Potrebbero piacerti anche
- Petrofac E&C Oman LLC Petroleum Development Oman Datasheet For Globe Valves Rabab Harweel Integrated Project Petrofac Job No.: Es-00002 Pdo Contract No. C311-321Documento21 paginePetrofac E&C Oman LLC Petroleum Development Oman Datasheet For Globe Valves Rabab Harweel Integrated Project Petrofac Job No.: Es-00002 Pdo Contract No. C311-321raj_hp2000Nessuna valutazione finora
- Steps For The Procurement of Piping / Mechanical ItemsDocumento2 pagineSteps For The Procurement of Piping / Mechanical ItemsSanjeev KumarNessuna valutazione finora
- Project Name: Notes:: Check List For Piping Material Take-Off (MTO)Documento10 pagineProject Name: Notes:: Check List For Piping Material Take-Off (MTO)Fredie LabradorNessuna valutazione finora
- PIPINGDocumento6 paginePIPINGMananNessuna valutazione finora
- AN Overview of The Petroleum Industry Reforms: Dr. Adeoye AdefuluDocumento27 pagineAN Overview of The Petroleum Industry Reforms: Dr. Adeoye AdefuluAdeoye AdefuluNessuna valutazione finora
- Pig Launcher Fabrication Activity PlanDocumento1 paginaPig Launcher Fabrication Activity PlanbeqsNessuna valutazione finora
- TIMAS-PR-PI-001 - Hot Tapping ProcedureDocumento11 pagineTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKNessuna valutazione finora
- IDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and InspectionDocumento32 pagineIDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and Inspectionjoey garciaNessuna valutazione finora
- Method Statement For The Repair Works of HDPEDocumento1 paginaMethod Statement For The Repair Works of HDPEshameemNessuna valutazione finora
- Curriculumvitae: Personal ParticularDocumento14 pagineCurriculumvitae: Personal ParticularBakhtiar Afendy ZaabaNessuna valutazione finora
- CSBP Underground PipingDocumento27 pagineCSBP Underground PipingKatamaneni KoteswararaoNessuna valutazione finora
- Why Is "Cold Cutting" Superior To Plasma Cutting?Documento9 pagineWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNessuna valutazione finora
- MS-HKSS-Pigging Testing Drying Rev A - YNB 16''Documento64 pagineMS-HKSS-Pigging Testing Drying Rev A - YNB 16''AAISATNessuna valutazione finora
- Pigging Valves PDFDocumento8 paginePigging Valves PDFmarkobilo100% (1)
- Torque Value DelmonDocumento8 pagineTorque Value DelmonKhalid HaiderNessuna valutazione finora
- Furmanite Leak and Safety Valve Onsite Services PDFDocumento11 pagineFurmanite Leak and Safety Valve Onsite Services PDFJessica ButlerNessuna valutazione finora
- Basics of Nitrogen Purging: Siswanto YDocumento22 pagineBasics of Nitrogen Purging: Siswanto Ydiaccessltd_17172961100% (2)
- Data Sheet For Split TeeDocumento3 pagineData Sheet For Split Teepablo100% (1)
- PLIDCO Pipeline RepairDocumento6 paginePLIDCO Pipeline RepairGhufran Ahmed BalaNessuna valutazione finora
- Piping ReportDocumento2 paginePiping ReportcomyahoothanhNessuna valutazione finora
- Design Criteria FOR Centrifugal Compressors: Saudi Arabian Oil CompanyDocumento19 pagineDesign Criteria FOR Centrifugal Compressors: Saudi Arabian Oil CompanyNicolaMasteNessuna valutazione finora
- Jennings Silicon Iron 1Documento8 pagineJennings Silicon Iron 1Omar VegaNessuna valutazione finora
- Material ManagementDocumento106 pagineMaterial ManagementRomi AfriansyahNessuna valutazione finora
- Piping Construction PhaseDocumento3 paginePiping Construction PhasefarhanyazdaniNessuna valutazione finora
- Test Pack Table of ContentsDocumento1 paginaTest Pack Table of ContentsRavindra S. JivaniNessuna valutazione finora
- PipingDocumento54 paginePipingakhilsyam21Nessuna valutazione finora
- Code General Design GuideDocumento12 pagineCode General Design Guidec_nghiaNessuna valutazione finora
- How To Do A Tie-InDocumento2 pagineHow To Do A Tie-Inrenjithv_4100% (1)
- MNT-INTG-2007OP - Maintenance Welding InspectionDocumento43 pagineMNT-INTG-2007OP - Maintenance Welding InspectionNatarajan MurugesanNessuna valutazione finora
- EZR RegulatorDocumento40 pagineEZR RegulatorBranko BabicNessuna valutazione finora
- Inspection DocumentDocumento3 pagineInspection DocumentNaiyer KarimiNessuna valutazione finora
- Tori SphericalDocumento62 pagineTori SphericalWebsoft Tech-HydNessuna valutazione finora
- Wrapping MethodDocumento5 pagineWrapping Methodnnuek67% (3)
- Tank Inspectiom ChecksheetDocumento3 pagineTank Inspectiom Checksheetyskushwah16100% (1)
- FuturePipe Installation Manual 18-7-05 PDFDocumento25 pagineFuturePipe Installation Manual 18-7-05 PDFPaul WoworNessuna valutazione finora
- Sumitomo LinepipeDocumento46 pagineSumitomo LinepipeMaqsoodAnwarNessuna valutazione finora
- CVMCDocumento4 pagineCVMCAzhar HussainNessuna valutazione finora
- Ramel Ornales Construction SuperintendentDocumento6 pagineRamel Ornales Construction SuperintendentIndustrial WeldersNessuna valutazione finora
- Itp PWHTDocumento1 paginaItp PWHTTridib DeyNessuna valutazione finora
- PTI Piping Training Day 1 Rev.0Documento84 paginePTI Piping Training Day 1 Rev.0Karl Caudal100% (1)
- MMP-CKL-0007 PID Check ListDocumento5 pagineMMP-CKL-0007 PID Check ListQWAS111Nessuna valutazione finora
- Pipeline Engineering Syllabus PDFDocumento2 paginePipeline Engineering Syllabus PDFAfroz KhanNessuna valutazione finora
- Enbridge Pipeline Repair Workplan Welding PDFDocumento23 pagineEnbridge Pipeline Repair Workplan Welding PDFquiron2014Nessuna valutazione finora
- Technical Bid Evaluation of Vendor Spring Hanger Offers With PDFDocumento3 pagineTechnical Bid Evaluation of Vendor Spring Hanger Offers With PDFAmjadali ChoudhariNessuna valutazione finora
- Nioec SP 90 02Documento77 pagineNioec SP 90 02aminNessuna valutazione finora
- Repair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDDocumento13 pagineRepair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDFerdie OSNessuna valutazione finora
- Siphon Breaker Valves (Accessories)Documento2 pagineSiphon Breaker Valves (Accessories)mikeswordsNessuna valutazione finora
- Jawaid Shut Down ResumeDocumento4 pagineJawaid Shut Down ResumeRaj AryanNessuna valutazione finora
- Some Useful Codes and Standards OrganizationsDocumento12 pagineSome Useful Codes and Standards OrganizationsBleep NewsNessuna valutazione finora
- Chapter 8 Steam PipingDocumento14 pagineChapter 8 Steam PipingChen WsNessuna valutazione finora
- Tech SpecDocumento16 pagineTech SpecKingston RivingtonNessuna valutazione finora
- MET 204 Manufacturing ProcessDocumento8 pagineMET 204 Manufacturing Processrejeesh_rajendranNessuna valutazione finora
- Isometrics Check ListDocumento3 pagineIsometrics Check Listvino2win100% (1)
- Anchor FlangeDocumento4 pagineAnchor FlangeHector MejiaNessuna valutazione finora
- Pipe SwabsDocumento2 paginePipe SwabsadammzjinNessuna valutazione finora
- ENG2068 SampleofcontentsDocumento10 pagineENG2068 SampleofcontentsKlich77Nessuna valutazione finora
- Value Of Work Done A Complete Guide - 2020 EditionDa EverandValue Of Work Done A Complete Guide - 2020 EditionNessuna valutazione finora
- Corrosion Coupon Installation ProcedureDocumento31 pagineCorrosion Coupon Installation ProcedureIqbal Mohammad100% (2)
- Hse Manual: Hot TappingDocumento12 pagineHse Manual: Hot TappingGary Drimie100% (1)
- Installation in Process Systems: 6.1. Design Considerations With Respect To Other System ComponentsDocumento8 pagineInstallation in Process Systems: 6.1. Design Considerations With Respect To Other System ComponentsJosé LuísNessuna valutazione finora
- Isometric Drawing - 30 Inch PipelineDocumento4 pagineIsometric Drawing - 30 Inch PipelineGovindan PerumalNessuna valutazione finora
- Lincoln Filler Wire ER 70S-2 Reviewed On 26-Mar-17Documento1 paginaLincoln Filler Wire ER 70S-2 Reviewed On 26-Mar-17Govindan PerumalNessuna valutazione finora
- Assessment Structure Effective From The Academic Year 2017-2018.Documento6 pagineAssessment Structure Effective From The Academic Year 2017-2018.Govindan PerumalNessuna valutazione finora
- Quality Issues - WeldingDocumento1 paginaQuality Issues - WeldingGovindan PerumalNessuna valutazione finora
- PDFDocumento12 paginePDFGovindan PerumalNessuna valutazione finora
- Pipe Line Welder Performance Analysis - 25 Jul 2016Documento1 paginaPipe Line Welder Performance Analysis - 25 Jul 2016Govindan PerumalNessuna valutazione finora
- III Class Worksheet2Documento18 pagineIII Class Worksheet2Govindan PerumalNessuna valutazione finora
- III Class WorksheetDocumento9 pagineIII Class WorksheetGovindan PerumalNessuna valutazione finora
- CatalogDocumento242 pagineCatalogGovindan PerumalNessuna valutazione finora
- BPVC IX Interp STND 63 2014 JulDocumento4 pagineBPVC IX Interp STND 63 2014 Julprasanth4747Nessuna valutazione finora
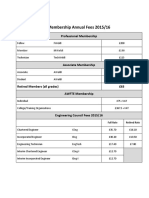
- Application Membership and EngC Fees 2015-16-WEB VERSIONDocumento2 pagineApplication Membership and EngC Fees 2015-16-WEB VERSIONGovindan PerumalNessuna valutazione finora
- Effect of Chemical Elements in Steel PDFDocumento2 pagineEffect of Chemical Elements in Steel PDFbill_lee_242Nessuna valutazione finora
- Fluke Laser Distance MeterDocumento40 pagineFluke Laser Distance MeterbbpncbNessuna valutazione finora
- Passivating & Pickling Stainless SteelDocumento16 paginePassivating & Pickling Stainless Steelfeki2607Nessuna valutazione finora
- Gmail - Radiography Wire Type Penetrameter Calibration IntervalDocumento7 pagineGmail - Radiography Wire Type Penetrameter Calibration IntervalGovindan PerumalNessuna valutazione finora
- CSWIP Plant Inspectors 5th Edition, May 2012Documento13 pagineCSWIP Plant Inspectors 5th Edition, May 2012Er Faiyaz AhmedNessuna valutazione finora
- Technical Handbooks Welding Consumables XA00097020Documento20 pagineTechnical Handbooks Welding Consumables XA00097020Basel M IkhleifNessuna valutazione finora
- Weldng of Cs PipeDocumento4 pagineWeldng of Cs PipeGovindan PerumalNessuna valutazione finora
- GDN 165Documento19 pagineGDN 165Govindan Perumal100% (1)
- Online PDFDocumento13 pagineOnline PDFGovindan PerumalNessuna valutazione finora
- 7307 1Documento22 pagine7307 1praveentienNessuna valutazione finora
- STD 105Documento35 pagineSTD 105Govindan PerumalNessuna valutazione finora
- 1009 Addendum To PL5 31st EditionDocumento8 pagine1009 Addendum To PL5 31st EditionGovindan PerumalNessuna valutazione finora
- An Acknowledgement LetterDocumento1 paginaAn Acknowledgement LetterGovindan PerumalNessuna valutazione finora
- Film Interpretation and Reference RadiographsDocumento7 pagineFilm Interpretation and Reference RadiographsEnrique Tavira67% (3)
- DCNF Vs Hhs Nov 2020Documento302 pagineDCNF Vs Hhs Nov 2020SY LodhiNessuna valutazione finora
- ICSE Class 10 Chemistry Sample Mock Paper Term 2 Exam 2021 22Documento5 pagineICSE Class 10 Chemistry Sample Mock Paper Term 2 Exam 2021 22dhruv sharmaNessuna valutazione finora
- Method Statement For Construction of Concrete Batching Plant (Combined)Documento72 pagineMethod Statement For Construction of Concrete Batching Plant (Combined)NP Dien100% (1)
- Chapter 17 Study Guide: VideoDocumento7 pagineChapter 17 Study Guide: VideoMruffy DaysNessuna valutazione finora
- Classroom Activty Rubrics Classroom Activty Rubrics: Total TotalDocumento1 paginaClassroom Activty Rubrics Classroom Activty Rubrics: Total TotalMay Almerez- WongNessuna valutazione finora
- Business Mathematics (Matrix)Documento3 pagineBusiness Mathematics (Matrix)MD HABIBNessuna valutazione finora
- Outbound Idocs Code Error Event Severity Sap MeaningDocumento2 pagineOutbound Idocs Code Error Event Severity Sap MeaningSummit YerawarNessuna valutazione finora
- 525 2383 2 PBDocumento5 pagine525 2383 2 PBiwang saudjiNessuna valutazione finora
- Reaffirmed 1998Documento13 pagineReaffirmed 1998builconsNessuna valutazione finora
- Second Language Learning in The Classroom PDFDocumento2 pagineSecond Language Learning in The Classroom PDFThanh Phương VõNessuna valutazione finora
- Dental Clinic - Floor Plan R3-2Documento1 paginaDental Clinic - Floor Plan R3-2kanagarajodisha100% (1)
- Microcontrollers DSPs S10Documento16 pagineMicrocontrollers DSPs S10Suom YnonaNessuna valutazione finora
- Course 3 Mathematics Common Core Workbook AnswersDocumento4 pagineCourse 3 Mathematics Common Core Workbook Answerspqdgddifg100% (1)
- Splash25 Winner InstructionsDocumento8 pagineSplash25 Winner InstructionsRamkrishna PaulNessuna valutazione finora
- A Quick Guide To Artificial IntelligenceDocumento41 pagineA Quick Guide To Artificial IntelligenceFrancis Violet Raymond100% (2)
- Cambridge IGCSE: PHYSICS 0625/62Documento12 pagineCambridge IGCSE: PHYSICS 0625/62EffNessuna valutazione finora
- Sheridan Specialized Building Products LLC - Queue Solutions Commercial Proposal by SeQure TechnologiesDocumento6 pagineSheridan Specialized Building Products LLC - Queue Solutions Commercial Proposal by SeQure Technologiessailesh psNessuna valutazione finora
- Thesis Preliminary PagesDocumento8 pagineThesis Preliminary Pagesukyo0801Nessuna valutazione finora
- Attitude of Tribal and Non Tribal Students Towards ModernizationDocumento9 pagineAttitude of Tribal and Non Tribal Students Towards ModernizationAnonymous CwJeBCAXpNessuna valutazione finora
- 1941 Iraq and The IlluminatiDocumento4 pagine1941 Iraq and The IlluminatiZaneWeltonNessuna valutazione finora
- First Semester-NOTESDocumento182 pagineFirst Semester-NOTESkalpanaNessuna valutazione finora
- COE301 Lab 2 Introduction MIPS AssemblyDocumento7 pagineCOE301 Lab 2 Introduction MIPS AssemblyItz Sami UddinNessuna valutazione finora
- Ethernet: Outline Multiple Access and Ethernet Intro Ethernet Framing CSMA/CD Protocol Exponential BackoffDocumento25 pagineEthernet: Outline Multiple Access and Ethernet Intro Ethernet Framing CSMA/CD Protocol Exponential BackoffcheckNessuna valutazione finora
- Saeed Sentence Relation and Truth (Summary)Documento11 pagineSaeed Sentence Relation and Truth (Summary)Mohammad Hassan100% (1)
- Directorate of Indian Medicines & Homoeopathy, Orissa, Bhubaneswar Listof The Homoeopathic Dispensaries BhadrakDocumento1 paginaDirectorate of Indian Medicines & Homoeopathy, Orissa, Bhubaneswar Listof The Homoeopathic Dispensaries Bhadrakbiswajit mathematicsNessuna valutazione finora
- Bethelhem Alemayehu LTE Data ServiceDocumento104 pagineBethelhem Alemayehu LTE Data Servicemola argawNessuna valutazione finora
- E Business - Module 1Documento75 pagineE Business - Module 1Kannan V KumarNessuna valutazione finora
- The Hot Aishwarya Rai Wedding and Her Life.20130105.040216Documento2 pagineThe Hot Aishwarya Rai Wedding and Her Life.20130105.040216anon_501746111100% (1)
- Exchange 2010 UnderstandDocumento493 pagineExchange 2010 UnderstandSeKoFieNessuna valutazione finora