Potrebbero piacerti anche
- Batteries Costing 1008Documento10 pagineBatteries Costing 1008AamirMalikNessuna valutazione finora
- Power Generation From CoalDocumento114 paginePower Generation From CoalOral KarahanNessuna valutazione finora
- Pmbok 5 PMDocumento2 paginePmbok 5 PMtofy79Nessuna valutazione finora
- Project Life Cycle Iterative and Adaptive - Ultimate GuideDocumento14 pagineProject Life Cycle Iterative and Adaptive - Ultimate GuideAamirMalikNessuna valutazione finora
- Batteries Costing 1008Documento10 pagineBatteries Costing 1008AamirMalikNessuna valutazione finora
- PMP Memory SheetsDocumento6 paginePMP Memory SheetsAamirMalik100% (1)
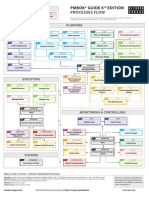
- Ricardo Vargas Pmbok Flow 6ed Color En-A0Documento1 paginaRicardo Vargas Pmbok Flow 6ed Color En-A0murdi.santoso83% (6)
- Ricardo Vargas Simplified Pmbok Flow 6ed Color En-A3Documento1 paginaRicardo Vargas Simplified Pmbok Flow 6ed Color En-A3Hero Sa Mac100% (1)
- Battery Sizing Calculation For Ups Application: Need Constant Power Discharge Characteristics UndersizedDocumento2 pagineBattery Sizing Calculation For Ups Application: Need Constant Power Discharge Characteristics UndersizedAamirMalik75% (4)
- PMP FormulasDocumento5 paginePMP Formulasbhaveshkumar78100% (8)
- This Is Our Selection of The Best Free Practice Questions On The WebDocumento1 paginaThis Is Our Selection of The Best Free Practice Questions On The WebAamirMalikNessuna valutazione finora
- Operation Aspects & Boiler EmergenciesDocumento54 pagineOperation Aspects & Boiler EmergenciesPravivVivpraNessuna valutazione finora
- Frank T. Anbari - Q & A's For The PMBOK Guide Third Edition - Project Management Institute (2005)Documento205 pagineFrank T. Anbari - Q & A's For The PMBOK Guide Third Edition - Project Management Institute (2005)AamirMalikNessuna valutazione finora
- Pmbok 5 PMDocumento2 paginePmbok 5 PMtofy79Nessuna valutazione finora
- Corn-Cob Vs Local CoalDocumento1 paginaCorn-Cob Vs Local CoalAamirMalikNessuna valutazione finora
- Calculation ProgressDocumento1 paginaCalculation ProgressAamirMalikNessuna valutazione finora
- Cleanroom Design in 10 Easy StepsDocumento8 pagineCleanroom Design in 10 Easy StepsAamirMalikNessuna valutazione finora
- 175 PMP Sample QuestionsDocumento107 pagine175 PMP Sample QuestionsAmanda DickersonNessuna valutazione finora
- Merv Rating ChartDocumento1 paginaMerv Rating ChartAamirMalikNessuna valutazione finora
- Cavitation Resistant Materials For Impellers c022-1 - MC Nally InstituteDocumento2 pagineCavitation Resistant Materials For Impellers c022-1 - MC Nally InstituteAamirMalikNessuna valutazione finora
- Electric Inspector Form-BDocumento11 pagineElectric Inspector Form-BAamirMalikNessuna valutazione finora
- Biannual Maintenance of CFB BoilerDocumento3 pagineBiannual Maintenance of CFB BoilerAamirMalikNessuna valutazione finora
- Relay Coordination GuidelinesDocumento16 pagineRelay Coordination GuidelinesNitesh Ostwal91% (11)
- Layout DrawingDocumento1 paginaLayout DrawingAamirMalikNessuna valutazione finora
- TURBINE INVENTORY (Peter Brotherhood) : Sr. No Item Description Part No MOUDocumento4 pagineTURBINE INVENTORY (Peter Brotherhood) : Sr. No Item Description Part No MOUAamirMalikNessuna valutazione finora
- Flow Diagram of Fly Ash Brick PlantDocumento1 paginaFlow Diagram of Fly Ash Brick PlantAamirMalikNessuna valutazione finora
- FLY ASH The ReportDocumento14 pagineFLY ASH The ReportPKS_20085% (13)
- Biannual Maintenance of CFB BoilerDocumento3 pagineBiannual Maintenance of CFB BoilerAamirMalikNessuna valutazione finora
- On Line Flue Gas Monitoring System ListDocumento2 pagineOn Line Flue Gas Monitoring System ListAamirMalikNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Chapter 3 Gases Lesson1 - 12Documento97 pagineChapter 3 Gases Lesson1 - 12Julius Salas100% (1)
- 487.4-2013 Standard For The Electrical Protection of Communication Facilities Serving Electric Supply Locations Through The Use of Neutralizing TransformersDocumento55 pagine487.4-2013 Standard For The Electrical Protection of Communication Facilities Serving Electric Supply Locations Through The Use of Neutralizing Transformersjose eduardo mejia sanchezNessuna valutazione finora
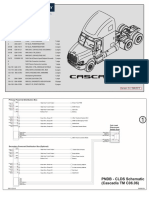
- Cascadia PrtPak 09AUG13Documento44 pagineCascadia PrtPak 09AUG13Raul LunaNessuna valutazione finora
- LMI B1 Series Parts List Metering Pump PDFDocumento4 pagineLMI B1 Series Parts List Metering Pump PDFRoberto MejiaNessuna valutazione finora
- Vimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Documento3 pagineVimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Ankit SinghNessuna valutazione finora
- CAT 777G FiltersDocumento3 pagineCAT 777G FiltersettoscarNessuna valutazione finora
- 16 Welding2Documento42 pagine16 Welding2Ali HajirassoulihaNessuna valutazione finora
- Stone Paper (Calcium Carbonate) : Iran Small Industries and Industrial Towns OrganizationsDocumento32 pagineStone Paper (Calcium Carbonate) : Iran Small Industries and Industrial Towns OrganizationsRAIEL ALVARO100% (2)
- Bearcat Bc80xlt ManualDocumento32 pagineBearcat Bc80xlt Manualjwyatt4155Nessuna valutazione finora
- Split Body Trunnion: Full Bore Ends AvailableDocumento20 pagineSplit Body Trunnion: Full Bore Ends AvailableHùng DươngNessuna valutazione finora
- The Effect of Financial Development On Renewable Energy Consumption. A Panel Data ApproachDocumento9 pagineThe Effect of Financial Development On Renewable Energy Consumption. A Panel Data ApproachArnawan Hasibuan, ST., MT Arnawan Hasibuan, ST., MTNessuna valutazione finora
- Ussp Ppts MainDocumento22 pagineUssp Ppts Mainbaswanta patilNessuna valutazione finora
- Cruise Control, CVT and Shift Indicator, Engine ControlDocumento27 pagineCruise Control, CVT and Shift Indicator, Engine ControlRicardoNessuna valutazione finora
- 5 - Tank Itp - Inspection & Test Plan For TanksDocumento10 pagine5 - Tank Itp - Inspection & Test Plan For TanksAhmed Hassan100% (2)
- Properties of Fluids NotesDocumento14 pagineProperties of Fluids NotesMavineNessuna valutazione finora
- Jahn-Teller Distortion and Coordination Number FourDocumento15 pagineJahn-Teller Distortion and Coordination Number FourAldi JonataNessuna valutazione finora
- BEKON Broschure en WebDocumento7 pagineBEKON Broschure en WebEko TjahjantokoNessuna valutazione finora
- 825 Series 190CC Motor BriggsDocumento27 pagine825 Series 190CC Motor BriggsCTRL ENGENHARIA E MANUTENÇÃO ComprasNessuna valutazione finora
- ICD Brookfield Place Brochure 05.05.2021Documento24 pagineICD Brookfield Place Brochure 05.05.2021Febin ShakibNessuna valutazione finora
- Cover Page: Machine Design-II Semester: 8: in This Subject Student Are Learn About Below Given PointDocumento8 pagineCover Page: Machine Design-II Semester: 8: in This Subject Student Are Learn About Below Given PointSp PatelNessuna valutazione finora
- Biology Internal Assessment 2Documento9 pagineBiology Internal Assessment 2Hayley ChiuNessuna valutazione finora
- Water TankDocumento50 pagineWater TankHani HusainiNessuna valutazione finora
- Engine Valve Lash - Inspect AdjustDocumento3 pagineEngine Valve Lash - Inspect AdjustRay CapriNessuna valutazione finora
- Effects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Documento6 pagineEffects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Sudeep Kumar SinghNessuna valutazione finora
- Hphysics5 Roller Coaster Marbles Lab Report Jose GallardoDocumento1 paginaHphysics5 Roller Coaster Marbles Lab Report Jose Gallardoapi-345842338Nessuna valutazione finora
- Urban - Visions - SUP2ER Project 8 - PlannerDocumento14 pagineUrban - Visions - SUP2ER Project 8 - Plannersamanisbest553Nessuna valutazione finora
- Thermodynamics Lab: ProjectDocumento10 pagineThermodynamics Lab: ProjectSaAhRaNessuna valutazione finora
- Original PDF Physical Geology Today by Damian Nance PDFDocumento41 pagineOriginal PDF Physical Geology Today by Damian Nance PDFnoe.simons469100% (24)
- Partial Discharge - Open ElectricalDocumento2 paginePartial Discharge - Open ElectricalHerman DamanikNessuna valutazione finora
- EasyLabs CE AmplifierDocumento15 pagineEasyLabs CE AmplifierAvish KabraNessuna valutazione finora