Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- 2020 10th Edition 10.0 Volume 1 EDocumento1.777 pagine2020 10th Edition 10.0 Volume 1 Edeepanmb007Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- FDA Perspective Risk Based Cleaning Sanitization and SterilizationDocumento16 pagineFDA Perspective Risk Based Cleaning Sanitization and Sterilizationdeepanmb007Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- 2020 10th Edition 10.0 Volume 2 EDocumento1.329 pagine2020 10th Edition 10.0 Volume 2 Edeepanmb007Nessuna valutazione finora
- Microbiological Tests: Á55Ñ Biological Indicators-Resistance Performance TestsDocumento4 pagineMicrobiological Tests: Á55Ñ Biological Indicators-Resistance Performance Testsdeepanmb007Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Microbiological Tests: Á55Ñ Biological Indicators-Resistance Performance TestsDocumento4 pagineMicrobiological Tests: Á55Ñ Biological Indicators-Resistance Performance Testsdeepanmb007Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Institution in Use Physiocochemical and Microbiological StabilityDocumento12 pagineInstitution in Use Physiocochemical and Microbiological Stabilitydeepanmb007Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Hydrogen Peroxide ValidationDocumento18 pagineHydrogen Peroxide Validationdeepanmb007Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- 1228 PDFDocumento5 pagine1228 PDFdeepanmb007100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- tempPDF1288224222725463939 PDFDocumento4 paginetempPDF1288224222725463939 PDFdeepanmb007Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- 1228 5 PDFDocumento5 pagine1228 5 PDFdeepanmb007Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- 1 PDFDocumento5 pagine1 PDFdeepanmb007Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- tempPDF1522969223447977086 PDFDocumento2 paginetempPDF1522969223447977086 PDFdeepanmb007Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Á1229Ñ Sterilization of Compendial Articles: Accessed From 10.6.1.1 by mvpstn3kts On Wed Apr 05 03:53:30 EDT 2017Documento6 pagineÁ1229Ñ Sterilization of Compendial Articles: Accessed From 10.6.1.1 by mvpstn3kts On Wed Apr 05 03:53:30 EDT 2017deepanmb007Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Á1228.1Ñ Dry Heat Depyrogenation: Routine Process ControlDocumento5 pagineÁ1228.1Ñ Dry Heat Depyrogenation: Routine Process Controldeepanmb007100% (1)
- Á1228.3Ñ Depyrogenation by Filtration: Residual Dna Testing Points To ConsiderDocumento5 pagineÁ1228.3Ñ Depyrogenation by Filtration: Residual Dna Testing Points To Considerdeepanmb007Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Á1228Ñ Depyrogenation: First Supplement To USP 39-NF 34Documento5 pagineÁ1228Ñ Depyrogenation: First Supplement To USP 39-NF 34deepanmb007Nessuna valutazione finora
- WHO TRS 996 Web PDFDocumento374 pagineWHO TRS 996 Web PDFdeepanmb007Nessuna valutazione finora
- Á1229.1Ñ Steam Sterilization by Direct ContactDocumento4 pagineÁ1229.1Ñ Steam Sterilization by Direct Contactdeepanmb007Nessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Japanese Pharmacopoeia 15 EdDocumento1.802 pagineJapanese Pharmacopoeia 15 Eddeepanmb007100% (10)
- Á1029Ñ Good Documentation Guidelines: 892 Á1027ñ Flow Cytometry / General Information USP 40Documento5 pagineÁ1029Ñ Good Documentation Guidelines: 892 Á1027ñ Flow Cytometry / General Information USP 40deepanmb007Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Dwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFDocumento35 pagineDwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFmirthafoucault100% (8)
- ML Ass 2Documento6 pagineML Ass 2Santhosh Kumar PNessuna valutazione finora
- Clark SM 616 Service ManualDocumento20 pagineClark SM 616 Service Manualenid100% (55)
- Catedral de SevillaDocumento28 pagineCatedral de SevillaAnonymous LkgNmKeNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Sandstorm Absorbent SkyscraperDocumento4 pagineSandstorm Absorbent SkyscraperPardisNessuna valutazione finora
- Ra 9272Documento6 pagineRa 9272janesamariamNessuna valutazione finora
- ReadmeDocumento2 pagineReadmechethan100% (1)
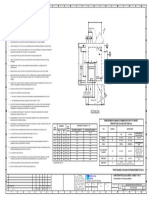
- Notes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0MDocumento1 paginaNotes:: Reinforcement in Manhole Chamber With Depth To Obvert Greater Than 3.5M and Less Than 6.0Mسجى وليدNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Man As God Created Him, ThemDocumento3 pagineMan As God Created Him, ThemBOEN YATORNessuna valutazione finora
- Activity Title: Learning Targets: Reference (S)Documento5 pagineActivity Title: Learning Targets: Reference (S)Jhev LeopandoNessuna valutazione finora
- Illustrating An Experiment, Outcome, Sample Space and EventDocumento9 pagineIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarNessuna valutazione finora
- 20-Admission of PatientDocumento3 pagine20-Admission of Patientakositabon100% (1)
- The cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayDocumento7 pagineThe cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayMennatallah AliNessuna valutazione finora
- 2022 Mable Parker Mclean Scholarship ApplicationDocumento2 pagine2022 Mable Parker Mclean Scholarship Applicationapi-444959661Nessuna valutazione finora
- ASHRAE Journal - Absorption RefrigerationDocumento11 pagineASHRAE Journal - Absorption Refrigerationhonisme0% (1)
- Lecture2 GranulopoiesisDocumento9 pagineLecture2 GranulopoiesisAfifa Prima GittaNessuna valutazione finora
- Fertilization Guide For CoconutsDocumento2 pagineFertilization Guide For CoconutsTrade goalNessuna valutazione finora
- Amount of Casien in Diff Samples of Milk (U)Documento15 pagineAmount of Casien in Diff Samples of Milk (U)VijayNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 2022 WR Extended VersionDocumento71 pagine2022 WR Extended Versionpavankawade63Nessuna valutazione finora
- Rom 2 - 0-11 (En)Documento132 pagineRom 2 - 0-11 (En)Mara HerreraNessuna valutazione finora
- Economic Review English 17-18Documento239 pagineEconomic Review English 17-18Shashank SinghNessuna valutazione finora
- Design of Combinational Circuit For Code ConversionDocumento5 pagineDesign of Combinational Circuit For Code ConversionMani BharathiNessuna valutazione finora
- Application Form InnofundDocumento13 pagineApplication Form InnofundharavinthanNessuna valutazione finora
- Hans Belting - The End of The History of Art (1982)Documento126 pagineHans Belting - The End of The History of Art (1982)Ross Wolfe100% (7)
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDocumento6 pagineDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaNessuna valutazione finora
- Apron CapacityDocumento10 pagineApron CapacityMuchammad Ulil AidiNessuna valutazione finora
- Mosfet Irfz44Documento8 pagineMosfet Irfz44huynhsang1979Nessuna valutazione finora
- Man and Historical ActionDocumento4 pagineMan and Historical Actionmama.sb415Nessuna valutazione finora
- Triaxial Shear TestDocumento10 pagineTriaxial Shear TestAfiqah Nu'aimiNessuna valutazione finora
- PC Model Answer Paper Winter 2016Documento27 paginePC Model Answer Paper Winter 2016Deepak VermaNessuna valutazione finora
- The Molecule of More: How a Single Chemical in Your Brain Drives Love, Sex, and Creativity--and Will Determine the Fate of the Human RaceDa EverandThe Molecule of More: How a Single Chemical in Your Brain Drives Love, Sex, and Creativity--and Will Determine the Fate of the Human RaceValutazione: 4.5 su 5 stelle4.5/5 (517)
- Gut: the new and revised Sunday Times bestsellerDa EverandGut: the new and revised Sunday Times bestsellerValutazione: 4 su 5 stelle4/5 (393)
- Why We Die: The New Science of Aging and the Quest for ImmortalityDa EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityValutazione: 4 su 5 stelle4/5 (5)
- All That Remains: A Renowned Forensic Scientist on Death, Mortality, and Solving CrimesDa EverandAll That Remains: A Renowned Forensic Scientist on Death, Mortality, and Solving CrimesValutazione: 4.5 su 5 stelle4.5/5 (397)