Potrebbero piacerti anche
- VSCode Shortcuts CheatSheetDocumento51 pagineVSCode Shortcuts CheatSheetMarko TodorovicNessuna valutazione finora
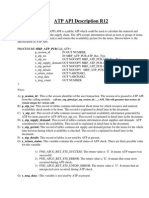
- Atp Api R12Documento16 pagineAtp Api R12prasad_jampanaNessuna valutazione finora
- The 8086 BookDocumento619 pagineThe 8086 BookFathi ZnaidiaNessuna valutazione finora
- A Study of the Supply Chain and Financial Parameters of a Small BusinessDa EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNessuna valutazione finora
- Bipolar Stepper Motor Driver 74194Documento12 pagineBipolar Stepper Motor Driver 74194mekuannintmesfin100% (2)
- DR Alan Barnard - 42 - Tocpa - Sa - 13-16 May 2019Documento27 pagineDR Alan Barnard - 42 - Tocpa - Sa - 13-16 May 2019Jelena Fedurko0% (1)
- Sarmasoftwareservices-Hyderabad. Mobile:9949210713. MM Process FlowDocumento4 pagineSarmasoftwareservices-Hyderabad. Mobile:9949210713. MM Process FlowSARMANessuna valutazione finora
- 07-DB JvRensburg 27 TOCPA August 2016 South AfricaDocumento40 pagine07-DB JvRensburg 27 TOCPA August 2016 South AfricaJelena Fedurko100% (1)
- James Holt - VisualProjectManagement - 39 - TOCPA - 12-13 April 2018 Colombia - EngDocumento80 pagineJames Holt - VisualProjectManagement - 39 - TOCPA - 12-13 April 2018 Colombia - EngJelena Fedurko100% (1)
- James Holt - VisualProjectManagement - 39 - TOCPA - 12-13 April 2018 Colombia - EngDocumento80 pagineJames Holt - VisualProjectManagement - 39 - TOCPA - 12-13 April 2018 Colombia - EngJelena Fedurko100% (1)
- 10 - Andy Watt - John Muncaster - 21 TOCPA - UK - 11 November 2015 - For WebDocumento16 pagine10 - Andy Watt - John Muncaster - 21 TOCPA - UK - 11 November 2015 - For WebJelena FedurkoNessuna valutazione finora
- 7 - Andy Watt - 28 TOCPA - UK - 09 November 2016Documento15 pagine7 - Andy Watt - 28 TOCPA - UK - 09 November 2016Jelena Fedurko100% (1)
- 3 - Oded Cohen-Jelena Fedurko - 26 TOCPA - Japan - 19 May 2016 - JPDocumento25 pagine3 - Oded Cohen-Jelena Fedurko - 26 TOCPA - Japan - 19 May 2016 - JPJelena FedurkoNessuna valutazione finora
- Jelena Fedurko-Cohen 42 TOCPA SA 13-16 May 2019Documento24 pagineJelena Fedurko-Cohen 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Jelena Fedurko-Cohen 42 TOCPA SA 13-16 May 2019Documento24 pagineJelena Fedurko-Cohen 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Jaco Laubscher 42 TOCPA SA 13-16 May 2019Documento19 pagineJaco Laubscher 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Jaco Laubscher 42 TOCPA SA 13-16 May 2019Documento19 pagineJaco Laubscher 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Siya Ngcangca 42 Tocpa Sa 13-16 May 2019Documento18 pagineSiya Ngcangca 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Siya Ngcangca 42 Tocpa Sa 13-16 May 2019Documento18 pagineSiya Ngcangca 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Oded Cohen 37 TOCPA UK 8 March 2018Documento20 pagineOded Cohen 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- Oded Cohen 37 TOCPA UK 8 March 2018Documento20 pagineOded Cohen 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- 15 - Nerius Jasinvicius - 23 TOCPA - USA - 21-22 March 2016Documento22 pagine15 - Nerius Jasinvicius - 23 TOCPA - USA - 21-22 March 2016Jelena FedurkoNessuna valutazione finora
- Jelena Fedurko - Eng - TOC Tools - 8 TOCPA - Oct 2013Documento25 pagineJelena Fedurko - Eng - TOC Tools - 8 TOCPA - Oct 2013Jelena FedurkoNessuna valutazione finora
- Nadine Stoltz 42 Tocpa Sa 13-16 May 2019Documento23 pagineNadine Stoltz 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Nadine Stoltz 42 Tocpa Sa 13-16 May 2019Documento23 pagineNadine Stoltz 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Rafael Condes - ENG - 19 TOCPA - 19-20 June 2015 - ColombiaDocumento28 pagineRafael Condes - ENG - 19 TOCPA - 19-20 June 2015 - ColombiaJelena FedurkoNessuna valutazione finora
- 6 - Roy Stratton & Aquila Yeong - 28 TOCPA - UK - 09 November 2016Documento41 pagine6 - Roy Stratton & Aquila Yeong - 28 TOCPA - UK - 09 November 2016Jelena FedurkoNessuna valutazione finora
- 2017 H Heikura Fira 31 TOCPA Finland 9 Mar 2017Documento36 pagine2017 H Heikura Fira 31 TOCPA Finland 9 Mar 2017Jelena FedurkoNessuna valutazione finora
- 7 - Russ Johnson - 23 TOCPA - USA - 21-22 March 2016Documento91 pagine7 - Russ Johnson - 23 TOCPA - USA - 21-22 March 2016Jelena FedurkoNessuna valutazione finora
- Rapid Re-Alignment at Baghaw Safety Footwear With TOC Strategy & TacticsDocumento23 pagineRapid Re-Alignment at Baghaw Safety Footwear With TOC Strategy & TacticsJelena FedurkoNessuna valutazione finora
- Ekaterina Ekhlakova - ENG - 8 TOCPA - Oct 2013Documento20 pagineEkaterina Ekhlakova - ENG - 8 TOCPA - Oct 2013Jelena FedurkoNessuna valutazione finora
- Ajay Shukla - 10 TOCPA - Feb 2014 - IndiaDocumento20 pagineAjay Shukla - 10 TOCPA - Feb 2014 - IndiaJelena FedurkoNessuna valutazione finora
- DBJ Van Rensburg - 42 - TOCPA - SA - 13-16 May 2019Documento41 pagineDBJ Van Rensburg - 42 - TOCPA - SA - 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- 1 - Antony Hynd & Russell Briston - 28 TOCPA - UK - 09 November 2016Documento35 pagine1 - Antony Hynd & Russell Briston - 28 TOCPA - UK - 09 November 2016Jelena FedurkoNessuna valutazione finora
- Jonathan Beattie 37 TOCPA UK 8 March 2018Documento19 pagineJonathan Beattie 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- PM The Baby and The Bath Water - 42 - TOCPA - SA - 13-16 May 2019Documento9 paginePM The Baby and The Bath Water - 42 - TOCPA - SA - 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- PM The Baby and The Bath Water - 42 - TOCPA - SA - 13-16 May 2019Documento9 paginePM The Baby and The Bath Water - 42 - TOCPA - SA - 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Mark Stemberger 37 TOCPA UK 8 March 2018Documento31 pagineMark Stemberger 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- 3 - Luigi Gervasi - 32 TOCPA - Italy - 23 March 2017Documento8 pagine3 - Luigi Gervasi - 32 TOCPA - Italy - 23 March 2017Jelena FedurkoNessuna valutazione finora
- 14 - Kathy Austin - 23 TOCPA - USA - 21-22 March 2016Documento16 pagine14 - Kathy Austin - 23 TOCPA - USA - 21-22 March 2016Jelena FedurkoNessuna valutazione finora
- 09 - Steve Douglas - 21 TOCPA - UK - 11 Novmner 2015 - For WebDocumento29 pagine09 - Steve Douglas - 21 TOCPA - UK - 11 Novmner 2015 - For WebJelena FedurkoNessuna valutazione finora
- 8 - Oded Cohen - 26 TOCPA - Japan - 20-21 May 2016 - EngDocumento26 pagine8 - Oded Cohen - 26 TOCPA - Japan - 20-21 May 2016 - EngJelena Fedurko100% (1)
- Natalia Anisimova - Eng - 8 TOCPA - Oct 2013Documento23 pagineNatalia Anisimova - Eng - 8 TOCPA - Oct 2013Jelena Fedurko100% (1)
- Microsoft Case Study: Based End-To-End Supply Chain SolutionDocumento43 pagineMicrosoft Case Study: Based End-To-End Supply Chain SolutionJelena FedurkoNessuna valutazione finora
- Christo Wentzel 42 TOCPA SA 13-16 May 2019Documento19 pagineChristo Wentzel 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Christo Wentzel 42 TOCPA SA 13-16 May 2019Documento19 pagineChristo Wentzel 42 TOCPA SA 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- John Darlington - VATX - 10 TOCPA - Feb 2014 - India - FINDocumento67 pagineJohn Darlington - VATX - 10 TOCPA - Feb 2014 - India - FINJelena FedurkoNessuna valutazione finora
- 6 - Cervenyj - 23 Tocpa - Usa - 21-22 March 2016Documento15 pagine6 - Cervenyj - 23 Tocpa - Usa - 21-22 March 2016Jelena FedurkoNessuna valutazione finora
- Martin Heritage 37 TOCPA UK 8 March 2018Documento25 pagineMartin Heritage 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- Radical Innovation Liberating The Potential of TOC in Mining 2019-05-15 Arrie V NiekerkDocumento45 pagineRadical Innovation Liberating The Potential of TOC in Mining 2019-05-15 Arrie V NiekerkJelena FedurkoNessuna valutazione finora
- 10 - Humberto R Baptista - 23 TOCPA - USA - 21-22 March 2016Documento24 pagine10 - Humberto R Baptista - 23 TOCPA - USA - 21-22 March 2016Jelena Fedurko100% (1)
- 38 TOCPA Paris March 2018 - Safran - How To Transform A Plant Using Theory of ConstraintsDocumento20 pagine38 TOCPA Paris March 2018 - Safran - How To Transform A Plant Using Theory of ConstraintsJelena FedurkoNessuna valutazione finora
- My Life With The Theory of ConstraintsDocumento10 pagineMy Life With The Theory of ConstraintsJelena FedurkoNessuna valutazione finora
- 09-AlbertVanderWat - 27 TOCPA - August 2016 - South AfricaDocumento55 pagine09-AlbertVanderWat - 27 TOCPA - August 2016 - South AfricaJelena FedurkoNessuna valutazione finora
- 6 - Jelena Fedurko 32 TOCPA Milan 23 Mar 2017 FINDocumento28 pagine6 - Jelena Fedurko 32 TOCPA Milan 23 Mar 2017 FINJelena Fedurko100% (1)
- Inspiring and Managing People in A TOC CompanyDocumento22 pagineInspiring and Managing People in A TOC CompanyJelena FedurkoNessuna valutazione finora
- 5-Nerius Jasinavicius - 35 TOCPA - Vilnius - 9 Nov 2017Documento28 pagine5-Nerius Jasinavicius - 35 TOCPA - Vilnius - 9 Nov 2017Jelena FedurkoNessuna valutazione finora
- 13-Thuso Machaba - 27 TOCPA - August 2016 - South AfricaDocumento11 pagine13-Thuso Machaba - 27 TOCPA - August 2016 - South AfricaJelena FedurkoNessuna valutazione finora
- 2-Oded Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Documento30 pagine2-Oded Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Jelena FedurkoNessuna valutazione finora
- 2-Oded Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Documento30 pagine2-Oded Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Jelena FedurkoNessuna valutazione finora
- Stukalov&Guzhova - ENG - 8 TOCPA - Oct 2013Documento21 pagineStukalov&Guzhova - ENG - 8 TOCPA - Oct 2013Jelena Fedurko100% (1)
- 38 TOCPA Paris March 2018 - Ian Heptinstall - Using TOC To Improve Capital and Construction ProjectsDocumento21 pagine38 TOCPA Paris March 2018 - Ian Heptinstall - Using TOC To Improve Capital and Construction ProjectsJelena FedurkoNessuna valutazione finora
- 38 TOCPA Paris March 2018 - Ian Heptinstall - Using TOC To Improve Capital and Construction ProjectsDocumento21 pagine38 TOCPA Paris March 2018 - Ian Heptinstall - Using TOC To Improve Capital and Construction ProjectsJelena FedurkoNessuna valutazione finora
- 16 - Ryoma Shiratsuchi & Keita Asaine - 23 TOCPA - US - 21-22 March 2016Documento30 pagine16 - Ryoma Shiratsuchi & Keita Asaine - 23 TOCPA - US - 21-22 March 2016Jelena FedurkoNessuna valutazione finora
- Combined Cycle Power Plant - Summary StudyDocumento3 pagineCombined Cycle Power Plant - Summary StudydndudcNessuna valutazione finora
- Jelena Fedurko-Cohen - 39 - TOCPA - Colombia - 12-13 April 2018 - EngDocumento56 pagineJelena Fedurko-Cohen - 39 - TOCPA - Colombia - 12-13 April 2018 - EngJelena FedurkoNessuna valutazione finora
- 4 - Oded Cohen - 28 TOCPA - UK - 09 Nov 2016 (Compatibility Mode)Documento23 pagine4 - Oded Cohen - 28 TOCPA - UK - 09 Nov 2016 (Compatibility Mode)Jelena FedurkoNessuna valutazione finora
- Philip Marris 42 Tocpa Sa 13-16 May 2019Documento44 paginePhilip Marris 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- 04-Antony Hynd - BA Systems - 21 TOCPA - UK - 11 Nov 2015 - For WebDocumento20 pagine04-Antony Hynd - BA Systems - 21 TOCPA - UK - 11 Nov 2015 - For WebJelena FedurkoNessuna valutazione finora
- TOC in Procurement - Albert - 16 TOCPA - April 2015 - South Africa - With CorrectionDocumento48 pagineTOC in Procurement - Albert - 16 TOCPA - April 2015 - South Africa - With CorrectionJelena Fedurko100% (2)
- 04-Barry Urban - 27 TOCPA - August 2016 - South AfricaDocumento112 pagine04-Barry Urban - 27 TOCPA - August 2016 - South AfricaJelena Fedurko100% (2)
- 02-Royal Mint - 21 TOCPA Presentation v2 - For WebDocumento17 pagine02-Royal Mint - 21 TOCPA Presentation v2 - For WebJelena FedurkoNessuna valutazione finora
- Louinel Blom - Eng - 8 TOCPA - Oct 2013Documento38 pagineLouinel Blom - Eng - 8 TOCPA - Oct 2013Jelena Fedurko100% (1)
- 3-Jelena Fedurko-Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Documento27 pagine3-Jelena Fedurko-Cohen - 35 TOCPA - Vilnius - 9 Nov 2017Jelena FedurkoNessuna valutazione finora
- 7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFDocumento43 pagine7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFJelena FedurkoNessuna valutazione finora
- 7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFDocumento43 pagine7-Andrius Melninkaitis - 35 - TOCPA - Vilnius - 9 Nov 2017 PDFJelena FedurkoNessuna valutazione finora
- Oded Cohen 42 Tocpa Sa 13-16 May 2019Documento20 pagineOded Cohen 42 Tocpa Sa 13-16 May 2019Jelena FedurkoNessuna valutazione finora
- Ken Lynes 37 TOCPA UK 8 March 2018Documento33 pagineKen Lynes 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- Ken Lynes 37 TOCPA UK 8 March 2018Documento33 pagineKen Lynes 37 TOCPA UK 8 March 2018Jelena FedurkoNessuna valutazione finora
- 12 - Oded Cohen - 32 TOCPA - Italy - 23 March 2017Documento16 pagine12 - Oded Cohen - 32 TOCPA - Italy - 23 March 2017Jelena FedurkoNessuna valutazione finora
- 01-Dr Alan Barnard - 27 TOCPA - August 2016 - South AfricaDocumento12 pagine01-Dr Alan Barnard - 27 TOCPA - August 2016 - South AfricaJelena FedurkoNessuna valutazione finora
- 03 - John Darlington - 21 TOCPA - UK - 11 Nov 2015 - For WebDocumento52 pagine03 - John Darlington - 21 TOCPA - UK - 11 Nov 2015 - For WebJelena Fedurko100% (2)
- 38 TOCPA Paris March 2018 - Embraer - Fixing Airplanes Twice As Fast With CCPMDocumento16 pagine38 TOCPA Paris March 2018 - Embraer - Fixing Airplanes Twice As Fast With CCPMJelena FedurkoNessuna valutazione finora
- 38 TOCPA Paris March 2018 - Embraer - Fixing Airplanes Twice As Fast With CCPMDocumento16 pagine38 TOCPA Paris March 2018 - Embraer - Fixing Airplanes Twice As Fast With CCPMJelena FedurkoNessuna valutazione finora
- 2-Nerius Jasinavicius ENG 29 TOCPA 11 Nov 2016 VilniusDocumento16 pagine2-Nerius Jasinavicius ENG 29 TOCPA 11 Nov 2016 VilniusJelena FedurkoNessuna valutazione finora
- Manual Generador MagravDocumento6 pagineManual Generador MagravacuonautNessuna valutazione finora
- 5 - Marris TLS 31 TOCPA Finland 9 Mar 2017 RevDocumento34 pagine5 - Marris TLS 31 TOCPA Finland 9 Mar 2017 RevJelena Fedurko100% (2)
- Jelena Fedurko - ENG - 17 TOCPA - Vilnius - 15 May 2015Documento22 pagineJelena Fedurko - ENG - 17 TOCPA - Vilnius - 15 May 2015Jelena FedurkoNessuna valutazione finora
- POMDocumento114 paginePOMAbhijeet AgarwalNessuna valutazione finora
- Application of Lean Production Principles and Tools For Quality Improvement of Production Processes in A Carton CompanyDocumento8 pagineApplication of Lean Production Principles and Tools For Quality Improvement of Production Processes in A Carton CompanyNewhame DagneNessuna valutazione finora
- Leser at A GlanceDocumento12 pagineLeser at A Glanceธวัชชัย ขวัญเรียนNessuna valutazione finora
- Chapter 8 WirelessDocumento23 pagineChapter 8 WirelessShamsyul AriffinNessuna valutazione finora
- Figure 1. Schematic Diagram of The IOT System: DigitalinputDocumento5 pagineFigure 1. Schematic Diagram of The IOT System: DigitalinputCristian Măndică100% (2)
- Blazing Text Navigating The Dimensional LabyrinthDocumento91 pagineBlazing Text Navigating The Dimensional LabyrinthsurendersaraNessuna valutazione finora
- Power Supply Unit (PCA-N3060-PSU)Documento2 paginePower Supply Unit (PCA-N3060-PSU)RommelEusuyaNessuna valutazione finora
- Hardware Reference Guide: Small Form Factor Models Compaq Evo Desktop FamilyDocumento63 pagineHardware Reference Guide: Small Form Factor Models Compaq Evo Desktop FamilySébastien MunozNessuna valutazione finora
- David Hatcher Childress Technology of The GodsDocumento2 pagineDavid Hatcher Childress Technology of The GodsLeonardoNessuna valutazione finora
- Surveying IIIDocumento7 pagineSurveying IIIShaik Jhoir100% (1)
- H1 Bent-Axis Motor: Customer / ApplicationDocumento1 paginaH1 Bent-Axis Motor: Customer / ApplicationRodrigues de OliveiraNessuna valutazione finora
- Xds510pp PlusDocumento30 pagineXds510pp PlusgarriyakNessuna valutazione finora
- IR MPA II Installation Requirements enDocumento6 pagineIR MPA II Installation Requirements enMohammed BouazzaNessuna valutazione finora
- Starting and Stopping Procdure of GeneratorDocumento3 pagineStarting and Stopping Procdure of GeneratorSumit SinhaNessuna valutazione finora
- Grp03 Blinking MiniprojectDocumento3 pagineGrp03 Blinking MiniprojectYasin OmaryNessuna valutazione finora
- Electrical DraiwngDocumento64 pagineElectrical Draiwngplasticos_jfm6580Nessuna valutazione finora
- Manual SWGR BloksetDocumento5 pagineManual SWGR BloksetibrahimNessuna valutazione finora
- Sample On The Job Training Weekly Report 1Documento1 paginaSample On The Job Training Weekly Report 1Jerrick Wayne VertudazoNessuna valutazione finora
- Sendi: Desain Hunian Menggunakan Baja Canai DinginDocumento6 pagineSendi: Desain Hunian Menggunakan Baja Canai DinginnaziraNessuna valutazione finora
- Project Report 1Documento5 pagineProject Report 1abdullah bhattiNessuna valutazione finora
- Omv Lo SR2 XMSLC ZD KDocumento9 pagineOmv Lo SR2 XMSLC ZD KAsad AhmedNessuna valutazione finora
- AN296220 Bootstrap SupplyDocumento4 pagineAN296220 Bootstrap Supplya9841140155Nessuna valutazione finora
- Proteza Oticon More Minirite R Instructions For UseDocumento49 pagineProteza Oticon More Minirite R Instructions For UseOvidiu PascuNessuna valutazione finora
- Tutorial GTK+ 2Documento98 pagineTutorial GTK+ 2PoliCamNessuna valutazione finora
- Resonance Electrical CircuitsDocumento3 pagineResonance Electrical CircuitsdllabarreNessuna valutazione finora