Potrebbero piacerti anche
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocumento7 pagineNaval Brass Rod, Bar, and Shapes: Standard Specification ForHoang Duy PhuongNessuna valutazione finora
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocumento7 pagineNaval Brass Rod, Bar, and Shapes: Standard Specification ForAlejandro ValdesNessuna valutazione finora
- Astm B 138 - B 138M - 06Documento4 pagineAstm B 138 - B 138M - 06Ramsi AnkziNessuna valutazione finora
- Astm B 140 B140M-2007Documento4 pagineAstm B 140 B140M-2007Ramsi AnkziNessuna valutazione finora
- Astm B 98M-98Documento5 pagineAstm B 98M-98Fa ChNessuna valutazione finora
- Copper-Zinc-Silicon Alloy Rod: Standard Specification ForDocumento3 pagineCopper-Zinc-Silicon Alloy Rod: Standard Specification ForVictor VillegasNessuna valutazione finora
- B 21 - B 21M - 14Documento8 pagineB 21 - B 21M - 14Ahmed BilalNessuna valutazione finora
- ASTM B121 Leaded Brass Sheet PlateDocumento4 pagineASTM B121 Leaded Brass Sheet Platestrip1100% (2)
- Copper-Beryllium Alloy (UNS Nos. C17000 and C17200) Forgings and ExtrusionsDocumento4 pagineCopper-Beryllium Alloy (UNS Nos. C17000 and C17200) Forgings and ExtrusionsMaxNessuna valutazione finora
- Astm B206Documento4 pagineAstm B206BhanuNessuna valutazione finora
- Copper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Plate, Sheet, Strip, and Rolled BarDocumento4 pagineCopper-Cobalt-Beryllium Alloy and Copper-Nickel-Beryllium Alloy Plate, Sheet, Strip, and Rolled BarLuigi HernándezNessuna valutazione finora
- Phosphor Bronze Wire: Standard Specification ForDocumento3 paginePhosphor Bronze Wire: Standard Specification Forbenedick barquinNessuna valutazione finora
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocumento8 pagineNaval Brass Rod, Bar, and Shapes: Standard Specification Foranurag yadavNessuna valutazione finora
- Astm B 134 B134M-08Documento7 pagineAstm B 134 B134M-08Chung LeNessuna valutazione finora
- Astm B16 PDFDocumento5 pagineAstm B16 PDFpilo111100% (3)
- Astm B16-10Documento5 pagineAstm B16-10Francisco Villasmil OlivaresNessuna valutazione finora
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocumento5 pagineCopper-Beryllium Alloy Rod and Bar: Standard Specification ForAyvid HgnisNessuna valutazione finora
- Copper-Zinc-Tin and Copper-Zinc-Tin-Iron-Nickel Alloys Plate, Sheet, Strip, and Rolled BarDocumento6 pagineCopper-Zinc-Tin and Copper-Zinc-Tin-Iron-Nickel Alloys Plate, Sheet, Strip, and Rolled BarmithileshNessuna valutazione finora
- BS en 763Documento6 pagineBS en 763raviraj londheNessuna valutazione finora
- PDFsam - B 441 - 16Documento4 paginePDFsam - B 441 - 16mike.jensen0581Nessuna valutazione finora
- Free-Cutting Brass Rod, Bar and Shapes For Use in Screw MachinesDocumento5 pagineFree-Cutting Brass Rod, Bar and Shapes For Use in Screw MachinesInfinita PersistenciaNessuna valutazione finora
- Copper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDocumento12 pagineCopper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForRajendra ChoudharyNessuna valutazione finora
- Aluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForDocumento4 pagineAluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification Forbenedick barquinNessuna valutazione finora
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocumento5 pagineCopper-Beryllium Alloy Rod and Bar: Standard Specification ForJyothishNessuna valutazione finora
- Seamless Copper-Nickel Pipe and Tube: Standard Specification ForDocumento6 pagineSeamless Copper-Nickel Pipe and Tube: Standard Specification ForGreg YeeNessuna valutazione finora
- Astm b169Documento4 pagineAstm b169ANIL100% (1)
- Astm B22Documento4 pagineAstm B22J.J. Engineering100% (2)
- B 938 - 04 - Cu Be AlloyDocumento4 pagineB 938 - 04 - Cu Be Alloyvelu.gNessuna valutazione finora
- Aluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForDocumento4 pagineAluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForGreg YeeNessuna valutazione finora
- Astm B139Documento5 pagineAstm B139Jamil SalmanNessuna valutazione finora
- Astm B16 2010Documento5 pagineAstm B16 2010brunobassottiNessuna valutazione finora
- ASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and TubeDocumento6 pagineASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and Tubeanoop100% (1)
- PDFsam - B 360 - 15Documento5 paginePDFsam - B 360 - 15mike.jensen0581Nessuna valutazione finora
- B870 21 2 01 Standard Specification For Copper Beryllium Alloy ForgingsDocumento3 pagineB870 21 2 01 Standard Specification For Copper Beryllium Alloy ForgingsShodji MabungaNessuna valutazione finora
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocumento5 pagineCopper-Beryllium Alloy Rod and Bar: Standard Specification ForIbtisam Abud100% (2)
- Copper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDocumento6 pagineCopper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDanZel DanNessuna valutazione finora
- B455Documento3 pagineB455basha100% (1)
- Copper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and BarDocumento5 pagineCopper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and Barabdulkadir aliNessuna valutazione finora
- PDFsam - B 379 - 11Documento5 paginePDFsam - B 379 - 11mike.jensen0581Nessuna valutazione finora
- Cartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Documento6 pagineCartridge Brass Sheet, Strip, Plate, Bar, and Disks (Blanks)Hoang Duy PhuongNessuna valutazione finora
- Astm B 505 PDFDocumento8 pagineAstm B 505 PDFprodn123Nessuna valutazione finora
- Brass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDocumento8 pagineBrass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForTony VazquezNessuna valutazione finora
- B 101 - 01 Qjewms0wmqDocumento5 pagineB 101 - 01 Qjewms0wmqFadjar ZulkarnainNessuna valutazione finora
- Astm B139MDocumento4 pagineAstm B139Mferrer0000Nessuna valutazione finora
- Aluminum Bronze Rod, Bar, and Shapes: Standard Specification ForDocumento7 pagineAluminum Bronze Rod, Bar, and Shapes: Standard Specification FormahfuzNessuna valutazione finora
- Brass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDocumento9 pagineBrass Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForarunjacobnNessuna valutazione finora
- Copper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and BarDocumento5 pagineCopper-Nickel-Zinc Alloy (Nickel Silver) and Copper-Nickel Rod and BarmahfuzNessuna valutazione finora
- Copper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForDocumento5 pagineCopper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForErick VargasNessuna valutazione finora
- B196B196M-07 (Reapproved 2013) E1Documento5 pagineB196B196M-07 (Reapproved 2013) E1Mohamad ZandiNessuna valutazione finora
- Aluminum Bronze Rod, Bar, and Shapes: Standard Specification ForDocumento7 pagineAluminum Bronze Rod, Bar, and Shapes: Standard Specification ForraulNessuna valutazione finora
- Copper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForDocumento11 pagineCopper-Beryllium Alloy Plate, Sheet, Strip, and Rolled Bar: Standard Specification ForMohamad ZandiNessuna valutazione finora
- Astm B411B411M-14Documento3 pagineAstm B411B411M-14Gabriel Perez CruzNessuna valutazione finora
- Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarDocumento5 pagineCopper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled Barruben castroNessuna valutazione finora
- Astm A276Documento7 pagineAstm A276tony100% (1)
- ASTM5Documento1.227 pagineASTM5Guatavo91Nessuna valutazione finora
- Copper Alloy Sand Castings For Valve ApplicationDocumento6 pagineCopper Alloy Sand Castings For Valve ApplicationROHITNessuna valutazione finora
- Bronze Castings For Bridges and TurntablesDocumento5 pagineBronze Castings For Bridges and Turntablesnicu1212Nessuna valutazione finora
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Da EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Valutazione: 5 su 5 stelle5/5 (1)
- Open Book Answers:: BAY Technical Associates, Inc. 1Documento8 pagineOpen Book Answers:: BAY Technical Associates, Inc. 1tommy3021100% (1)
- API 510 Final Model Exam-Open Book Page 1 of 6Documento6 pagineAPI 510 Final Model Exam-Open Book Page 1 of 6jay2kay5793Nessuna valutazione finora
- Ut 1 PDFDocumento44 pagineUt 1 PDFmanuel floresNessuna valutazione finora
- API 510 Closed Exam Part IDocumento24 pagineAPI 510 Closed Exam Part Imanuel floresNessuna valutazione finora
- VowelsDocumento15 pagineVowelsmanuel floresNessuna valutazione finora
- API-510 Exam # 3 2008 Answer GuideDocumento6 pagineAPI-510 Exam # 3 2008 Answer Guidechowhk100% (2)
- Set-C API 510 Preparatory CourseDocumento29 pagineSet-C API 510 Preparatory CourseptssoftNessuna valutazione finora
- Ut 4Documento15 pagineUt 4manuel floresNessuna valutazione finora
- Ut 2Documento48 pagineUt 2manuel floresNessuna valutazione finora
- WPQ FormDocumento1 paginaWPQ Formudaysrp100% (1)
- Ut 3 PDFDocumento21 pagineUt 3 PDFmanuel floresNessuna valutazione finora
- Ut 1Documento44 pagineUt 1manuel floresNessuna valutazione finora
- Ut 3 PDFDocumento21 pagineUt 3 PDFmanuel floresNessuna valutazione finora
- B 98Documento5 pagineB 98manuel floresNessuna valutazione finora
- B 171Documento7 pagineB 171manuel flores100% (1)
- Cat 2015.2web PDFDocumento48 pagineCat 2015.2web PDFmanuel floresNessuna valutazione finora
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDocumento4 pagineHard-Drawn Copper Alloy Wires For Electric Conductorsmanuel floresNessuna valutazione finora
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocumento7 pagineNaval Brass Rod, Bar, and Shapes: Standard Specification Formanuel floresNessuna valutazione finora
- Naval Brass Rod, Bar, and Shapes: Standard Specification ForDocumento7 pagineNaval Brass Rod, Bar, and Shapes: Standard Specification Formanuel floresNessuna valutazione finora
- Composition Bronze or Ounce Metal Castings: Standard Specification ForDocumento3 pagineComposition Bronze or Ounce Metal Castings: Standard Specification Formanuel floresNessuna valutazione finora
- Seamless Copper Tube, Bright Annealed: Standard Specification ForDocumento5 pagineSeamless Copper Tube, Bright Annealed: Standard Specification Formanuel floresNessuna valutazione finora
- B 211Documento10 pagineB 211manuel floresNessuna valutazione finora
- B 42Documento7 pagineB 42manuel floresNessuna valutazione finora
- Nickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification ForDocumento10 pagineNickel-Copper Alloy (UNS N04400) Plate, Sheet, and Strip: Standard Specification Formanuel floresNessuna valutazione finora
- Tinned Soft or Annealed Copper Wire For Electrical PurposesDocumento6 pagineTinned Soft or Annealed Copper Wire For Electrical Purposesmanuel floresNessuna valutazione finora
- Snt-Tc-1a (2011)Documento16 pagineSnt-Tc-1a (2011)manuel floresNessuna valutazione finora
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDocumento4 pagineHard-Drawn Copper Alloy Wires For Electric Conductorsmanuel floresNessuna valutazione finora
- Nickel-Copper Alloy Rod, Bar, and Wire: Standard Specification ForDocumento9 pagineNickel-Copper Alloy Rod, Bar, and Wire: Standard Specification Formanuel floresNessuna valutazione finora
- Seamless Copper Tube, Bright Annealed: Standard Specification ForDocumento5 pagineSeamless Copper Tube, Bright Annealed: Standard Specification Formanuel floresNessuna valutazione finora
- B 43 PDFDocumento7 pagineB 43 PDFmanuel floresNessuna valutazione finora
- Oracle R12 Form PersonalizationDocumento11 pagineOracle R12 Form PersonalizationshashankpadhyeNessuna valutazione finora
- CG 8171 SenDocumento81 pagineCG 8171 SenKent Wai83% (6)
- 115826010Documento166 pagine115826010ashvinNessuna valutazione finora
- Indra: SonatrachDocumento15 pagineIndra: SonatrachSkan DerNessuna valutazione finora
- Boss BF-3 Flanger Guitar Pedal ManualDocumento24 pagineBoss BF-3 Flanger Guitar Pedal ManualrocciyeNessuna valutazione finora
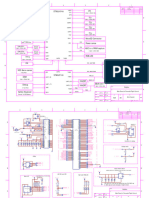
- Durandal MB H743schDocumento2 pagineDurandal MB H743schashley0% (1)
- Edeveloper 9.4 Partitioning Troubleshooting GuideDocumento28 pagineEdeveloper 9.4 Partitioning Troubleshooting Guidevenkat1505Nessuna valutazione finora
- Champion Compressors Modbus RTU Manual: Aircon L1 Compressor Controller Enercon Sequencer Controller & AccessoriesDocumento45 pagineChampion Compressors Modbus RTU Manual: Aircon L1 Compressor Controller Enercon Sequencer Controller & Accessoriessudirmanpriyo100% (2)
- RAN18.1 Capacity Monitoring Guide (BSC6910-Based) (02) (PDF) - EN PDFDocumento78 pagineRAN18.1 Capacity Monitoring Guide (BSC6910-Based) (02) (PDF) - EN PDFUmar MirNessuna valutazione finora
- 9970diagnostics PDFDocumento65 pagine9970diagnostics PDFSon DoNessuna valutazione finora
- Huawei HO Parameter OptimizeDocumento24 pagineHuawei HO Parameter Optimizerizal0111884120% (2)
- Operations Management Key Terms FlashcardsDocumento5 pagineOperations Management Key Terms Flashcardsddathaw100% (1)
- DME-Rules & Regulation, Roll No 37Documento9 pagineDME-Rules & Regulation, Roll No 37Zanaica RochaNessuna valutazione finora
- Subnet SupernetingDocumento9 pagineSubnet SupernetingSam PashaNessuna valutazione finora
- PDF Tratado Enciclopedico de Ifa Ojuani - CompressDocumento216 paginePDF Tratado Enciclopedico de Ifa Ojuani - CompressGuillermo Escalona100% (1)
- Keysight Infiniivision 1000 X-Series Oscilloscopes: Get Measurement You Can Count On!Documento2 pagineKeysight Infiniivision 1000 X-Series Oscilloscopes: Get Measurement You Can Count On!José Miguel SanjuánNessuna valutazione finora
- P4M800 Pro m7Documento31 pagineP4M800 Pro m7rarahimNessuna valutazione finora
- GDPR 2 LogsDocumento5.212 pagineGDPR 2 LogsSaloni MalhotraNessuna valutazione finora
- Itu-T G.841Documento98 pagineItu-T G.841Deolindo ZanuttiniNessuna valutazione finora
- CCNA Cheat Sheet IPv6Documento4 pagineCCNA Cheat Sheet IPv6Thomas SchmelingNessuna valutazione finora
- Phoenix Contact Datasheet 5378758Documento6 paginePhoenix Contact Datasheet 5378758Abraham RamirezNessuna valutazione finora
- ELM323 OBD (ISO) To RS232 Interpreter: Description FeaturesDocumento11 pagineELM323 OBD (ISO) To RS232 Interpreter: Description FeaturesAdauto Augusto Nunes FilhoNessuna valutazione finora
- Job Responsibilities of Quality ManagerDocumento3 pagineJob Responsibilities of Quality Managersok daraNessuna valutazione finora
- 141 Specificni Signalni Kbli PDFDocumento153 pagine141 Specificni Signalni Kbli PDFBobi GorgievskiNessuna valutazione finora
- Series Ap Directly Operated Proportional Valves: Use and Maintenance ManualDocumento16 pagineSeries Ap Directly Operated Proportional Valves: Use and Maintenance Manualhazem ab2009Nessuna valutazione finora
- c10 c100 c101 c102 c103 c104 c105Documento13 paginec10 c100 c101 c102 c103 c104 c105ninhssssNessuna valutazione finora
- AC 43-9 Amdt. 0 - Instructions For Completion of DAC Form 43-337 (RTS)Documento10 pagineAC 43-9 Amdt. 0 - Instructions For Completion of DAC Form 43-337 (RTS)Ujang SetiawanNessuna valutazione finora
- 144 BOE 31 WebI TuningDocumento31 pagine144 BOE 31 WebI Tuningadabral67Nessuna valutazione finora
- S-000-1654-0110v - A - 0010 Safety Task Analysis Risk TalkDocumento10 pagineS-000-1654-0110v - A - 0010 Safety Task Analysis Risk Talkle huyNessuna valutazione finora
- 2012 CatalogDocumento40 pagine2012 CatalogedisontapiacNessuna valutazione finora