Potrebbero piacerti anche
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDa EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNessuna valutazione finora
- Angle Type Blowdown ValveDocumento7 pagineAngle Type Blowdown ValverikumohanNessuna valutazione finora
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDa EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNessuna valutazione finora
- Manual Pexto 137 Foot ShearDocumento10 pagineManual Pexto 137 Foot Shearrubens072Nessuna valutazione finora
- 4L80E Build Tips and TricksDocumento5 pagine4L80E Build Tips and TricksSjoling8211Nessuna valutazione finora
- BearingDocumento11 pagineBearingThanh Luan NguyenNessuna valutazione finora
- Band SawDocumento16 pagineBand SawKelvin TyhNessuna valutazione finora
- Bulletin #D12EDocumento3 pagineBulletin #D12EPanos PanosNessuna valutazione finora
- Online HDM690Documento20 pagineOnline HDM690Kyle SchwulstNessuna valutazione finora
- Pratt - Bfv-14 Triton XR, XL, Hp-250Documento14 paginePratt - Bfv-14 Triton XR, XL, Hp-250tiago_mozartNessuna valutazione finora
- Roatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5ADocumento7 pagineRoatary Actuators - Micromatic Repair Manual - SS-0.2A & SS-0.5AtungNessuna valutazione finora
- How To Mount and Operate Buck Adjust-Tru ChuckDocumento4 pagineHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryNessuna valutazione finora
- 9902 VwballjointandlinkpinfrontadjustersDocumento4 pagine9902 VwballjointandlinkpinfrontadjustersJuan SorleyNessuna valutazione finora
- Service Library Culata Wrangler 3.6Documento7 pagineService Library Culata Wrangler 3.6Andres RodriguezNessuna valutazione finora
- Renk SNDocumento4 pagineRenk SNrpichoNessuna valutazione finora
- ELME 817 Manual PDFDocumento20 pagineELME 817 Manual PDFniko67% (3)
- 1 Thru 6in E Series Globe Valves ED ET PDFDocumento16 pagine1 Thru 6in E Series Globe Valves ED ET PDFakhileshkuniyilNessuna valutazione finora
- Casing Packer Setting Tool (SLB)Documento12 pagineCasing Packer Setting Tool (SLB)Alexander KlmNessuna valutazione finora
- 2 Piece Threaded Steel Ball Valves Installation, Operation, & Maintenance GuideDocumento2 pagine2 Piece Threaded Steel Ball Valves Installation, Operation, & Maintenance GuideLucianNessuna valutazione finora
- Farris Valve ManualDocumento11 pagineFarris Valve ManualsumsolcaggNessuna valutazione finora
- 12-Mounting, Starting Up and Operating InstructionDocumento19 pagine12-Mounting, Starting Up and Operating InstructionGrisha Mari KosoyanNessuna valutazione finora
- Runner Dismantling InstallationDocumento7 pagineRunner Dismantling InstallationReynaldo PesqueraNessuna valutazione finora
- 2008 7 8Documento8 pagine2008 7 8Peps Ren100% (2)
- Char-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyDocumento9 pagineChar-Lynn: Series 10 Steering Control Units 001 Disassembly/ReassemblyIslam ShoukryNessuna valutazione finora
- Valves, Adjusting: Service InformationDocumento6 pagineValves, Adjusting: Service InformationRicardo CostaNessuna valutazione finora
- Full ManualDocumento13 pagineFull ManualSteve Dowell80% (5)
- Repair Procedure HS14 - S7.4x2.5 - 26-10-7632Documento9 pagineRepair Procedure HS14 - S7.4x2.5 - 26-10-7632Cesar Camones100% (1)
- File 94catalogo SumitomoDocumento28 pagineFile 94catalogo SumitomoJaime Arreola100% (1)
- Replace Rocker Arm Cover Gasket - ctm415 - Service ADVISOR™Documento5 pagineReplace Rocker Arm Cover Gasket - ctm415 - Service ADVISOR™Fernando Aguilar100% (1)
- Llave de Varillas de BombeoDocumento28 pagineLlave de Varillas de BombeoGianna Frola100% (1)
- 5310 2Documento11 pagine5310 2CTN2010Nessuna valutazione finora
- Ball Injector O&m InstructionDocumento12 pagineBall Injector O&m InstructionArgonauta_navegadorNessuna valutazione finora
- IOM Actuator AutomaxSupernovaDocumento4 pagineIOM Actuator AutomaxSupernovaNaser JahangiriNessuna valutazione finora
- d10021 PDFDocumento16 pagined10021 PDFfarra0216Nessuna valutazione finora
- Volvo d12d TimingDocumento9 pagineVolvo d12d Timingali100% (1)
- Er 96 5 14Documento3 pagineEr 96 5 14DIEGO YECID MILLAN MENDOZANessuna valutazione finora
- Metal Matic P 200 ManualDocumento13 pagineMetal Matic P 200 ManualRon BoeserNessuna valutazione finora
- Unidad Rotacion Serie l30Documento22 pagineUnidad Rotacion Serie l30Raphael Ruiz RamosNessuna valutazione finora
- Caja Reductora de EngranajeDocumento32 pagineCaja Reductora de EngranajeJesùs AmèsquitaNessuna valutazione finora
- Colchester Dominion Lathe-ManualDocumento35 pagineColchester Dominion Lathe-ManualTony FitzgeraldNessuna valutazione finora
- Transcriptor Skeleton Turntable Owners ManualDocumento20 pagineTranscriptor Skeleton Turntable Owners ManualMatt RichmondNessuna valutazione finora
- GR - WRDSP - Tech LiteratureDocumento7 pagineGR - WRDSP - Tech LiteratureDigger Downhole ToolsNessuna valutazione finora
- Volvo d12 Workshop Manual Less Specifications AbbyDocumento709 pagineVolvo d12 Workshop Manual Less Specifications Abbykoaa8597% (60)
- 102 112 Disc Brake Adjustments - OBS 102 075 Monitor E 128Documento11 pagine102 112 Disc Brake Adjustments - OBS 102 075 Monitor E 128Tomas Enrique Ramirez GomezNessuna valutazione finora
- Installation - Service Instructions: Front Brake KitsDocumento2 pagineInstallation - Service Instructions: Front Brake KitsCokhiducminh VinhphucNessuna valutazione finora
- Manual and Pneumatic Tailstocks User Manual B-159ADocumento12 pagineManual and Pneumatic Tailstocks User Manual B-159AkedirabduriNessuna valutazione finora
- Assembly Compression AirDocumento3 pagineAssembly Compression Airaqshal candraNessuna valutazione finora
- Connecting Rod ReplacementDocumento11 pagineConnecting Rod Replacementfjafarvand100% (1)
- Actuator - 655R IOMDocumento14 pagineActuator - 655R IOMvkeie0206Nessuna valutazione finora
- Instructions For The Use of Fixture Group - Parts ReusabilityDocumento7 pagineInstructions For The Use of Fixture Group - Parts ReusabilityRASOUL KHADIBINessuna valutazione finora
- Manual SSW10Documento31 pagineManual SSW10Victor RodriguezNessuna valutazione finora
- Mechanical Seal Replacement InstructionsDocumento1 paginaMechanical Seal Replacement InstructionsGiorgio FerNessuna valutazione finora
- TM1100 DM CDTM InstrucDocumento12 pagineTM1100 DM CDTM InstrucJuan Carlos LibrerosNessuna valutazione finora
- Valve Adjustment 2001 Honda CivicDocumento34 pagineValve Adjustment 2001 Honda Civicjohn macsterNessuna valutazione finora
- Remove & Install Bucket CylinderDocumento8 pagineRemove & Install Bucket CylinderchanlinNessuna valutazione finora
- Camshaft Installation Instructions: Intermediate Shaft Notes: ALL ALLDocumento12 pagineCamshaft Installation Instructions: Intermediate Shaft Notes: ALL ALLGabriel ChiavettoNessuna valutazione finora
- Ms Clamshell Operating ManualDocumento28 pagineMs Clamshell Operating ManualEhsan50% (2)
- ENCO Automatic Boring and Facing HeadDocumento2 pagineENCO Automatic Boring and Facing Headbill100% (1)
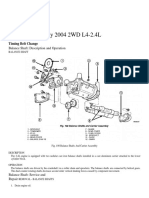
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDocumento15 pagineJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizNessuna valutazione finora
- Lipe Clutch Installation Service ManualDocumento35 pagineLipe Clutch Installation Service ManualCostel Antonie100% (3)
- Ghost Gunner 2 Operator's ManualDocumento30 pagineGhost Gunner 2 Operator's ManualAmmoLand Shooting Sports News100% (3)
- 07Documento34 pagine07ESRANessuna valutazione finora
- OPTIMA 49 Flushing Valve ManualDocumento4 pagineOPTIMA 49 Flushing Valve Manualalwill09Nessuna valutazione finora
- Product Catalog: Coal & Hard Rock Mining, Tunneling, and Civil ConstructionDocumento124 pagineProduct Catalog: Coal & Hard Rock Mining, Tunneling, and Civil ConstructionAngarEnkhzayaNessuna valutazione finora
- Can-Am 2019 Maverick x3 Turbo Service Manual Electronic VersionDocumento778 pagineCan-Am 2019 Maverick x3 Turbo Service Manual Electronic VersionWashington Luíz100% (10)
- Service Manual Midea Onoff - MSC-12HRN1 PDFDocumento48 pagineService Manual Midea Onoff - MSC-12HRN1 PDFEdison EspinalNessuna valutazione finora
- Lattice Tower Constuction GuideDocumento15 pagineLattice Tower Constuction GuideNguyễn Hoàng BảoNessuna valutazione finora
- Rigid Suction Lances RSL Foot Valves FV: Installation and Operating InstructionsDocumento24 pagineRigid Suction Lances RSL Foot Valves FV: Installation and Operating InstructionsFernando Fuentes MarquezNessuna valutazione finora
- L9 Fastening System PDFDocumento6 pagineL9 Fastening System PDFMarcel BaqueNessuna valutazione finora
- Lesson 11 Hand ToolsDocumento21 pagineLesson 11 Hand ToolsJeanmark NeilNessuna valutazione finora
- Case Study NRL FireDocumento5 pagineCase Study NRL FirechaitanyaNessuna valutazione finora
- Civil Work ChecklistDocumento18 pagineCivil Work ChecklistChester MendozaNessuna valutazione finora
- Zx-5 - Ko-493-01 Assemble Manual of Excavators GoodDocumento275 pagineZx-5 - Ko-493-01 Assemble Manual of Excavators GoodErfan.TNessuna valutazione finora
- Umberto - Spacer Tutorial Cigre 2011Documento53 pagineUmberto - Spacer Tutorial Cigre 2011Iván Camilo Díez100% (1)
- Training Report of SwarajDocumento39 pagineTraining Report of SwarajMohit BishnoiNessuna valutazione finora
- Long Face +6M Body Extension Trans Face +4M Leg ExtensionDocumento1 paginaLong Face +6M Body Extension Trans Face +4M Leg ExtensionAhmed MostafaNessuna valutazione finora
- Loctite 2Documento64 pagineLoctite 2Spiros FousasNessuna valutazione finora
- Installation Instructions PTO Kit For Powershift TransmissionDocumento34 pagineInstallation Instructions PTO Kit For Powershift TransmissionНиколай МироновNessuna valutazione finora
- Km186f-c Diesel Engine PartsDocumento10 pagineKm186f-c Diesel Engine PartsibnuNessuna valutazione finora
- BT4000 Parts PDFDocumento117 pagineBT4000 Parts PDFOctavio Lopez Hernandez SeminsaNessuna valutazione finora
- SECURE SoR 09.07.2019Documento39 pagineSECURE SoR 09.07.2019anuragNessuna valutazione finora
- Study On Title: To Study The Working and Servicing of Cars Maruti Suzuki Hyderpora Jamkash - KashmirDocumento23 pagineStudy On Title: To Study The Working and Servicing of Cars Maruti Suzuki Hyderpora Jamkash - KashmirAbhishek SinghNessuna valutazione finora
- Honda VT600C Shadow Service Manual PDFDocumento287 pagineHonda VT600C Shadow Service Manual PDFVlad Tarce100% (1)
- 4y-E Repair Manual Ce663Documento259 pagine4y-E Repair Manual Ce663Иван Кумбров100% (1)
- Garage Door Autocloser ManualDocumento31 pagineGarage Door Autocloser ManualgeoffffNessuna valutazione finora
- (FORD) Manual de Taller Ford Ranger 1983 1987Documento515 pagine(FORD) Manual de Taller Ford Ranger 1983 1987Francisco0% (2)
- Oil BulletinDocumento4 pagineOil BulletinKathy Anderson MehlhopNessuna valutazione finora
- CEP1Documento2 pagineCEP1Anonymous DKv8vpNessuna valutazione finora
- Part B-Installation and Troubleshooting - 91 080 0783-02Documento118 paginePart B-Installation and Troubleshooting - 91 080 0783-02M. MugharyNessuna valutazione finora
- House of Nails: A Memoir of Life on the EdgeDa EverandHouse of Nails: A Memoir of Life on the EdgeValutazione: 3 su 5 stelle3/5 (4)
- Becky Lynch: The Man: Not Your Average Average GirlDa EverandBecky Lynch: The Man: Not Your Average Average GirlValutazione: 4.5 su 5 stelle4.5/5 (13)
- The Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsDa EverandThe Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsValutazione: 4 su 5 stelle4/5 (49)
- Merle's Door: Lessons from a Freethinking DogDa EverandMerle's Door: Lessons from a Freethinking DogValutazione: 4 su 5 stelle4/5 (326)
- Life Is Not an Accident: A Memoir of ReinventionDa EverandLife Is Not an Accident: A Memoir of ReinventionValutazione: 3.5 su 5 stelle3.5/5 (7)
- Eat & Run: My Unlikely Journey to Ultramarathon GreatnessDa EverandEat & Run: My Unlikely Journey to Ultramarathon GreatnessNessuna valutazione finora
- The Rise of Superman: Decoding the Science of Ultimate Human PerformanceDa EverandThe Rise of Superman: Decoding the Science of Ultimate Human PerformanceValutazione: 4.5 su 5 stelle4.5/5 (194)
- Crazy for the Storm: A Memoir of SurvivalDa EverandCrazy for the Storm: A Memoir of SurvivalValutazione: 3.5 su 5 stelle3.5/5 (217)
- Welcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthDa EverandWelcome to the Goddamn Ice Cube: Chasing Fear and Finding Home in the Great White NorthValutazione: 4 su 5 stelle4/5 (59)
- What Winners Won't Tell You: Lessons from a Legendary DefenderDa EverandWhat Winners Won't Tell You: Lessons from a Legendary DefenderValutazione: 4.5 su 5 stelle4.5/5 (7)
- Body Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialDa EverandBody Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialValutazione: 4 su 5 stelle4/5 (2)
- Elevate and Dominate: 21 Ways to Win On and Off the FieldDa EverandElevate and Dominate: 21 Ways to Win On and Off the FieldValutazione: 5 su 5 stelle5/5 (6)
- Bloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyDa EverandBloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyValutazione: 4 su 5 stelle4/5 (8)
- Strong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerDa EverandStrong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerValutazione: 4 su 5 stelle4/5 (5)
- The Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItDa EverandThe Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItNessuna valutazione finora
- Endure: How to Work Hard, Outlast, and Keep HammeringDa EverandEndure: How to Work Hard, Outlast, and Keep HammeringValutazione: 4.5 su 5 stelle4.5/5 (285)
- Badasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersDa EverandBadasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersValutazione: 4 su 5 stelle4/5 (15)
- Relentless: From Good to Great to UnstoppableDa EverandRelentless: From Good to Great to UnstoppableValutazione: 5 su 5 stelle5/5 (784)
- The Truth About Aaron: My Journey to Understand My BrotherDa EverandThe Truth About Aaron: My Journey to Understand My BrotherNessuna valutazione finora
- Survive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveDa EverandSurvive!: Essential Skills and Tactics to Get You Out of Anywhere—AliveNessuna valutazione finora
- Patriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionDa EverandPatriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionValutazione: 3.5 su 5 stelle3.5/5 (30)
- Can't Nothing Bring Me Down: Chasing Myself in the Race Against TimeDa EverandCan't Nothing Bring Me Down: Chasing Myself in the Race Against TimeValutazione: 4 su 5 stelle4/5 (1)
- Peak: The New Science of Athletic Performance That is Revolutionizing SportsDa EverandPeak: The New Science of Athletic Performance That is Revolutionizing SportsValutazione: 5 su 5 stelle5/5 (96)