Potrebbero piacerti anche
- Hardness Testing Rev 00Documento8 pagineHardness Testing Rev 00muslim100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocumento23 pagineDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNessuna valutazione finora
- PAUT ProcedureDocumento50 paginePAUT ProcedureAvijit Debnath100% (1)
- Hardness Testing ProcedureDocumento10 pagineHardness Testing ProcedureKuppan SrinivasanNessuna valutazione finora
- Hardness Test ProcedureDocumento5 pagineHardness Test Procedurefebinjohns87100% (1)
- Positive Material Identification ProcedureDocumento6 paginePositive Material Identification Procedureomar100% (1)
- Procedure For Positive Material Identification PmiDocumento2 pagineProcedure For Positive Material Identification PmiMohamed NabilNessuna valutazione finora
- Bharat Heavy Electricals Limited: DEPT.235 - TIRUCHIRAPALLI - 620 014 Non-Destructive TestingDocumento13 pagineBharat Heavy Electricals Limited: DEPT.235 - TIRUCHIRAPALLI - 620 014 Non-Destructive Testingbhavin178100% (1)
- Paut Mock-Up Test ProcedureDocumento4 paginePaut Mock-Up Test ProcedureTrung Tinh Ho100% (1)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocumento2 pagineElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (2)
- UT Procedure For Thickness Measurement Rev 07Documento8 pagineUT Procedure For Thickness Measurement Rev 07Kuppan SrinivasanNessuna valutazione finora
- Hardness Test ProcedureDocumento2 pagineHardness Test ProcedureTridib Dey100% (2)
- 1744 - UT PROCEDURE (For Final) PDFDocumento27 pagine1744 - UT PROCEDURE (For Final) PDFpvdang8453100% (1)
- Report 1 Paut Sts 409Documento12 pagineReport 1 Paut Sts 409DEBJYOTI SENGUPTA100% (2)
- Procedure A578Documento3 pagineProcedure A578debduttamallik50% (2)
- Pressure Vessel Dimension InspectionDocumento10 paginePressure Vessel Dimension InspectionYetkin ErdoğanNessuna valutazione finora
- Mpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdDocumento2 pagineMpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdsandeep100% (1)
- Ultrasonic Testing Report For PipingDocumento54 pagineUltrasonic Testing Report For Pipingeldobie3Nessuna valutazione finora
- UT Procedure PDFDocumento14 pagineUT Procedure PDFAbhayNessuna valutazione finora
- Api Ut Thickness Procedure PDFDocumento7 pagineApi Ut Thickness Procedure PDFShreekanthKannath100% (1)
- PWHT Request 169-31853Documento1 paginaPWHT Request 169-31853Syed Mahmud Habibur RahmanNessuna valutazione finora
- Ut ReportDocumento6 pagineUt ReportVijay PandeyNessuna valutazione finora
- MPT Report FormatDocumento1 paginaMPT Report FormatvalararumugamsNessuna valutazione finora
- VT Procedure: 1 - PurposeDocumento4 pagineVT Procedure: 1 - PurposeElvin Menlibai100% (1)
- Magnetic Particle Testing Procedure Song Ngu PDFDocumento24 pagineMagnetic Particle Testing Procedure Song Ngu PDFTrung Tinh Ho100% (1)
- Procedure For Ferrit TestingDocumento11 pagineProcedure For Ferrit TestingKarrar TalibNessuna valutazione finora
- Radiography Acceptance Criteria As Per B 31.3Documento2 pagineRadiography Acceptance Criteria As Per B 31.3mohamed100% (1)
- Procedure: "Straight Beam/Angle Beam Manual Ultrasonic Testing"Documento21 pagineProcedure: "Straight Beam/Angle Beam Manual Ultrasonic Testing"mangalraj900Nessuna valutazione finora
- UT Thickness Gauge ProcedureDocumento5 pagineUT Thickness Gauge ProcedureSenthil Kumaran100% (2)
- Report-1683-1 B1 25mm 14 10 2020Documento7 pagineReport-1683-1 B1 25mm 14 10 2020sakthi velNessuna valutazione finora
- Pt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDocumento10 paginePt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDedy Trianda100% (1)
- U-Stamp QapDocumento6 pagineU-Stamp Qapchonubobby100% (1)
- Wtm-046 RT Procedure Aws D 1.1 2010-V01Documento16 pagineWtm-046 RT Procedure Aws D 1.1 2010-V01Wisüttisäk Peäröön100% (2)
- ASME V Article 7 Magnetic Particle ExaminationDocumento1 paginaASME V Article 7 Magnetic Particle ExaminationAmanda Ariesta Aprilia100% (4)
- Radiographic Acceptance Criteria: (This Table Contains Maximum Discontinuity Size Allowed)Documento7 pagineRadiographic Acceptance Criteria: (This Table Contains Maximum Discontinuity Size Allowed)Alzaki AbdullahNessuna valutazione finora
- Notch DacDocumento1 paginaNotch DacRaje Guna100% (1)
- UT Procedure OTCDocumento34 pagineUT Procedure OTCamin110110100% (1)
- MT Tta NDT Mpi 01 AsmeDocumento13 pagineMT Tta NDT Mpi 01 AsmeTuan DangNessuna valutazione finora
- Pmi Testing ProcedureDocumento4 paginePmi Testing ProcedureDhanushNessuna valutazione finora
- Pressure Vessel RT TestDocumento3 paginePressure Vessel RT TestBhavani PrasadNessuna valutazione finora
- Acceptance CriteriaDocumento1 paginaAcceptance CriteriaRamzi Dol Abdul Wahid50% (2)
- RT ProcedureDocumento44 pagineRT Procedureefmartin21100% (1)
- NDT MatrixDocumento2 pagineNDT MatrixPanagiotis Chatzakos100% (1)
- 193602csqrop034 00 Manual Ut ProcedureDocumento24 pagine193602csqrop034 00 Manual Ut Procedureyehia100% (2)
- Magnetic Particle Testing ReporDocumento2 pagineMagnetic Particle Testing ReporGabriela MotaNessuna valutazione finora
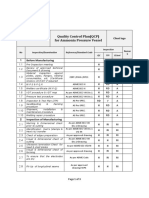
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocumento3 pagineQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- RT Technique Sheet + Report Rev 4Documento2 pagineRT Technique Sheet + Report Rev 4g_sancheti100% (3)
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocumento1 paginaZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNessuna valutazione finora
- UT Procedure Rev.0Documento32 pagineUT Procedure Rev.0Goutam Kumar Deb100% (2)
- Radiographic Testing ProcedureDocumento4 pagineRadiographic Testing ProcedureJimmy JohnNessuna valutazione finora
- Procedure For Phased ArrayDocumento111 pagineProcedure For Phased ArrayVignesh Madhavan100% (2)
- Ultrasonic ProcedureDocumento31 pagineUltrasonic ProcedureChristopher Jones100% (1)
- Radiography Inspection NDT Sample Test Report FormatDocumento2 pagineRadiography Inspection NDT Sample Test Report Formatskynyrd75100% (5)
- Procedure For Hardness TestingDocumento8 pagineProcedure For Hardness TestingVinayaga MoorthiNessuna valutazione finora
- 10.COOPERHEAT HT ProcedureDocumento16 pagine10.COOPERHEAT HT Procedurethanga balanNessuna valutazione finora
- Certification - NDT 300 v2 MOGAS MPT Procedure.Documento10 pagineCertification - NDT 300 v2 MOGAS MPT Procedure.Fidelis GoteNessuna valutazione finora
- D-p5-Bv-pd-015 - HT, Issue 01, Rev 00 - Hardness TestDocumento11 pagineD-p5-Bv-pd-015 - HT, Issue 01, Rev 00 - Hardness TestThinh NguyenNessuna valutazione finora
- TUV SUD - MT Procedure Rev.05Documento11 pagineTUV SUD - MT Procedure Rev.05HassanNessuna valutazione finora
- Nde Uesl Ult NDT 0002Documento24 pagineNde Uesl Ult NDT 0002George OgbecheNessuna valutazione finora
- LNG-80-100937-RA-6065-00023-0000 HT PipingDocumento7 pagineLNG-80-100937-RA-6065-00023-0000 HT PipingMohammad AftabNessuna valutazione finora
- Master Electrician Exam™Documento179 pagineMaster Electrician Exam™Tim Joseph Alvaro100% (3)
- CSWIP QuestionareDocumento83 pagineCSWIP QuestionareTim Joseph Alvaro100% (1)
- Asme Sec Ix IntroDocumento24 pagineAsme Sec Ix IntroTim Joseph AlvaroNessuna valutazione finora
- ARAMCO Standard ScaffoldsDocumento61 pagineARAMCO Standard ScaffoldsTim Joseph Alvaro100% (3)
- The Soul of The Great BellDocumento12 pagineThe Soul of The Great BellRiezel Joy M. SumauangNessuna valutazione finora
- Bending and Machining: © Lapin AMKDocumento16 pagineBending and Machining: © Lapin AMKsamsularief03Nessuna valutazione finora
- Astm A 384Documento2 pagineAstm A 384Shandy HaykalzNessuna valutazione finora
- (Full Permission)Documento5 pagine(Full Permission)mohamadi42Nessuna valutazione finora
- Product Data Sheet - OK Tigrod 13.09 PDFDocumento2 pagineProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuNessuna valutazione finora
- Astm A105 A105m 21Documento5 pagineAstm A105 A105m 21miraclemj35Nessuna valutazione finora
- Application Manual Chapter 2 - Pattern Equipment GeneralDocumento32 pagineApplication Manual Chapter 2 - Pattern Equipment GeneralVishal MaliNessuna valutazione finora
- Structural Steel, Sheet and Strip, Carbon, Hot-Rolled: Standard Specification ForDocumento3 pagineStructural Steel, Sheet and Strip, Carbon, Hot-Rolled: Standard Specification ForRoland CepedaNessuna valutazione finora
- BS en 10001-1991 (1999) PDFDocumento14 pagineBS en 10001-1991 (1999) PDFBravo RdNessuna valutazione finora
- CEPL Product CatalogueDocumento51 pagineCEPL Product CataloguevijayNessuna valutazione finora
- Do's & Don'ts For Impurities in Nickel Plating SolutionsDocumento2 pagineDo's & Don'ts For Impurities in Nickel Plating SolutionsHiden HidenNessuna valutazione finora
- IGVBPPSDocumento4 pagineIGVBPPSamjadNessuna valutazione finora
- Annealed Pickled SS Tubing (MS 02 315 ER0)Documento2 pagineAnnealed Pickled SS Tubing (MS 02 315 ER0)herysyam1980Nessuna valutazione finora
- Egyptian CivilizationDocumento1 paginaEgyptian Civilizationelle anneNessuna valutazione finora
- TuffStuff Six-Pak Trainer (SPT-7) Owner's ManualDocumento17 pagineTuffStuff Six-Pak Trainer (SPT-7) Owner's ManualCharlieNessuna valutazione finora
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Documento1 paginaAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNessuna valutazione finora
- Metallurgy of GoldDocumento7 pagineMetallurgy of Goldvenkat_786100% (1)
- Shed Abstract of CostDocumento12 pagineShed Abstract of CostHiren ThakkarNessuna valutazione finora
- Exhibitors List-18Documento6 pagineExhibitors List-18Geetika ChopraNessuna valutazione finora
- The Jominy End Quench TestDocumento6 pagineThe Jominy End Quench TestfaqhrulNessuna valutazione finora
- OLEOBI SchedaTecnica ManifoldDocumento2 pagineOLEOBI SchedaTecnica ManifoldEdwin BonillaNessuna valutazione finora
- Crouse Hinds Unf Unl Uny Unions El Elbows Catalog Page PDFDocumento4 pagineCrouse Hinds Unf Unl Uny Unions El Elbows Catalog Page PDFpedro torresNessuna valutazione finora
- Chromite Mineral DataDocumento20 pagineChromite Mineral DatamodikiritNessuna valutazione finora
- To Study About Pipe Earthing and Plate EarthingDocumento4 pagineTo Study About Pipe Earthing and Plate EarthingApurva Christian100% (1)
- Filvalco PRVDocumento1 paginaFilvalco PRVForhad AhmedNessuna valutazione finora
- Sampling Wrought Nonferrous Metals and Alloys For Determination of Chemical CompositionDocumento2 pagineSampling Wrought Nonferrous Metals and Alloys For Determination of Chemical Compositionaiurea92Nessuna valutazione finora
- (SamdiLab) 37 PDFDocumento36 pagine(SamdiLab) 37 PDFAndika Pandu VidiantoNessuna valutazione finora
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDocumento24 pagineROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedNessuna valutazione finora
- Defence Standard 02-862 Part 1Documento88 pagineDefence Standard 02-862 Part 1Hattar MNessuna valutazione finora
- VW 60564 enDocumento5 pagineVW 60564 enRicardo VitorianoNessuna valutazione finora
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceDa EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceNessuna valutazione finora
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (52)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionDa EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionValutazione: 4.5 su 5 stelle4.5/5 (543)
- Arduino and Raspberry Pi Sensor Projects for the Evil GeniusDa EverandArduino and Raspberry Pi Sensor Projects for the Evil GeniusNessuna valutazione finora
- Power System Control and ProtectionDa EverandPower System Control and ProtectionB. Don RussellValutazione: 4 su 5 stelle4/5 (11)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsDa EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsValutazione: 3.5 su 5 stelle3.5/5 (2)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeDa EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeValutazione: 4.5 su 5 stelle4.5/5 (10)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionDa EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionValutazione: 4 su 5 stelle4/5 (331)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonDa EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonValutazione: 5 su 5 stelle5/5 (2)
- Guide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Da EverandGuide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Valutazione: 4 su 5 stelle4/5 (2)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersDa Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersValutazione: 5 su 5 stelle5/5 (1)
- Beginner's Guide to Reading Schematics, Fourth EditionDa EverandBeginner's Guide to Reading Schematics, Fourth EditionValutazione: 3.5 su 5 stelle3.5/5 (10)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialDa EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialValutazione: 3.5 su 5 stelle3.5/5 (3)
- A Mind at Play: How Claude Shannon Invented the Information AgeDa EverandA Mind at Play: How Claude Shannon Invented the Information AgeValutazione: 4 su 5 stelle4/5 (53)
- Empires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldDa EverandEmpires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldValutazione: 4 su 5 stelle4/5 (87)
- Multiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...Da EverandMultiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...Nessuna valutazione finora
- The Fast Track to Your Extra Class Ham Radio License: Covers All FCC Amateur Extra Class Exam Questions July 1, 2020 Through June 30, 2024Da EverandThe Fast Track to Your Extra Class Ham Radio License: Covers All FCC Amateur Extra Class Exam Questions July 1, 2020 Through June 30, 2024Nessuna valutazione finora
- Electric Powertrain: Energy Systems, Power Electronics and Drives for Hybrid, Electric and Fuel Cell VehiclesDa EverandElectric Powertrain: Energy Systems, Power Electronics and Drives for Hybrid, Electric and Fuel Cell VehiclesNessuna valutazione finora
- Retro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsDa EverandRetro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsNessuna valutazione finora
- Transmission and Distribution Electrical EngineeringDa EverandTransmission and Distribution Electrical EngineeringValutazione: 4.5 su 5 stelle4.5/5 (31)