufacturing Elimam & Gaafar 2006/402
Elimam and Gaafar 2006 201
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
C = $861.82
TBOELS = 162.4, or 162 days
Example
Lean Manufacturing Elimam & Gaafar 2006/403
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
ELS
C = $861.82 Production time =
p
TBOELS = 162.4, or 162 days
Example
Lean Manufacturing Elimam & Gaafar 2006/404
Elimam and Gaafar 2006 202
Engineering Services
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
4873.4
C = $861.82 Production time =
190
TBOELS = 162.4, or 162 days
Example
Lean Manufacturing Elimam & Gaafar 2006/405
Special Inventory Models
Economic Production Lot Size
Demand = 30 barrels/day Setup cost = $200
Production rate = 190 barrels/day Annual holding cost = $0.21/barrel
Annual demand = 10,500 barrels Plant operates 350 days/year
ELS = 4873.4 barrels
C = $861.82 Production time = 25.6, or 26 days
TBOELS = 162.4, or 162 days
Example
Lean Manufacturing Elimam & Gaafar 2006/406
Elimam and Gaafar 2006 203
Engineering Services
Special Inventory Models
Quantity Discounts
Lean Manufacturing Elimam & Gaafar 2006/407
Special Inventory Models
Quantity Discounts
Total cost (dollars)
0 100 200 300
Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added
Lean Manufacturing Elimam & Gaafar 2006/408
Elimam and Gaafar 2006 204
Engineering Services
Special Inventory Models
Quantity Discounts
C for P = $4.00
C for P = $3.50
C for P = $3.00
Total cost (dollars)
0 100 200 300
Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added
Lean Manufacturing Elimam & Gaafar 2006/409
Special Inventory Models
Quantity Discounts
C for P = $4.00
C for P = $3.50
C for P = $3.00
Total cost (dollars)
First Second
price price
break break
0 100 200 300
Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added
Lean Manufacturing Elimam & Gaafar 2006/410
Elimam and Gaafar 2006 205
Engineering Services
Special Inventory Models
Quantity Discounts
C for P = $4.00
C for P = $3.50
C for P = $3.00
Total cost (dollars)
First Second
price price
break break
0 100 200 300
Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added
Lean Manufacturing Elimam & Gaafar 2006/411
Special Inventory Models
Quantity Discounts
C for P = $4.00
C for P = $3.50
C for P = $3.00
Total cost (dollars)
PD for
P = $4.00 PD for
P = $3.50 PD for
P = $3.00
First Second
price price
break break
0 100 200 300
Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added
Lean Manufacturing Elimam & Gaafar 2006/412
Elimam and Gaafar 2006 206
Engineering Services
Special Inventory Models
Quantity Discounts
C for P = $4.00
C for P = $3.50
C for P = $3.00
Total cost (dollars)
Total cost (dollars)
PD for
P = $4.00 PD for
P = $3.50 PD for
P = $3.00
First Second
price price
break break
0 100 200 300 0 100 200 300
Purchase quantity (Q
(Q) Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added (b) EOQs and price break quantities
Lean Manufacturing Elimam & Gaafar 2006/413
Special Inventory Models
Quantity Discounts
C for P = $4.00
C for P = $3.50
C for P = $3.00
Total cost (dollars)
Total cost (dollars)
PD for
P = $4.00 PD for
P = $3.50 PD for
P = $3.00
First Second
price price
break break
0 100 200 300 0 100 200 300
Purchase quantity (Q
(Q) Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added (b) EOQs and price break quantities
Lean Manufacturing Elimam & Gaafar 2006/414
Elimam and Gaafar 2006 207
Engineering Services
Special Inventory Models
Quantity Discounts
C for P = $4.00
C for P = $3.50
C for P = $3.00
Total cost (dollars)
Total cost (dollars)
PD for
P = $4.00 PD for
P = $3.50 PD for
P = $3.00
First Second First Second
price price price price
break break break break
0 100 200 300 0 100 200 300
Purchase quantity (Q
(Q) Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added (b) EOQs and price break quantities
Lean Manufacturing Elimam & Gaafar 2006/415
Special Inventory Models
Quantity Discounts
C for P = $4.00 EOQ 4.00
C for P = $3.50 EOQ 3.50
C for P = $3.00 EOQ 3.00
Total cost (dollars)
Total cost (dollars)
PD for
P = $4.00 PD for
P = $3.50 PD for
P = $3.00
First Second First Second
price price price price
break break break break
0 100 200 300 0 100 200 300
Purchase quantity (Q
(Q) Purchase quantity (Q
(Q)
(a) Total cost curves with purchased materials added (b) EOQs and price break quantities
Lean Manufacturing Elimam & Gaafar 2006/416
Elimam and Gaafar 2006 208
Engineering Services
Special Inventory Models
Quantity Discounts
Lean Manufacturing Elimam & Gaafar 2006/417
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
Example
Lean Manufacturing Elimam & Gaafar 2006/418
Elimam and Gaafar 2006 209
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
2DS
EOQ57.00 =
H
Example
Lean Manufacturing Elimam & Gaafar 2006/419
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
2(936)(45)
EOQ57.00 =
0.25(57.00)
Example
Lean Manufacturing Elimam & Gaafar 2006/420
Elimam and Gaafar 2006 210
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
2(936)(45)
EOQ57.00 =
0.25(57.00)
Example
Lean Manufacturing Elimam & Gaafar 2006/421
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units
Example
Lean Manufacturing Elimam & Gaafar 2006/422
Elimam and Gaafar 2006 211
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units
Example
Lean Manufacturing Elimam & Gaafar 2006/423
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units
Example
Lean Manufacturing Elimam & Gaafar 2006/424
Elimam and Gaafar 2006 212
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units
Example
Lean Manufacturing Elimam & Gaafar 2006/425
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units
Example
Lean Manufacturing Elimam & Gaafar 2006/426
Elimam and Gaafar 2006 213
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units
Example
Lean Manufacturing Elimam & Gaafar 2006/427
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
Example
Lean Manufacturing Elimam & Gaafar 2006/428
Elimam and Gaafar 2006 214
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
Example
Lean Manufacturing Elimam & Gaafar 2006/429
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
Example
Lean Manufacturing Elimam & Gaafar 2006/430
Elimam and Gaafar 2006 215
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
Q D
C= (H
(H) + (S
(S) + PD
2 Q
Example
Lean Manufacturing Elimam & Gaafar 2006/431
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
75 936
C75 = [(0.25)($60.00)] + ($45) + $60.00(936)
2 75
Example
Lean Manufacturing Elimam & Gaafar 2006/432
Elimam and Gaafar 2006 216
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
C75 = $57,284
Example
Lean Manufacturing Elimam & Gaafar 2006/433
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
C75 = $57,284
300 936
C300 = [(0.25)($58.80)] + ($45) + $58.80(936)
2 300
Example
Lean Manufacturing Elimam & Gaafar 2006/434
Elimam and Gaafar 2006 217
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
C75 = $57,284
C300 = $57,382
Example
Lean Manufacturing Elimam & Gaafar 2006/435
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
C75 = $57,284
C300 = $57,382
500 936
C500 = [(0.25)($57.00)] + ($45) + $57.00(936)
2 500 Example
Lean Manufacturing Elimam & Gaafar 2006/436
Elimam and Gaafar 2006 218
Engineering Services
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
C75 = $57,284
C300 = $57,382
C300 = $56,999
Example
Lean Manufacturing Elimam & Gaafar 2006/437
Special Inventory Models
Quantity Discounts
Order Quantity Price per Unit
0 299 $60.00 Annual demand = 936 units
300 499 $58.80 Ordering cost = $45
500 or more $57.00 Holding cost = 25% of unit price
EOQ57.00 = 77 units EOQ58.80 = 76 units EOQ60.00 = 75 units
C75 = $57,284
C300 = $57,382
C300 = $56,999
Example
Lean Manufacturing Elimam & Gaafar 2006/438
Elimam and Gaafar 2006 219
Engineering Services
Inventory
Lean Manufacturing Elimam & Gaafar 2006/439
Elimam and Gaafar 2006 220
Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- A Fun Method To Teach 7 QC ToolsDocumento36 pagineA Fun Method To Teach 7 QC Toolsanjo0225Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Process ManagementDocumento24 pagineProcess ManagementDema DiasNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- MR B J Kuppuswamy, Lloyd Insulations (India) LTDDocumento17 pagineMR B J Kuppuswamy, Lloyd Insulations (India) LTDDema DiasNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A Fun Method To Teach 7 QC ToolsDocumento36 pagineA Fun Method To Teach 7 QC Toolsanjo0225Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- AbdullahDocumento245 pagineAbdullahKhaled ToffahaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Quick Changeover BasicsDocumento11 pagineQuick Changeover BasicsDema DiasNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- A Fun Method To Teach 7 QC ToolsDocumento36 pagineA Fun Method To Teach 7 QC Toolsanjo0225Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Fun Method To Teach 7 QC ToolsDocumento36 pagineA Fun Method To Teach 7 QC Toolsanjo0225Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- 25 Lean ToolsDocumento32 pagine25 Lean ToolsDema Dias89% (9)
- TQM Process Improvement ToolsDocumento8 pagineTQM Process Improvement Toolsodang rizki0% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- AbdullahDocumento245 pagineAbdullahKhaled ToffahaNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Six Sigma ToolsDocumento1 paginaSix Sigma ToolsDema DiasNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- GearDocumento36 pagineGearDema DiasNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Spot WeldingDocumento14 pagineSpot WeldingDema DiasNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- TM 10-8415-210-13&P Tap Ensemble Feb. 1994Documento123 pagineTM 10-8415-210-13&P Tap Ensemble Feb. 1994GLOCK35Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Design For MaintainabilityDocumento7 pagineDesign For MaintainabilityEmilian PopaNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Maintenance Costs and Life Cycle Cost AnalysisDocumento24 pagineMaintenance Costs and Life Cycle Cost AnalysisHugoCabanillasNessuna valutazione finora
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento21 pagineWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsHddjdjNessuna valutazione finora
- RAM Methodology Review PresentationDocumento24 pagineRAM Methodology Review PresentationAli Akram100% (1)
- Monitoring Impeller Health in Centrifugal PumpsDocumento12 pagineMonitoring Impeller Health in Centrifugal PumpsFarah AlzahariNessuna valutazione finora
- Safety Technology EssentialsDocumento6 pagineSafety Technology Essentialsjurica_2006Nessuna valutazione finora
- OEE ExamplesDocumento4 pagineOEE ExamplesSrinivas N GowdaNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- SM103 - SN - Preventive Maintenance For Synchronous Motors and Generators en RevB - LowresDocumento2 pagineSM103 - SN - Preventive Maintenance For Synchronous Motors and Generators en RevB - LowresArindam SamantaNessuna valutazione finora
- Simulation-Based Evaluation of Operation and Maintenance Logistics Concepts For Offshore Wind Power PlantsDocumento138 pagineSimulation-Based Evaluation of Operation and Maintenance Logistics Concepts For Offshore Wind Power PlantsBayari ArNessuna valutazione finora
- 12 TPMDocumento50 pagine12 TPMGatut SulianaNessuna valutazione finora
- Liebert PDX 15 120 KW Brochure English PDFDocumento12 pagineLiebert PDX 15 120 KW Brochure English PDFmido ahmedNessuna valutazione finora
- SIS - Safety Instrumented Systems - A Practical View - Part 1Documento58 pagineSIS - Safety Instrumented Systems - A Practical View - Part 1mgkvprNessuna valutazione finora
- Data Protection and Management Participant Guide 1 PDFDocumento610 pagineData Protection and Management Participant Guide 1 PDFKevin YuNessuna valutazione finora
- DCB Buyers and Application Guide Ed2.1Documento48 pagineDCB Buyers and Application Guide Ed2.1Nelson LozanoNessuna valutazione finora
- Essential of Manufacturing SystemsDocumento74 pagineEssential of Manufacturing Systemsعبدالرحمن سليمانNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Production Job DescriptionDocumento2 pagineProduction Job Descriptionfantavina100% (1)
- Reliability and AvailabilityDocumento10 pagineReliability and AvailabilityeankiboNessuna valutazione finora
- Economic Evaluation of Propulsion Systems for LNG CarriersDocumento28 pagineEconomic Evaluation of Propulsion Systems for LNG CarriersIro Gidakou GeorgiouNessuna valutazione finora
- B GL 314 006 Static Operations (1987)Documento426 pagineB GL 314 006 Static Operations (1987)Jared A. Lang100% (1)
- DB2 10.1 LUW Data Recovery and High Availability Guide and Reference IBM IncDocumento507 pagineDB2 10.1 LUW Data Recovery and High Availability Guide and Reference IBM InckrisharNessuna valutazione finora
- Internal Order in S4 HanaDocumento6 pagineInternal Order in S4 HanaAtul Madhusudan100% (1)
- Operation and Maintenance Cost Estimator Final ReportDocumento50 pagineOperation and Maintenance Cost Estimator Final Reportklibi100% (1)
- SAP Plant Maintenance Business BlueprintDocumento101 pagineSAP Plant Maintenance Business Blueprintgabrielsyst83% (6)
- BS en 60300-3-1-2004 - (2020-08-23 - 04-52-08 PM)Documento62 pagineBS en 60300-3-1-2004 - (2020-08-23 - 04-52-08 PM)daniela fabiola Cisternas100% (1)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Shell Dep 3Documento31 pagineShell Dep 3Vivek Joshi100% (1)
- M&R HandbookDocumento20 pagineM&R HandbookVikranth Reddy100% (1)
- Overview of MEMDocumento5 pagineOverview of MEMTudor Costin100% (1)
- UiTM Facility Maintenance Course Covers Maintenance MethodsDocumento133 pagineUiTM Facility Maintenance Course Covers Maintenance Methodsb100% (1)
- PIANC Life Cycle Management of Port StructuresDocumento26 paginePIANC Life Cycle Management of Port StructuresMMexpNessuna valutazione finora