Potrebbero piacerti anche
- Manufacturing, Engineering & Technology, Fifth Edition Chapter 13Documento21 pagineManufacturing, Engineering & Technology, Fifth Edition Chapter 13曾宥淇Nessuna valutazione finora
- Semiconductor Manufacturing ProcessDocumento51 pagineSemiconductor Manufacturing Processmanoj3e9329100% (1)
- Popular Woodworking - 032 - 1986 PDFDocumento66 paginePopular Woodworking - 032 - 1986 PDFKawchhar Ahammed100% (1)
- Lecture - 03 Electroplating and ElectrolessDocumento31 pagineLecture - 03 Electroplating and ElectrolessRidho QuluqNessuna valutazione finora
- Igo 11 MemoDocumento169 pagineIgo 11 Memowildcatamir11100% (1)
- Cutting SpeedDocumento5 pagineCutting SpeedsandigricNessuna valutazione finora
- Buehler's Guide To Sample PreparationDocumento74 pagineBuehler's Guide To Sample PreparationGowtham GanesanNessuna valutazione finora
- Cwi QuestionsDocumento6 pagineCwi QuestionsGokul Thangam75% (4)
- Ceramic Uses and ProcessesDocumento22 pagineCeramic Uses and ProcessesWang Zheng FengNessuna valutazione finora
- Chapter 13 - Applications and Processing of CeramicsDocumento26 pagineChapter 13 - Applications and Processing of CeramicsAngelino PimentelNessuna valutazione finora
- Semiconductor FabricationDocumento20 pagineSemiconductor FabricationMahabub HossainNessuna valutazione finora
- 28-29052022-Pull Off Test (Trial) - Pemb. Dermaga Terminal LPG Presurized Kupang (Piping) - PQT-Pertamina PN-NK-AMM-AKDDocumento7 pagine28-29052022-Pull Off Test (Trial) - Pemb. Dermaga Terminal LPG Presurized Kupang (Piping) - PQT-Pertamina PN-NK-AMM-AKDudin cupuNessuna valutazione finora
- 001 Device FabricationDocumento60 pagine001 Device FabricationSerwan BamerniNessuna valutazione finora
- Photolithography Technology and ApplicationDocumento26 paginePhotolithography Technology and ApplicationvutruongtravinhNessuna valutazione finora
- HydroprocessingDocumento18 pagineHydroprocessinghala mrayanNessuna valutazione finora
- Municipality/City Disposal Facility DF Location DF Status DF RehabilitationDocumento4 pagineMunicipality/City Disposal Facility DF Location DF Status DF RehabilitationsorbisorbiNessuna valutazione finora
- Chapter 2 - Silicon Wafer ManufacturingDocumento35 pagineChapter 2 - Silicon Wafer ManufacturingAmriNessuna valutazione finora
- Methods and Procedures in Making Fashion Accessory ProjectsDocumento14 pagineMethods and Procedures in Making Fashion Accessory Projectsmarinella borbon80% (5)
- Ics and Semiconductor Fabrication ProcessesDocumento83 pagineIcs and Semiconductor Fabrication Processesbadrinarayan2210298Nessuna valutazione finora
- Manufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaDocumento35 pagineManufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaSahil SundaNessuna valutazione finora
- Silicate Ceramics: - Soils, Rocks, Clays, and Sand Come Under The Silicate ClassificationDocumento32 pagineSilicate Ceramics: - Soils, Rocks, Clays, and Sand Come Under The Silicate ClassificationsairamNessuna valutazione finora
- AS-74 3136 MicrofabricationDocumento76 pagineAS-74 3136 MicrofabricationBliblaNessuna valutazione finora
- CeramicsDocumento32 pagineCeramicsalikytrnNessuna valutazione finora
- Waveguide FabricationDocumento24 pagineWaveguide FabricationANessuna valutazione finora
- Semiconductor Fabrication: Presented by P JaswanthDocumento31 pagineSemiconductor Fabrication: Presented by P JaswanthPullepu JaswanthNessuna valutazione finora
- Introduction To Nanotechnology: Pradeep SharmaDocumento39 pagineIntroduction To Nanotechnology: Pradeep SharmaRey_Guzman_4104Nessuna valutazione finora
- Ic Fabrication Process: Soudip Sinha Roy ECEDocumento51 pagineIc Fabrication Process: Soudip Sinha Roy ECEMayank RajNessuna valutazione finora
- 95 2 Semiconductor PDFDocumento27 pagine95 2 Semiconductor PDFsumitzz4737Nessuna valutazione finora
- EC 415 - VLSI Design: Anil Neerukonda Institute of Tech. & ScienceDocumento24 pagineEC 415 - VLSI Design: Anil Neerukonda Institute of Tech. & ScienceKilari SrigowriNessuna valutazione finora
- C-1 CMOS Processing FlowDocumento76 pagineC-1 CMOS Processing FlowKu Ble YanNessuna valutazione finora
- Materials For MEMS and MicrosystemsDocumento42 pagineMaterials For MEMS and MicrosystemsSafwan ShaikhNessuna valutazione finora
- Depostion and Liftoff - Lab2Documento10 pagineDepostion and Liftoff - Lab2khalil alhatabNessuna valutazione finora
- Introduction: Introduction To Ic Technology: Unit I G.L.Sumalata Assistant Professor, GrietDocumento106 pagineIntroduction: Introduction To Ic Technology: Unit I G.L.Sumalata Assistant Professor, GrietVenkat Naga SaiNessuna valutazione finora
- Chap 7b Nanolithography Different TypesDocumento42 pagineChap 7b Nanolithography Different TypesSrikar NamburuNessuna valutazione finora
- Chapter Extra-2 Micro-Fabrication ProcessDocumento27 pagineChapter Extra-2 Micro-Fabrication ProcessPritam OjhaNessuna valutazione finora
- Unit Process Steps VlsiDocumento83 pagineUnit Process Steps Vlsis.r.Nessuna valutazione finora
- Nanolithography TypesDocumento42 pagineNanolithography TypesAtul DwivediNessuna valutazione finora
- Nano SYNTHESIS &fabrication1Documento39 pagineNano SYNTHESIS &fabrication1APOORV SINGHNessuna valutazione finora
- Electron - Specimen Interactions Specimen Preparation Electron MicroscopesDocumento49 pagineElectron - Specimen Interactions Specimen Preparation Electron MicroscopesarulmuruguNessuna valutazione finora
- Introduction To Microfabrication: PHYS 534 (Fall 2008)Documento34 pagineIntroduction To Microfabrication: PHYS 534 (Fall 2008)LydiaNessuna valutazione finora
- Chapter 2 - Substrate Preparation PDFDocumento99 pagineChapter 2 - Substrate Preparation PDFNur AmirahNessuna valutazione finora
- T2 VLSI FabricationDocumento24 pagineT2 VLSI FabricationM. Bilal NoorNessuna valutazione finora
- VLSI Tech Intro 2024Documento89 pagineVLSI Tech Intro 2024Jossan EleazarEDENNessuna valutazione finora
- Ceramic and GlassDocumento27 pagineCeramic and Glasskautsar muafaNessuna valutazione finora
- Semiconductor Process FlowDocumento48 pagineSemiconductor Process Flowgizer74Nessuna valutazione finora
- ME189 - Chapter 8 PDFDocumento56 pagineME189 - Chapter 8 PDFgauravkumar bhandari100% (1)
- Titanium and Titanium Alloys: Josef StráskýDocumento25 pagineTitanium and Titanium Alloys: Josef StráskýarulmuruguNessuna valutazione finora
- Hollow Core Fibers Past Present and FutureDocumento47 pagineHollow Core Fibers Past Present and FutureTaiwo temitope abigaelNessuna valutazione finora
- Silicon For Photovoltaic Solar Cells 1: Lars ArnbergDocumento13 pagineSilicon For Photovoltaic Solar Cells 1: Lars Arnbergfederico lamonNessuna valutazione finora
- 03 Mech 438 538 Material Environment Safety 012621Documento7 pagine03 Mech 438 538 Material Environment Safety 012621hdjhdzjzNessuna valutazione finora
- Chap 7b Nanolithography Different TypesDocumento42 pagineChap 7b Nanolithography Different TypesmeetbalakumarNessuna valutazione finora
- Crystal Growth, Wafer Fabrication and Properties of Silicon WaferDocumento30 pagineCrystal Growth, Wafer Fabrication and Properties of Silicon WaferSHAIK MUSTHAFANessuna valutazione finora
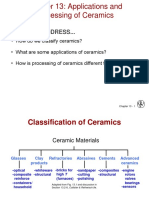
- Chapter 13: Applications and Processing of Ceramics: Issues To Address..Documento18 pagineChapter 13: Applications and Processing of Ceramics: Issues To Address..akhileshsingh28Nessuna valutazione finora
- Dr. Kim Rensing's Presentation SlidesDocumento50 pagineDr. Kim Rensing's Presentation SlidesauliahalidarNessuna valutazione finora
- Traditional CeramicsDocumento82 pagineTraditional CeramicsJB HIFINessuna valutazione finora
- NotesDocumento54 pagineNotesShaiha AshrafNessuna valutazione finora
- ME201 Material Science & Engineering: Imperfections in SolidsDocumento14 pagineME201 Material Science & Engineering: Imperfections in SolidsAmar BeheraNessuna valutazione finora
- MetE 206 - Exp 3 - Revised ViewSlides PDFDocumento30 pagineMetE 206 - Exp 3 - Revised ViewSlides PDFUfuk CevtekinNessuna valutazione finora
- Chapter 1b Ceramics PolymerDocumento23 pagineChapter 1b Ceramics PolymermaiNessuna valutazione finora
- Digital Integrated Circuits: Week 3 Melik YAZICIDocumento44 pagineDigital Integrated Circuits: Week 3 Melik YAZICIboubiidNessuna valutazione finora
- Lab Session: 1: MetallographyDocumento4 pagineLab Session: 1: MetallographyaliNessuna valutazione finora
- MicromachiningDocumento51 pagineMicromachiningManoj MurthyNessuna valutazione finora
- Dasar Design CMOS TransistorDocumento49 pagineDasar Design CMOS Transistormaqbulloh darojatiNessuna valutazione finora
- Fabrication of CMOS Integrated CircuitsDocumento56 pagineFabrication of CMOS Integrated CircuitsVinay GoddemmeNessuna valutazione finora
- Classification of CeramicsDocumento18 pagineClassification of CeramicsWasi Uddin AhmedNessuna valutazione finora
- Analysis - MicrosDocumento22 pagineAnalysis - Microsjayakrishnan.plamthundilsuNessuna valutazione finora
- 3.b. CeramicDocumento44 pagine3.b. CeramicHumaira FaradillaNessuna valutazione finora
- Radiation Damage in Graphite: International Series of Monographs in Nuclear EnergyDa EverandRadiation Damage in Graphite: International Series of Monographs in Nuclear EnergyNessuna valutazione finora
- 08 BIO4600 Clinical Lab MedicineDocumento45 pagine08 BIO4600 Clinical Lab MedicineMd Ehtashamul HaqueNessuna valutazione finora
- 11 BIO4600 Genomics DNA MicroarraysDocumento41 pagine11 BIO4600 Genomics DNA MicroarraysMd Ehtashamul HaqueNessuna valutazione finora
- 10 BIO4600 Detection Measurement MethodsDocumento39 pagine10 BIO4600 Detection Measurement MethodsMd Ehtashamul HaqueNessuna valutazione finora
- Micro-Total-Analysis-Systems: Introduction To Biomems Mn-Bio4600 - Lecture 9 2015Documento58 pagineMicro-Total-Analysis-Systems: Introduction To Biomems Mn-Bio4600 - Lecture 9 2015Md Ehtashamul HaqueNessuna valutazione finora
- 07 BIO4600 MicroactuatorsDocumento35 pagine07 BIO4600 MicroactuatorsMd Ehtashamul HaqueNessuna valutazione finora
- 05b BIO4600 BioMEMS MicrofluidicsDocumento58 pagine05b BIO4600 BioMEMS MicrofluidicsMd Ehtashamul HaqueNessuna valutazione finora
- 06 BIO4600 Sensor PrinciplesDocumento66 pagine06 BIO4600 Sensor PrinciplesMd Ehtashamul HaqueNessuna valutazione finora
- 05a BIO4600 BioMEMS MicrofluidicsDocumento42 pagine05a BIO4600 BioMEMS MicrofluidicsMd Ehtashamul HaqueNessuna valutazione finora
- 02 BIO4600 BioMEMS BiochemistryDocumento65 pagine02 BIO4600 BioMEMS BiochemistryMd Ehtashamul HaqueNessuna valutazione finora
- 01 BIO4600 BioMEMS IntroductionDocumento55 pagine01 BIO4600 BioMEMS IntroductionMd Ehtashamul HaqueNessuna valutazione finora
- 04 BIO4600 Polymer MaterialsDocumento23 pagine04 BIO4600 Polymer MaterialsMd Ehtashamul HaqueNessuna valutazione finora
- Steel Wind Dust Fence: Boegger CatalogueDocumento7 pagineSteel Wind Dust Fence: Boegger CatalogueaanNessuna valutazione finora
- Electropolishing: Process Considerations: Better Chemistry. Better BusinessDocumento3 pagineElectropolishing: Process Considerations: Better Chemistry. Better Businessjuan carlos pulidoNessuna valutazione finora
- Siraro Wells - Bill of Quantities - EditedDocumento4 pagineSiraro Wells - Bill of Quantities - EditedAbdilbasit HamidNessuna valutazione finora
- Hazra Chowdhury - CompressedDocumento31 pagineHazra Chowdhury - CompressedSamrat BandyopadhyayNessuna valutazione finora
- Assembly Instructions For Bondstrand Fiberglass Saddles: ScopeDocumento8 pagineAssembly Instructions For Bondstrand Fiberglass Saddles: ScopeValeri CreciunNessuna valutazione finora
- Mechanical Workshop PracticesDocumento5 pagineMechanical Workshop PracticesPradeep GsNessuna valutazione finora
- Basic Bone Screw Set 2Documento26 pagineBasic Bone Screw Set 2Bambang ApryantoNessuna valutazione finora
- 074 - Causeway Colourbox Ultra ShieldDocumento1 pagina074 - Causeway Colourbox Ultra ShieldrushdiNessuna valutazione finora
- TDS 2920 Penguard Express ZP Eng USDocumento5 pagineTDS 2920 Penguard Express ZP Eng USnatig samedovNessuna valutazione finora
- Midterm - Exam CHEM4012 2010 2011Documento7 pagineMidterm - Exam CHEM4012 2010 2011Zezo AlNessuna valutazione finora
- ŠAVNE CEVI 2 Cola - pdf-2021-6mDocumento1 paginaŠAVNE CEVI 2 Cola - pdf-2021-6mdario_791473996Nessuna valutazione finora
- Aquazur V P Ep 004 en 1512Documento2 pagineAquazur V P Ep 004 en 1512jayant pathakNessuna valutazione finora
- c464 Info SheetsDocumento2 paginec464 Info SheetshumaNessuna valutazione finora
- LM6 1Documento3 pagineLM6 1Shankar V IyerNessuna valutazione finora
- Lim, Ian Gabriel F. ME101-1P / A38Documento2 pagineLim, Ian Gabriel F. ME101-1P / A38Ivan LimNessuna valutazione finora
- Royce High Temperature Performance Epoxy Resin SystemsDocumento3 pagineRoyce High Temperature Performance Epoxy Resin SystemsRoyceintlNessuna valutazione finora
- Jotun Light Industry SolutionDocumento4 pagineJotun Light Industry SolutionPt sun jaya nusantaraNessuna valutazione finora
- Filling Ointment JarsDocumento3 pagineFilling Ointment JarsAmit SinghNessuna valutazione finora
- TA-201 Lab MannualDocumento19 pagineTA-201 Lab MannualAnujNagpalNessuna valutazione finora
- Tsirco MicrosilicaDocumento3 pagineTsirco MicrosilicarogirosNessuna valutazione finora
- INSPIRE™ 114: Braskem America IncDocumento2 pagineINSPIRE™ 114: Braskem America IncPhuoc Thinh TruongNessuna valutazione finora