Potrebbero piacerti anche
- Method Statement of Pipeline WorksDocumento13 pagineMethod Statement of Pipeline Worksमनिसभेटुवाल86% (21)
- Parts Book BE1000 Full Scan OcrDocumento633 pagineParts Book BE1000 Full Scan OcrBhawani CopyNessuna valutazione finora
- SK450 - SK450 SK480 - SK480: Hydraulic ExcavatorsDocumento12 pagineSK450 - SK450 SK480 - SK480: Hydraulic Excavatorsanon_485665212Nessuna valutazione finora
- B40E Bell Parts Manual.Documento920 pagineB40E Bell Parts Manual.dwayneharveyNessuna valutazione finora
- PEGJ0047-01 - How To Take A Good SOS Oil Sample BrochureDocumento2 paginePEGJ0047-01 - How To Take A Good SOS Oil Sample BrochureAlex Castillo100% (1)
- Steam Boiler Technology (2003)Documento218 pagineSteam Boiler Technology (2003)Majid Sattar100% (3)
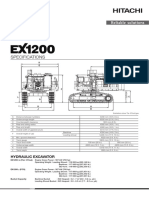
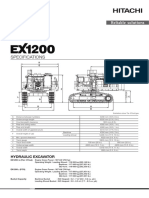
- EX1200-7 Specs Digital-Only 18-11 PDFDocumento20 pagineEX1200-7 Specs Digital-Only 18-11 PDFvitaliyNessuna valutazione finora
- W173e 00 PDFDocumento610 pagineW173e 00 PDFHậu MinhNessuna valutazione finora
- Cat Hydo 10wDocumento4 pagineCat Hydo 10wWilbort Encomenderos RuizNessuna valutazione finora
- Filter sk480Documento1 paginaFilter sk480scribdNessuna valutazione finora
- Arm II - LubricantsDocumento2 pagineArm II - LubricantsCarlos FernandoNessuna valutazione finora
- 35d PDFDocumento8 pagine35d PDFhuskerchampsNessuna valutazione finora
- 2019.03.19 Hose AMK SiteDocumento116 pagine2019.03.19 Hose AMK Sitedwris_valenNessuna valutazione finora
- Work Equipment PC200-7Documento4 pagineWork Equipment PC200-7Ryan Abubakar Obili PakayaNessuna valutazione finora
- LT9Documento3 pagineLT9Aradea DesmiokoNessuna valutazione finora
- Salient Features:: Crawler DozerDocumento4 pagineSalient Features:: Crawler DozerAnsh MishraNessuna valutazione finora
- DX800LC-5B en PDFDocumento20 pagineDX800LC-5B en PDFcarlos salazarNessuna valutazione finora
- Reconditioning of Bearing Surfaces and Shaft Ends (4153) : PivotDocumento15 pagineReconditioning of Bearing Surfaces and Shaft Ends (4153) : PivotTASHKEEL100% (1)
- Invert SuspensionDocumento20 pagineInvert Suspensionsatya100% (1)
- Finaldrive EC750DLDocumento2 pagineFinaldrive EC750DLDiat NorNessuna valutazione finora
- Sunway Sunflex Catalog 1 Piece TypeDocumento66 pagineSunway Sunflex Catalog 1 Piece TypeAna Plaza GriffithsNessuna valutazione finora
- 2012 Duetz TractorsDocumento47 pagine2012 Duetz TractorsAgus Yulfizar100% (1)
- Excavator XCMG Xe215cDocumento2 pagineExcavator XCMG Xe215casme aceh100% (1)
- Belt Inspect Adjust Replace PDFDocumento4 pagineBelt Inspect Adjust Replace PDFnay hlaing SoeNessuna valutazione finora
- 3516B Valve Lash and Valve Brigde AdjustmentDocumento8 pagine3516B Valve Lash and Valve Brigde Adjustmentmanu luvungaNessuna valutazione finora
- Bremach T-Rex Flyer - UkDocumento2 pagineBremach T-Rex Flyer - UkJohn DavisNessuna valutazione finora
- 385C Cat Vs PC8007 KomatsuDocumento78 pagine385C Cat Vs PC8007 KomatsuKolo BenduNessuna valutazione finora
- Field Assembly ManualDocumento40 pagineField Assembly Manualmikhail.glotovNessuna valutazione finora
- 120K HydDocumento4 pagine120K HydMarco OlivettoNessuna valutazione finora
- Tekiro Galaxy LTC CatalogDocumento37 pagineTekiro Galaxy LTC CatalogReza Kartadiwiria100% (2)
- Hitachi ZX330LC-5G Ka-En249Documento11 pagineHitachi ZX330LC-5G Ka-En249li longNessuna valutazione finora
- Echivalenti Clarcor JCBDocumento18 pagineEchivalenti Clarcor JCBEpure GabrielNessuna valutazione finora
- EX1200 7 Specs Digital Only 18 11Documento20 pagineEX1200 7 Specs Digital Only 18 11dilla azrameliaNessuna valutazione finora
- Ex 70Documento2 pagineEx 70Prathik Joshi0% (1)
- 773D PDFDocumento24 pagine773D PDFMuhammad afifNessuna valutazione finora
- Case Cx50b Mini Crawler Excavator PartsDocumento29 pagineCase Cx50b Mini Crawler Excavator PartsWilson CardozoNessuna valutazione finora
- Equivalent Table Shell & PertaminaDocumento4 pagineEquivalent Table Shell & PertaminaFarhan MahdyNessuna valutazione finora
- Light Towers: Doosan. Powerful SolutionsDocumento12 pagineLight Towers: Doosan. Powerful SolutionsARI SUGANDI100% (1)
- YTG30TLV LeafletDocumento1 paginaYTG30TLV LeafletandriNessuna valutazione finora
- fd50cn PDFDocumento12 paginefd50cn PDFJuan Amanqui GarciaNessuna valutazione finora
- PC800-8/LC-8: Hydraulic ExcavatorDocumento24 paginePC800-8/LC-8: Hydraulic ExcavatorAnwar ShafaruddienNessuna valutazione finora
- Bearing sd100Documento2 pagineBearing sd100andesNessuna valutazione finora
- HM400 3M0 PDFDocumento20 pagineHM400 3M0 PDFFakhrur RizkyNessuna valutazione finora
- Wheel Loader CatalogueDocumento24 pagineWheel Loader CatalogueHusam Al-JamalNessuna valutazione finora
- Bomag BW211-40Documento1 paginaBomag BW211-40Felipe MenesesNessuna valutazione finora
- Toku Instruction Manual No 17Documento133 pagineToku Instruction Manual No 17TABUENCA MAQUINARIANessuna valutazione finora
- SG16 3Documento2 pagineSG16 3ERMIANUS SAMALEINessuna valutazione finora
- SL2013-048R1 Cat6030 Joystick - SwingfunctionDocumento10 pagineSL2013-048R1 Cat6030 Joystick - SwingfunctionhectorNessuna valutazione finora
- July'21 FSR Action Plan DetailsDocumento5 pagineJuly'21 FSR Action Plan Detailssujit0% (1)
- Air Conditioner Presentation A1Documento29 pagineAir Conditioner Presentation A1Nova KurniawanNessuna valutazione finora
- Part Eng D85e-Ss-2Documento111 paginePart Eng D85e-Ss-2Nayla AzzahraNessuna valutazione finora
- Deutz 1013 Agricultural Specs PDFDocumento6 pagineDeutz 1013 Agricultural Specs PDFALWINessuna valutazione finora
- Pistons and Connecting Rods - InstallDocumento3 paginePistons and Connecting Rods - Installsergio blandon lNessuna valutazione finora
- PC1250Documento106 paginePC1250yonathan yonathan100% (1)
- CARGADORDocumento3 pagineCARGADORingcalderon100% (1)
- Kamatsu Pc78us-8Documento6 pagineKamatsu Pc78us-8Piotr Gabryś Hi-this100% (1)
- Chittagong BGMEA Diploma in ComplinceDocumento1 paginaChittagong BGMEA Diploma in ComplinceMoeen KibriyaNessuna valutazione finora
- Part1 of 2Documento3 paginePart1 of 2lisahunNessuna valutazione finora
- 9.PM Schedule For 8x4 Volvo TippersDocumento21 pagine9.PM Schedule For 8x4 Volvo TippersAnbarasanNessuna valutazione finora
- Bevel and Transfer Gears - AssembleDocumento14 pagineBevel and Transfer Gears - AssembleIginio Malaver VargasNessuna valutazione finora
- Blade Lift Cyl AssemblyDocumento4 pagineBlade Lift Cyl AssemblySHANENessuna valutazione finora
- 12M Montagem Freio de ServiçoDocumento10 pagine12M Montagem Freio de ServiçoPaulo_GleriaNessuna valutazione finora
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDa EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento4 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento4 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Tractor FORD 4000 4Documento3 pagineTractor FORD 4000 4Alex CastilloNessuna valutazione finora
- Tractor FORD 4000 4Documento5 pagineTractor FORD 4000 4Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento5 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Tractor FORD 4000 4Documento5 pagineTractor FORD 4000 4Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento5 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento3 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento3 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento3 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento2 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Ford Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Documento4 pagineFord Diesel 3-Cylinder Liquid-Cooled 201 Ci: (3.3 L) (112 X 112 MM)Alex CastilloNessuna valutazione finora
- Tractor FORD 4000 4Documento4 pagineTractor FORD 4000 4Alex CastilloNessuna valutazione finora
- Tractor FORD 4000 4Documento2 pagineTractor FORD 4000 4Alex CastilloNessuna valutazione finora
- Power Test Details ... : MechanicalDocumento3 paginePower Test Details ... : MechanicalAlex CastilloNessuna valutazione finora
- PEHJ0067 03 - Cat Extended Life Coolant Data Sheet PDFDocumento2 paginePEHJ0067 03 - Cat Extended Life Coolant Data Sheet PDFAlex CastilloNessuna valutazione finora
- Filtros de Aire UHE (Ultra High Efficiency) CATDocumento2 pagineFiltros de Aire UHE (Ultra High Efficiency) CATgerardoNessuna valutazione finora
- Power Test Details ... : MechanicalDocumento2 paginePower Test Details ... : MechanicalAlex CastilloNessuna valutazione finora
- Pehj0182 03 Cat Hydo Advanced 10Documento4 paginePehj0182 03 Cat Hydo Advanced 10Alex CastilloNessuna valutazione finora
- Tractor FORD 4000 4Documento4 pagineTractor FORD 4000 4Alex CastilloNessuna valutazione finora
- ProjectDocumento34 pagineProjectSarvajeet Kshirsagar100% (1)
- CHCE 3004 CHEG 333 Chemical Reaction Engineering I QP 2020 SUPPLIMENTRY - AM PDFDocumento2 pagineCHCE 3004 CHEG 333 Chemical Reaction Engineering I QP 2020 SUPPLIMENTRY - AM PDFLGK KlanNessuna valutazione finora
- Lectures - Mass TransferDocumento36 pagineLectures - Mass TransferaaaNessuna valutazione finora
- Sensores AvDocumento12 pagineSensores Avhb CorpNessuna valutazione finora
- Ceramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!Documento5 pagineCeramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!hamalNessuna valutazione finora
- Manual Técnico Sony HDC-DX70Documento72 pagineManual Técnico Sony HDC-DX70Cristian MoraisNessuna valutazione finora
- OK Flux 231 (F7AZ-EL12) PDFDocumento2 pagineOK Flux 231 (F7AZ-EL12) PDFborovniskiNessuna valutazione finora
- UAMDocumento35 pagineUAMVishnu R PuthusseryNessuna valutazione finora
- Banda Hoja de DatosDocumento1 paginaBanda Hoja de DatosSergio Guevara MenaNessuna valutazione finora
- Polymers For Transdermal Drug Delivery SystemsDocumento9 paginePolymers For Transdermal Drug Delivery SystemsAmjadRazaNessuna valutazione finora
- Parts Catalog: F Y 8 - 3 1 F X - 0 0 0Documento86 pagineParts Catalog: F Y 8 - 3 1 F X - 0 0 0julian gonzalezNessuna valutazione finora
- LCD TV W DVD PDFDocumento5 pagineLCD TV W DVD PDFINJESBGNessuna valutazione finora
- Drawing & Document List Cisanggiri 2 X 1.5 MWDocumento4 pagineDrawing & Document List Cisanggiri 2 X 1.5 MWZoebairNessuna valutazione finora
- Software Hardware ListDocumento2 pagineSoftware Hardware ListjackNessuna valutazione finora
- Handling Tickets Is Called Issue Tracking System.: Sap SDDocumento6 pagineHandling Tickets Is Called Issue Tracking System.: Sap SDNaveen KumarNessuna valutazione finora
- Chemical Induetries-1Documento75 pagineChemical Induetries-1Muhammad Anees Ur RehmanNessuna valutazione finora
- Control Unit ECUDocumento2 pagineControl Unit ECUjag1961Nessuna valutazione finora
- Sagar Ovhalkar (Site)Documento2 pagineSagar Ovhalkar (Site)Dayanand WasateNessuna valutazione finora
- 16PPE723Documento2 pagine16PPE723DrArun KaliappanNessuna valutazione finora
- DNF Stand PipeDocumento3 pagineDNF Stand PipeChristopher BrownNessuna valutazione finora
- Mitsubishi 4g13 Engine ManualDocumento6 pagineMitsubishi 4g13 Engine ManualJose Luis Caceres Severino100% (1)
- On The Gaussian Error Function (1935) : Robert J. KolkerDocumento4 pagineOn The Gaussian Error Function (1935) : Robert J. KolkerSanthosh KulandaiyanNessuna valutazione finora
- 80010360Documento2 pagine80010360mdisicNessuna valutazione finora
- Getting Started With Java: Atul PrakashDocumento20 pagineGetting Started With Java: Atul PrakashOwsozeroNessuna valutazione finora
- Griet DSP ProgramsDocumento14 pagineGriet DSP ProgramsJaipaul CheernamNessuna valutazione finora
- 02 MF Anchors PDFDocumento13 pagine02 MF Anchors PDFThaksenNessuna valutazione finora
- Subsea AccumulatorsDocumento4 pagineSubsea AccumulatorsAbdul Hameed OmarNessuna valutazione finora
- DUNAN Fan Coil UnitDocumento14 pagineDUNAN Fan Coil UnitDjordjeNessuna valutazione finora