Potrebbero piacerti anche
- Curso de Soldador No SenaiDocumento3 pagineCurso de Soldador No Senaimiriamfer100% (1)
- Manual Técnico de Aço InoxidávelDocumento14 pagineManual Técnico de Aço InoxidávelJose Rosa De Sousa FariasNessuna valutazione finora
- ANSI B16.5 FlangesDocumento1 paginaANSI B16.5 Flangeschoumina100% (1)
- Tabela Furos RoscarDocumento2 pagineTabela Furos RoscarAdrianaVazquez67% (6)
- Tabela BuchasDocumento2 pagineTabela BuchasCelso T. S.Nessuna valutazione finora
- A1 Soldagem PDFDocumento88 pagineA1 Soldagem PDFRodrigo Pereira Da Silva100% (1)
- CDS - Controle de Desempenho de SoldadoresDocumento4 pagineCDS - Controle de Desempenho de SoldadoresEder Silveira Del MestreNessuna valutazione finora
- Tabela Tolerancia IsoDocumento3 pagineTabela Tolerancia Isoerley_adrianoNessuna valutazione finora
- Apostila de Encanador Industrial PDFDocumento162 pagineApostila de Encanador Industrial PDFVini Mota100% (1)
- Defeitos em Soldagem PDFDocumento32 pagineDefeitos em Soldagem PDFFernando VittoNessuna valutazione finora
- Parâmetros Sugeridos para Solda TIGDocumento3 pagineParâmetros Sugeridos para Solda TIGLourival Santos100% (2)
- Posições de Soldagem PDF 2Documento3 paginePosições de Soldagem PDF 2markriorj100% (1)
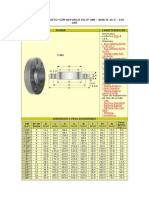
- Flange Sobreposto Plano Norma AWWA C207-07 Tabela 2 Classe D 175 - 150 PSIDocumento2 pagineFlange Sobreposto Plano Norma AWWA C207-07 Tabela 2 Classe D 175 - 150 PSIjhonatasjhmNessuna valutazione finora
- Dimensões de Flanges PDFDocumento23 pagineDimensões de Flanges PDFLeandro SantosNessuna valutazione finora
- GalvanizaçãoDocumento41 pagineGalvanizaçãoJovani Secretti100% (1)
- Soldagem Ferro FundidoDocumento20 pagineSoldagem Ferro FundidoVladimir Soler100% (1)
- Equivalências de AçosDocumento190 pagineEquivalências de Açossandrosrp93% (15)
- ESAB-Catalogo Eletrodos PTDocumento12 pagineESAB-Catalogo Eletrodos PTgraci2828100% (5)
- Catalogo Ashcroft WillyDocumento211 pagineCatalogo Ashcroft Willymarciojunk50% (2)
- Planilha - Cálculo ESABDocumento5 paginePlanilha - Cálculo ESABTecmecânicoNessuna valutazione finora
- Classificação de Aços Segundo A DinDocumento1 paginaClassificação de Aços Segundo A DinAndersonprocessosNessuna valutazione finora
- AWS - A-2.4 Simbologia de SoldagemDocumento74 pagineAWS - A-2.4 Simbologia de SoldagemMatheus MartiniNessuna valutazione finora
- Tabela Flange 300lb PDFDocumento1 paginaTabela Flange 300lb PDFWanderley Fonseca0% (1)
- Manual Bolso - Identificaçao Roscas e Conexoes - Versão SITE Atual. 0123Documento30 pagineManual Bolso - Identificaçao Roscas e Conexoes - Versão SITE Atual. 0123André Dupim100% (4)
- Tabela de Tolerância DimensionalDocumento3 pagineTabela de Tolerância DimensionalGabriela Ventura50% (2)
- Cartela de Cores - Tintas e Vernizes - Produtos e Serviços - Brasil - WEGDocumento5 pagineCartela de Cores - Tintas e Vernizes - Produtos e Serviços - Brasil - WEGMauricio Lopes de Oliveira100% (1)
- Astm A106 TuboDocumento96 pagineAstm A106 TuboJoelNessuna valutazione finora
- UTPDocumento27 pagineUTPdouglasmec67% (3)
- NBR 5868 NB 319 - Rosca Metrica Trapezoidal ISODocumento43 pagineNBR 5868 NB 319 - Rosca Metrica Trapezoidal ISOHeder RezendeNessuna valutazione finora
- Tabela de Cabos para MotoresxdistanciaDocumento1 paginaTabela de Cabos para MotoresxdistanciaFrancisco Canalli60% (5)
- Catalogo Gerdau 2011Documento66 pagineCatalogo Gerdau 2011fylypeNessuna valutazione finora
- Tabela de EspigãoDocumento1 paginaTabela de EspigãoPedronNessuna valutazione finora
- Consumiveis Asme Seção C Parte IIDocumento44 pagineConsumiveis Asme Seção C Parte IILeonardoOliveira50% (2)
- Acos - Inox - Tabelas de EquivalenciaDocumento2 pagineAcos - Inox - Tabelas de EquivalenciaCCESARPL100% (1)
- Planilha para Dimensionamento de Parafusos para Flanges e MaquinasDocumento8 paginePlanilha para Dimensionamento de Parafusos para Flanges e MaquinaskarinaNessuna valutazione finora
- Vaso Modelo 11 Bar R00-Plano de SoldagemDocumento1 paginaVaso Modelo 11 Bar R00-Plano de Soldagemrodrigoq1100% (1)
- Tabela de Flange ASME 16.5Documento2 pagineTabela de Flange ASME 16.5NathanLaertePiaiNessuna valutazione finora
- Apostila de Tubulação Industrial (Para Mecânicos)Documento121 pagineApostila de Tubulação Industrial (Para Mecânicos)Edivaldo Junior100% (2)
- Tabela Diametro Furo para Fazer RoscaDocumento2 pagineTabela Diametro Furo para Fazer RoscaCosta Vagner100% (1)
- Dimensões de Flanges ANSI B16.5 RF PortuguêsDocumento3 pagineDimensões de Flanges ANSI B16.5 RF Portuguêsvilanovense2Nessuna valutazione finora
- Manual de Preparação de Superficie PinturaDocumento20 pagineManual de Preparação de Superficie PinturaZamir RodriguesNessuna valutazione finora
- Grampo UDocumento1 paginaGrampo Usilvio luizNessuna valutazione finora
- 00 - Mancais de Rolamentos e Sua Principal Funçao - 46 SlidesDocumento46 pagine00 - Mancais de Rolamentos e Sua Principal Funçao - 46 SlidesCarlos GuarinoNessuna valutazione finora
- Astm A572 PDF - En.ptDocumento6 pagineAstm A572 PDF - En.ptJonathanNessuna valutazione finora
- Critérios de Aceitação - SoldaDocumento2 pagineCritérios de Aceitação - SoldaTatiana Piscke dos SantosNessuna valutazione finora
- Guia de Emendas Por Soldas em Vergalhoes - CompressedDocumento8 pagineGuia de Emendas Por Soldas em Vergalhoes - Compressedquintino_wilson1142Nessuna valutazione finora
- Estruturas de Concretoarmado 1 - Detalhamento de Vigas - VER 0 - 2012Documento17 pagineEstruturas de Concretoarmado 1 - Detalhamento de Vigas - VER 0 - 2012Thiago QuintellaNessuna valutazione finora
- Distancia Minima Entre Soldas PDFDocumento6 pagineDistancia Minima Entre Soldas PDFdougx20Nessuna valutazione finora
- Cap 1 SoldagemDocumento18 pagineCap 1 SoldagemVictor Hugo MinhotoNessuna valutazione finora
- Juntas RTJ - 01Documento8 pagineJuntas RTJ - 01DIEGO CONCEIÇÃO DE OLIVEIRANessuna valutazione finora
- Caconf - 3 - Ensaios de EstampabilidadeDocumento17 pagineCaconf - 3 - Ensaios de EstampabilidadeMatheus SanderNessuna valutazione finora
- Elementos de Máquinas - Cabo de AçoDocumento52 pagineElementos de Máquinas - Cabo de AçomiguelNessuna valutazione finora
- Classe de Resistencia Dos ParafusosDocumento66 pagineClasse de Resistencia Dos ParafusosRodmam MouraNessuna valutazione finora
- Caracterização de Uma Junta Soldada Com Suporte de Solda A Base de Fibra de VidroDocumento8 pagineCaracterização de Uma Junta Soldada Com Suporte de Solda A Base de Fibra de Vidropateta50Nessuna valutazione finora
- Análise de Falhas Moldes LC2Documento28 pagineAnálise de Falhas Moldes LC2HERBERT FERREIRA ALMEIDA FERRAZNessuna valutazione finora
- 05 - Ensaios de EstampabilidadeDocumento21 pagine05 - Ensaios de EstampabilidadegilapaNessuna valutazione finora
- Estruturas de Concreto Armado I - Comprimento de Ancoragem E - DecalagemDocumento10 pagineEstruturas de Concreto Armado I - Comprimento de Ancoragem E - DecalagemAdriano RabeloNessuna valutazione finora
- IRWIN - Catálogo de Alicates e Chaves (47 PGS)Documento47 pagineIRWIN - Catálogo de Alicates e Chaves (47 PGS)mcelllNessuna valutazione finora
- Manual UPA24h - Manual Aplicacao e Sinalizacao Fevereiro15Documento34 pagineManual UPA24h - Manual Aplicacao e Sinalizacao Fevereiro15Uendel Rique Goes da SilvaNessuna valutazione finora
- Aula 11 Tecnicas de Prospeccao Geologica 2011Documento89 pagineAula 11 Tecnicas de Prospeccao Geologica 2011neto-ba50% (2)
- Samael Aun Weor e A Utilização de Fezes em Ritos MedicinaisDocumento4 pagineSamael Aun Weor e A Utilização de Fezes em Ritos MedicinaisIvan XNessuna valutazione finora
- FISPQ 031 - Nobrecril WB MadeiraDocumento14 pagineFISPQ 031 - Nobrecril WB MadeiramoisespelotasNessuna valutazione finora
- 1.direito de FamíliaDocumento5 pagine1.direito de FamíliahiltondahoraNessuna valutazione finora
- Lei Complementar 796 1999 de Miracema RJDocumento36 pagineLei Complementar 796 1999 de Miracema RJcleitonrattNessuna valutazione finora
- Aula 5 - Tratamento Térmico e Termoquímico Dos MetaisDocumento40 pagineAula 5 - Tratamento Térmico e Termoquímico Dos MetaisDiego Nicolau100% (3)
- Análise Da Segurança Do Trabalho em Construção de Torres de Infra-EstruturaDocumento16 pagineAnálise Da Segurança Do Trabalho em Construção de Torres de Infra-EstruturaEdson Vando SouzaNessuna valutazione finora
- Aula 5 - BIOMECANICA OCUPACIONAL PDFDocumento8 pagineAula 5 - BIOMECANICA OCUPACIONAL PDFRodrigo AbreuNessuna valutazione finora
- Giad 03Documento45 pagineGiad 03EDUARDO CERQUEIRA E SILVA100% (1)
- Ela Precisa Ele Deseja, Construindo Um Casamento À Prova de Infidel Ida Des - Willard F. Harley, JRDocumento200 pagineEla Precisa Ele Deseja, Construindo Um Casamento À Prova de Infidel Ida Des - Willard F. Harley, JRLivros Grátis100% (8)
- Aula 9 - FQ - Resumo para Avaliação Tira DúvidasDocumento9 pagineAula 9 - FQ - Resumo para Avaliação Tira DúvidasJ. Messias BrittoNessuna valutazione finora
- A Dinamica Do PerdãoDocumento38 pagineA Dinamica Do PerdãogiovannimenezesNessuna valutazione finora
- Lista Precios Tigre PDF 2019Documento17 pagineLista Precios Tigre PDF 2019German Villalba50% (2)
- Thresl Chronicles 05 - A Traição Do Duque - Amber KellDocumento147 pagineThresl Chronicles 05 - A Traição Do Duque - Amber KellLuci CandeiaNessuna valutazione finora
- Ciências Do Ambiente-Aulas PDFDocumento285 pagineCiências Do Ambiente-Aulas PDFEliana CostaNessuna valutazione finora
- Operação de Retroescavdeira - Manual de OperaçãoDocumento55 pagineOperação de Retroescavdeira - Manual de OperaçãoJonatas NunesNessuna valutazione finora
- Recurso Ordinario Pela Reclamada-ModeloDocumento4 pagineRecurso Ordinario Pela Reclamada-ModeloFernanda Bronzeado100% (1)
- 2 Simulado Da 4 SemanaDocumento11 pagine2 Simulado Da 4 Semanaloiane.olhosdeaguiaNessuna valutazione finora
- Nestlé Com Você #24Documento35 pagineNestlé Com Você #24Pedro SouzaNessuna valutazione finora
- Ppra Base NiplanDocumento25 paginePpra Base Niplanfernando monteiroNessuna valutazione finora
- Manual Das TripasDocumento26 pagineManual Das Tripasalexandre oliveira100% (1)
- M Todos de Estudo em HistologiaDocumento29 pagineM Todos de Estudo em HistologiaLucas AguiarNessuna valutazione finora
- Levedo de Cerveja - 8 Benefícios Desse Superalimento - Treino MestreDocumento5 pagineLevedo de Cerveja - 8 Benefícios Desse Superalimento - Treino MestreSilvio Jose Francisco100% (1)
- Uma Proposta para Promoção Da Saúde Na Comunidade 20Documento2 pagineUma Proposta para Promoção Da Saúde Na Comunidade 20ezequias fariasNessuna valutazione finora
- Apresentação - PSE 2022Documento14 pagineApresentação - PSE 2022luanaNessuna valutazione finora
- SERINGUEIRADocumento38 pagineSERINGUEIRAFrancielle de Oliveira0% (1)
- Livro 2 - Conceitos e Ferramentas Da Epidemiologia1Documento7 pagineLivro 2 - Conceitos e Ferramentas Da Epidemiologia1Gustavo AlvarezNessuna valutazione finora
- Slide Sobre Terapia Nutricional EnteralDocumento21 pagineSlide Sobre Terapia Nutricional EnteralEtcy Tal100% (1)
- Estudo - Anatomo - L1 A L6 CaoDocumento11 pagineEstudo - Anatomo - L1 A L6 CaoDoctor Drinks BartendersNessuna valutazione finora