Potrebbero piacerti anche
- Hand Book For Steel Structure Quality Control on SiteDa EverandHand Book For Steel Structure Quality Control on SiteNessuna valutazione finora
- Specification Checklist For Steel and Concrete Coating PDFDocumento5 pagineSpecification Checklist For Steel and Concrete Coating PDFGenaro BandaNessuna valutazione finora
- Inspection Thermal Spray WebinarDocumento29 pagineInspection Thermal Spray WebinarShriya Soni100% (1)
- Technical Presentation Coating Paint ApplicationDocumento39 pagineTechnical Presentation Coating Paint ApplicationRengarajan Thiruvengadaswamy100% (1)
- Bolted ConnectionsDocumento44 pagineBolted ConnectionsPrayogo SantosoNessuna valutazione finora
- CIP Level 1 Quiz 4Documento6 pagineCIP Level 1 Quiz 4antonioviamontNessuna valutazione finora
- Fabrication Inspection QA GuideDocumento44 pagineFabrication Inspection QA GuideClaudio PataniaNessuna valutazione finora
- CatalogueDocumento59 pagineCataloguengtchungNessuna valutazione finora
- Quiz4 PDFDocumento6 pagineQuiz4 PDFGilvan Silva100% (4)
- Corrosion Revision QuestionsDocumento47 pagineCorrosion Revision QuestionsCERTSNessuna valutazione finora
- NACE Coating Inspector Exam Prep GuideDocumento10 pagineNACE Coating Inspector Exam Prep GuiderjnerdNessuna valutazione finora
- Updated: 05/02/2007: IMO PSPC - IACS Interpretations IMO PSPC Topic Approved Clarification Items InterpretationsDocumento7 pagineUpdated: 05/02/2007: IMO PSPC - IACS Interpretations IMO PSPC Topic Approved Clarification Items InterpretationsLinnie McleodNessuna valutazione finora
- SSPC Pa 7 PDFDocumento10 pagineSSPC Pa 7 PDFkishorekumar.animuNessuna valutazione finora
- Steel Structure Construction Inspection Course Guide PDFDocumento274 pagineSteel Structure Construction Inspection Course Guide PDFladhytiaputraNessuna valutazione finora
- WPS Uide PDFDocumento32 pagineWPS Uide PDFmuthuswamy77Nessuna valutazione finora
- En10204 Certification For Steel PlatesDocumento6 pagineEn10204 Certification For Steel PlatesTree Tawee100% (1)
- Using Welding Inspection ToolsDocumento9 pagineUsing Welding Inspection Toolssajux100% (1)
- B GAS Painting Inspection Photos 7079Documento20 pagineB GAS Painting Inspection Photos 7079Mohd Salleh Zainal100% (1)
- The Coating Inspectors HandbookR5Documento67 pagineThe Coating Inspectors HandbookR5Kumararaja Konikki100% (1)
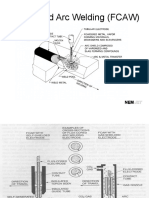
- FCAWDocumento6 pagineFCAWshravan.office11Nessuna valutazione finora
- Common Concrete Defects - Training Presentation DraftDocumento23 pagineCommon Concrete Defects - Training Presentation DraftMadhavan100% (1)
- Coating Inspectors HandbookR3Documento62 pagineCoating Inspectors HandbookR3Ahmed GaballaNessuna valutazione finora
- 2012 Special Inspection ManualDocumento301 pagine2012 Special Inspection ManualEric Masters100% (1)
- PID ResponsibilityDocumento2 paginePID Responsibilityimurugan06Nessuna valutazione finora
- How To Use SSPC StandardsDocumento7 pagineHow To Use SSPC StandardsTimbo6808100% (1)
- Painting Inspector: Passbooks Study GuideDa EverandPainting Inspector: Passbooks Study GuideNessuna valutazione finora
- Module 18 Radiographic InspectionDocumento63 pagineModule 18 Radiographic InspectionPamela Stewart100% (1)
- Corrosion Prevention Guide for Steel SurfacesDocumento62 pagineCorrosion Prevention Guide for Steel SurfacesbezzelNessuna valutazione finora
- Quality Management EssentialsDocumento32 pagineQuality Management EssentialsSUBODH100% (1)
- Soil Corrosion: Efficient Powertech Solutions (P) LTDDocumento65 pagineSoil Corrosion: Efficient Powertech Solutions (P) LTDPreitee Ranjan PradhanNessuna valutazione finora
- Accreditation Criteria For Inspection Programs For Manufacturers of Metal Building Systems AC472Documento29 pagineAccreditation Criteria For Inspection Programs For Manufacturers of Metal Building Systems AC472이혁재Nessuna valutazione finora
- CSWIP-BGAS Grade-II Painting Inspector Course Chapter 2Documento42 pagineCSWIP-BGAS Grade-II Painting Inspector Course Chapter 2AnusreeNessuna valutazione finora
- CIP Level 2 Manual Table of Contents General Information Course Outline Chapter 1 IntroductionDocumento12 pagineCIP Level 2 Manual Table of Contents General Information Course Outline Chapter 1 IntroductionLarasanto LarasantoNessuna valutazione finora
- AWS CWI Training Program PDFDocumento22 pagineAWS CWI Training Program PDFDjamelNessuna valutazione finora
- Fabricatin Inspection Testing of Structural ProductDocumento44 pagineFabricatin Inspection Testing of Structural ProductwalitedisonNessuna valutazione finora
- Coating DefectsDocumento94 pagineCoating Defectslhanx2100% (6)
- Paint Inspection and ControlDocumento129 paginePaint Inspection and ControlMuhammad Issa93% (14)
- SSPC Painting Practice Vol-1 PDFDocumento669 pagineSSPC Painting Practice Vol-1 PDFMaría Flores ToledoNessuna valutazione finora
- Commonly Used Welding CodesDocumento21 pagineCommonly Used Welding CodesgregkilatonNessuna valutazione finora
- Stage 1 Welding Inspection Prior to WeldingDocumento7 pagineStage 1 Welding Inspection Prior to WeldingIrvansyah RazadinNessuna valutazione finora
- 9.structural Inspection SeminarDocumento70 pagine9.structural Inspection Seminarvg0% (1)
- MEK Cure Test GuideDocumento1 paginaMEK Cure Test GuidejoseNessuna valutazione finora
- Polyurea EbookDocumento39 paginePolyurea EbookJesus De la Rosa100% (1)
- PCS EpgDocumento7 paginePCS EpgStore ZunnieNessuna valutazione finora
- Coating Faults AADocumento82 pagineCoating Faults AAAbrianto Akuan100% (5)
- Surface Repair Using Form-and-Pour Techniques: Reported by ACI Committee E 706Documento7 pagineSurface Repair Using Form-and-Pour Techniques: Reported by ACI Committee E 706Carlos Gonzalez100% (1)
- QAQC Questions & AnswersDocumento5 pagineQAQC Questions & Answersnafis2uNessuna valutazione finora
- Guide to Protective Coatings: Inspection and MaintenanceDocumento118 pagineGuide to Protective Coatings: Inspection and MaintenanceAnilkumar Gurram100% (1)
- 04 Fab Install Stark Bogota 2019 8-5-19Documento57 pagine04 Fab Install Stark Bogota 2019 8-5-19DocimfernandezNessuna valutazione finora
- C Ti P Ti Coating Practices: International Association of Oil & Gas Producers Coatings Workshop June 10, 2008Documento28 pagineC Ti P Ti Coating Practices: International Association of Oil & Gas Producers Coatings Workshop June 10, 2008kelvinc256Nessuna valutazione finora
- VIRGO THADEU RAJA P - OriginalDocumento5 pagineVIRGO THADEU RAJA P - OriginalKshama RaiNessuna valutazione finora
- SSPC Corporate Certification Program OverviewDocumento78 pagineSSPC Corporate Certification Program OverviewZal Dozer100% (3)
- Construction & Pipeline CoatingsDocumento67 pagineConstruction & Pipeline CoatingsDi100% (1)
- QC Multi Inspector CV - 2023Documento7 pagineQC Multi Inspector CV - 2023Kshama RaiNessuna valutazione finora
- InspectionDocumento147 pagineInspectionKalaiRazBalan100% (4)
- Azam Razzaq: ContactDocumento3 pagineAzam Razzaq: Contactazam RazzaqNessuna valutazione finora
- Engineering Practices for Tank ConstructionDocumento64 pagineEngineering Practices for Tank ConstructionSaswata Chakraborty100% (3)
- 0 - Chrill Raja Dsilva CVDocumento3 pagine0 - Chrill Raja Dsilva CVEstefania ChrillNessuna valutazione finora
- Specification: Subodh Sharma GautamDocumento18 pagineSpecification: Subodh Sharma GautamAliceNessuna valutazione finora
- Quality Assurance: The New York Blower CompanyDocumento4 pagineQuality Assurance: The New York Blower CompanyFERNANDO PRADONessuna valutazione finora
- How To Play ChessDocumento5 pagineHow To Play ChessAdedotun J. AgbemukoNessuna valutazione finora
- Rust Mill Scale and Other Surface Contaminants - ETN-M-5-14 CRSIDocumento8 pagineRust Mill Scale and Other Surface Contaminants - ETN-M-5-14 CRSISayed Diab AlsayedNessuna valutazione finora
- Shetaqik Development GuideDocumento18 pagineShetaqik Development GuideOsmondNessuna valutazione finora
- Rust On RebarDocumento4 pagineRust On Rebargwrmsa100% (21)
- Christchurch Rebuild PDFDocumento31 pagineChristchurch Rebuild PDFOsmondNessuna valutazione finora
- Basf Masterpozzolith 55 TdsDocumento2 pagineBasf Masterpozzolith 55 TdsOsmondNessuna valutazione finora
- Safety and Protection GuidelinesDocumento63 pagineSafety and Protection GuidelinesOsmondNessuna valutazione finora
- Subcontractor ManagementDocumento10 pagineSubcontractor ManagementAjaz MalikNessuna valutazione finora
- Coring LocationsDocumento1 paginaCoring LocationsOsmondNessuna valutazione finora
- 7 Types of Audit in A Construction SiteDocumento3 pagine7 Types of Audit in A Construction SiteOsmondNessuna valutazione finora
- TC Option-1Documento1 paginaTC Option-1OsmondNessuna valutazione finora
- The Valiant MenDocumento2 pagineThe Valiant MenOsmondNessuna valutazione finora
- 271 Strong ShowingDocumento3 pagine271 Strong ShowingcarlitospueeNessuna valutazione finora
- Architectural SymbolsDocumento34 pagineArchitectural SymbolsNiallburke100% (4)
- Quality Control InductionDocumento9 pagineQuality Control InductionOsmondNessuna valutazione finora
- Reading and Interpreting Construction DrawingsDocumento65 pagineReading and Interpreting Construction Drawingsjondoe0ne100% (1)
- Hack XDocumento2 pagineHack XOsmondNessuna valutazione finora
- 12 Step Goal Setting GuideDocumento9 pagine12 Step Goal Setting GuideJohnNessuna valutazione finora
- ReliantDocumento4 pagineReliantΘΕΟΦΑΝΗΣ ΣΤΑΘΗΣNessuna valutazione finora
- Diseño de Subestaciones PDFDocumento33 pagineDiseño de Subestaciones PDFalfredoNessuna valutazione finora
- Load Calculation For TrussDocumento19 pagineLoad Calculation For TrusslaxmiNessuna valutazione finora
- Timber Design - ConnectionsDocumento10 pagineTimber Design - ConnectionsEmmanuel LazoNessuna valutazione finora
- Questions For CEA Quiz Bee 2018Documento8 pagineQuestions For CEA Quiz Bee 2018Joshua IndayaNessuna valutazione finora
- CASTELLATED GIRDER DESIGN AND FAILURE MODESDocumento14 pagineCASTELLATED GIRDER DESIGN AND FAILURE MODESpriyesh jainNessuna valutazione finora
- Paper With y MX 2)Documento25 paginePaper With y MX 2)Shreyas AlagundiNessuna valutazione finora
- METHOD OF JOINTS AND SECTIONS FOR TRUSS ANALYSISDocumento67 pagineMETHOD OF JOINTS AND SECTIONS FOR TRUSS ANALYSISDianne VillanuevaNessuna valutazione finora
- BOQ Office BuildingsDocumento24 pagineBOQ Office BuildingsRonnie Albert MonteroNessuna valutazione finora
- Influence Lines For Statically Determinate StructuresDocumento196 pagineInfluence Lines For Statically Determinate StructuresMvg Net100% (1)
- Steel Erection Method Statement-Exit.10 - Rev-01 (AutoRecovered)Documento106 pagineSteel Erection Method Statement-Exit.10 - Rev-01 (AutoRecovered)Syed Mohammed ZakariaNessuna valutazione finora
- 2 Truss - Analysis IvleDocumento29 pagine2 Truss - Analysis IvleSteven KuaNessuna valutazione finora
- Framing - House ConstructionDocumento64 pagineFraming - House Construction오상진100% (1)
- Plane Frame Analysis ModuleDocumento8 paginePlane Frame Analysis ModuleRashedNessuna valutazione finora
- Concrete Technology: Theory and Practice, 8eDocumento52 pagineConcrete Technology: Theory and Practice, 8ePoorn prakashNessuna valutazione finora
- Repairing and Strengthening Shear Walls with Externally Bonded FRPDocumento13 pagineRepairing and Strengthening Shear Walls with Externally Bonded FRPCarlos AcnNessuna valutazione finora
- Temporary BridgeDocumento10 pagineTemporary BridgeAnish TayadeNessuna valutazione finora
- Trusses How They WorkDocumento7 pagineTrusses How They Workprabhu81Nessuna valutazione finora
- Fundamentals of Bridge Design Lecture II: Types of BridgesDocumento85 pagineFundamentals of Bridge Design Lecture II: Types of BridgesDaniel SolomonNessuna valutazione finora
- Uas Owners Manual Smog Hog SHDocumento16 pagineUas Owners Manual Smog Hog SHAnonymous Q9i062VNessuna valutazione finora
- DR SaadDocumento13 pagineDR SaadhawkarkoeyNessuna valutazione finora
- Design of Deep Beams and JointsDocumento92 pagineDesign of Deep Beams and JointsChakraphan Wuttimuagkwan0% (1)
- Steel Construction Ideal for Leisure BuildingsDocumento20 pagineSteel Construction Ideal for Leisure BuildingsAzwani AbdullahNessuna valutazione finora
- APGENCO AE NotificationDocumento17 pagineAPGENCO AE Notificationneosk0% (1)
- The Clarkson University Student CenterDocumento30 pagineThe Clarkson University Student CenterAdhy GunaNessuna valutazione finora
- Forces in Redundant Truss and Forces in TrussDocumento28 pagineForces in Redundant Truss and Forces in TrussNelda Geo0% (1)
- BSEE 201-B Instructor: Engr. Leandro T. SaavedraDocumento83 pagineBSEE 201-B Instructor: Engr. Leandro T. SaavedraMarvin Gagarin100% (1)
- SeaStar Mini TLP PaperDocumento8 pagineSeaStar Mini TLP PaperSean MiddletonNessuna valutazione finora
- Rules of Thumb - Structural Engineering Other Technical Topics FAQ - Eng-TipsDocumento7 pagineRules of Thumb - Structural Engineering Other Technical Topics FAQ - Eng-Tipsnuwan01100% (1)
- EMDocumento106 pagineEMnikko villaricaNessuna valutazione finora