Potrebbero piacerti anche
- Instruction Manual Smokerpump: Jetcat UsaDocumento10 pagineInstruction Manual Smokerpump: Jetcat Usamohamed sidkyNessuna valutazione finora
- 1000 @145 PsiDocumento43 pagine1000 @145 Psihamdy ibrahimNessuna valutazione finora
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SDa EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNessuna valutazione finora
- Fire PumpDocumento8 pagineFire PumpMani KumarNessuna valutazione finora
- Condensate PumpsDocumento69 pagineCondensate PumpsGABRIELNessuna valutazione finora
- Condensate Pumps: 428 Jones Boulevard Limerick Airport Business Center Pottstown PA 19464 TelDocumento69 pagineCondensate Pumps: 428 Jones Boulevard Limerick Airport Business Center Pottstown PA 19464 TelNander Acosta OyarceNessuna valutazione finora
- Steam TrapsDocumento70 pagineSteam TrapsAbbas ZandiNessuna valutazione finora
- Vacuum - Condenser Presentasi 2Documento17 pagineVacuum - Condenser Presentasi 2Neon PhoerbaNessuna valutazione finora
- Suntec Fuel Oil PumpDocumento2 pagineSuntec Fuel Oil PumpkmthongNessuna valutazione finora
- Tash & Bash System: D L Swain (Manager) Operation DepartmentDocumento12 pagineTash & Bash System: D L Swain (Manager) Operation DepartmentSanjay GuptaNessuna valutazione finora
- Frame 9e Gas Turbine PresentationDocumento98 pagineFrame 9e Gas Turbine PresentationSONU100% (1)
- Evaporative Emission Control System: Ls430 - New Features 9Documento12 pagineEvaporative Emission Control System: Ls430 - New Features 9bob loblawNessuna valutazione finora
- All Pumps Classification of Pumps PDFDocumento44 pagineAll Pumps Classification of Pumps PDFAnh Tuan100% (2)
- TES 375B Steam HeatingDocumento52 pagineTES 375B Steam Heatingmacortesg3433Nessuna valutazione finora
- INGM 427 Slides - 1 Pump Selection PDFDocumento20 pagineINGM 427 Slides - 1 Pump Selection PDFCornelius RheedersNessuna valutazione finora
- Facts at Your Fingertips-200509-Steam HandlingDocumento1 paginaFacts at Your Fingertips-200509-Steam Handlingonizuka-t2263Nessuna valutazione finora
- Basics of Vacuum PumpsDocumento17 pagineBasics of Vacuum PumpsAadil WaseemNessuna valutazione finora
- PCD1000 Submersible Pump EnglishDocumento2 paginePCD1000 Submersible Pump EnglishJose FreitasNessuna valutazione finora
- IMG - 0215 PSME Code 2008 203Documento1 paginaIMG - 0215 PSME Code 2008 203Hnqr584hNessuna valutazione finora
- Penberthy EductorDocumento16 paginePenberthy EductorVikk SuriyaNessuna valutazione finora
- FLD Flamcomat Starter G4 Eng 2021-07 Rev DeliDocumento4 pagineFLD Flamcomat Starter G4 Eng 2021-07 Rev DeliDaniel NandorNessuna valutazione finora
- Gpsa 15Documento28 pagineGpsa 15David Cortez Peralta100% (1)
- Cylinder Filling Pumps For Co2 Leaflet Al1442Documento4 pagineCylinder Filling Pumps For Co2 Leaflet Al1442mithun kotianNessuna valutazione finora
- Moisture ControlDocumento34 pagineMoisture ControlYogesh YadavNessuna valutazione finora
- Module 5 - Rotodynamic Pumps-Part 2Documento17 pagineModule 5 - Rotodynamic Pumps-Part 2ASHITA K BNessuna valutazione finora
- Turbo Feed Pumps: DMG-P12改6 17.11.17 3:58 PM ページ 表2Documento9 pagineTurbo Feed Pumps: DMG-P12改6 17.11.17 3:58 PM ページ 表2Danang Aji DarmawanNessuna valutazione finora
- Danfoss Drives PDFDocumento30 pagineDanfoss Drives PDFCristian Paraschiv100% (1)
- 3-Sistem Kontrol PTL - 3Documento97 pagine3-Sistem Kontrol PTL - 3Usman FadillahNessuna valutazione finora
- HP Boiler Control ValvesDocumento32 pagineHP Boiler Control ValveshalloihrNessuna valutazione finora
- Best Practice No. 44 Steam Thermocompressor SystemsDocumento3 pagineBest Practice No. 44 Steam Thermocompressor SystemslizhiweiNessuna valutazione finora
- Fire Pumps in Accordance EN 12845+A2 GuideDocumento30 pagineFire Pumps in Accordance EN 12845+A2 GuideNajaf HussainNessuna valutazione finora
- Vacuum Systems and TechnologyDocumento9 pagineVacuum Systems and TechnologyEduardo SoutoNessuna valutazione finora
- Analisa Perhitungan Struktur - Perhitungan Desain Mekanikal Elektrikal Dumping 1Documento33 pagineAnalisa Perhitungan Struktur - Perhitungan Desain Mekanikal Elektrikal Dumping 1Roy M DannyNessuna valutazione finora
- Flare SystemsDocumento93 pagineFlare Systemssada sivaNessuna valutazione finora
- Steam Compressor Unit / System: SC SeriesDocumento2 pagineSteam Compressor Unit / System: SC SeriesAlejo ObregonNessuna valutazione finora
- DTC P2401 Evaporative Emission Leak Detection Pump Stuck OFF Evaporative Emission Leak Detection Pump Stuck ONDocumento6 pagineDTC P2401 Evaporative Emission Leak Detection Pump Stuck OFF Evaporative Emission Leak Detection Pump Stuck ONvanhostingwebNessuna valutazione finora
- Hydraulics R 01Documento69 pagineHydraulics R 01REZA TAJBAKHSHNessuna valutazione finora
- Unique Steam Turbine For Kizildere Geothermal Power Plant in TurkeyDocumento5 pagineUnique Steam Turbine For Kizildere Geothermal Power Plant in TurkeyGiuseppe LovecchioNessuna valutazione finora
- 05 Steam TurbineDocumento14 pagine05 Steam TurbineAndreau BienNessuna valutazione finora
- Chap 06Documento7 pagineChap 06megahedmNessuna valutazione finora
- Tillotson HD & HR Service ManualDocumento11 pagineTillotson HD & HR Service ManualBeckyNessuna valutazione finora
- TurbinesDocumento6 pagineTurbinesmarsulexNessuna valutazione finora
- HRSG I&C Training ProgramDocumento106 pagineHRSG I&C Training Programnardo antonio llanos matus100% (3)
- 1 - Steam Turbine Control BasicsDocumento59 pagine1 - Steam Turbine Control BasicsNGUYEN HUU TUANNessuna valutazione finora
- Vacuum Symbols Vacuum Symbols: Symbols Used in Vacuum Technology Symbols Used in Vacuum TechnologyDocumento1 paginaVacuum Symbols Vacuum Symbols: Symbols Used in Vacuum Technology Symbols Used in Vacuum TechnologyАлексей КлименкоNessuna valutazione finora
- Assignment 3.0Documento5 pagineAssignment 3.0Ding Liang KeohNessuna valutazione finora
- Roots Vacuum Pump and Roots Blower Difference Between - Vacuum Pump - EVP Vacuum Solution!Documento12 pagineRoots Vacuum Pump and Roots Blower Difference Between - Vacuum Pump - EVP Vacuum Solution!paiboon_sreeNessuna valutazione finora
- Air CompressorDocumento89 pagineAir Compressorragunath LakshmananNessuna valutazione finora
- BoilerDocumento23 pagineBoileronspsnons123100% (1)
- 02 Cooling SystemDocumento17 pagine02 Cooling Systemheri setyonoNessuna valutazione finora
- High Pressure Control Valve: Model 4418FDocumento7 pagineHigh Pressure Control Valve: Model 4418FpngchanhNessuna valutazione finora
- Boiler Log HourlyDocumento2 pagineBoiler Log Hourlymohamed abd el attyNessuna valutazione finora
- PUMP IN SERIES and PARRALEL FM51Documento4 paginePUMP IN SERIES and PARRALEL FM51Abenezer TasewNessuna valutazione finora
- Fixed Orifice Tube Cycling Clutch System Theory SupportDocumento15 pagineFixed Orifice Tube Cycling Clutch System Theory Supportankita awasthiNessuna valutazione finora
- Steam Turbine MaintenanceDocumento3 pagineSteam Turbine Maintenancedreamboy87Nessuna valutazione finora
- Fire Pump SpecificationDocumento15 pagineFire Pump SpecificationGoldex ManufacturingNessuna valutazione finora
- Boiler Log HourlyDocumento2 pagineBoiler Log Hourlyismailenes_66145776Nessuna valutazione finora
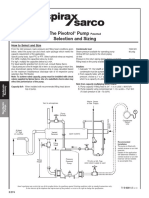
- Pivot RolDocumento8 paginePivot RolspiraxsarcospcNessuna valutazione finora
- Válvulas de Visor CalderaDocumento1 paginaVálvulas de Visor CalderaGABRIELNessuna valutazione finora
- STRAHMAN 5700tgDocumento2 pagineSTRAHMAN 5700tgGABRIELNessuna valutazione finora
- PIDDocumento8 paginePIDGABRIELNessuna valutazione finora
- MatlabysimulinkDocumento20 pagineMatlabysimulinkAntony Vaca QuispeNessuna valutazione finora
- DIN Ultra Compact Case Temperature, Process, & Strain Meters & PID ControllersDocumento2 pagineDIN Ultra Compact Case Temperature, Process, & Strain Meters & PID ControllersGABRIELNessuna valutazione finora
- Temperature Sensor PT 100 Type 22810Documento2 pagineTemperature Sensor PT 100 Type 22810GABRIELNessuna valutazione finora
- Sfcs 50 / SFCSD 50: Surface Contact Wire Temperature ProbeDocumento2 pagineSfcs 50 / SFCSD 50: Surface Contact Wire Temperature ProbeGABRIELNessuna valutazione finora
- Complete - Nicholson Designers Guide - 3rd EditionDocumento177 pagineComplete - Nicholson Designers Guide - 3rd Editionwdelgado2011Nessuna valutazione finora
- Proposal For A Working Procedure To Accurately Exchange Existing and New Calculated Protection Settings Between A TSO and Consulting CompaniesDocumento9 pagineProposal For A Working Procedure To Accurately Exchange Existing and New Calculated Protection Settings Between A TSO and Consulting CompaniesanonymNessuna valutazione finora
- Amazon VS WalmartDocumento5 pagineAmazon VS WalmartBrandy M. Twilley100% (1)
- Training Structure - Thinkific Plus TemplateDocumento7 pagineTraining Structure - Thinkific Plus TemplateQIONG WUNessuna valutazione finora
- Kübra Şendoğan CVDocumento5 pagineKübra Şendoğan CVKübra ŞendoğanNessuna valutazione finora
- Hypoglycemia After Gastric Bypass Surgery. Current Concepts and Controversies 2018Documento12 pagineHypoglycemia After Gastric Bypass Surgery. Current Concepts and Controversies 2018Rio RomaNessuna valutazione finora
- Competent Testing Requirements As Per Factory ActDocumento3 pagineCompetent Testing Requirements As Per Factory Actamit_lunia100% (1)
- Anglo Afghan WarsDocumento79 pagineAnglo Afghan WarsNisar AhmadNessuna valutazione finora
- DCNF Vs Hhs Nov 2020Documento302 pagineDCNF Vs Hhs Nov 2020SY LodhiNessuna valutazione finora
- Practical Research 2 Group 11 RRL, Proposed Title and Answers To The QuestionsDocumento14 paginePractical Research 2 Group 11 RRL, Proposed Title and Answers To The QuestionsFeby Margaret AngNessuna valutazione finora
- KPR College of Arts Science and Research: Marketing ManagementDocumento127 pagineKPR College of Arts Science and Research: Marketing ManagementSekar M KPRCAS-CommerceNessuna valutazione finora
- MICRF230Documento20 pagineMICRF230Amador Garcia IIINessuna valutazione finora
- The Two Diode Bipolar Junction Transistor ModelDocumento3 pagineThe Two Diode Bipolar Junction Transistor ModelAlbertoNessuna valutazione finora
- Curriculum Vitae: Educational Background Certification Major Name of Institute PeriodDocumento2 pagineCurriculum Vitae: Educational Background Certification Major Name of Institute PeriodTHEVINESHNessuna valutazione finora
- DGKCC Internship ReportDocumento17 pagineDGKCC Internship ReportMuhammad AtharNessuna valutazione finora
- The Role of IT in TQM L'Oreal Case StudyDocumento9 pagineThe Role of IT in TQM L'Oreal Case StudyUdrea RoxanaNessuna valutazione finora
- Majan Audit Report Final2Documento46 pagineMajan Audit Report Final2Sreekanth RallapalliNessuna valutazione finora
- Weather Prediction Using Machine Learning TechniquessDocumento53 pagineWeather Prediction Using Machine Learning Techniquessbakiz89Nessuna valutazione finora
- Recent Advances in Dielectric-Resonator Antenna TechnologyDocumento14 pagineRecent Advances in Dielectric-Resonator Antenna Technologymarceloassilva7992Nessuna valutazione finora
- LUNG ARTIFACTSreviewDocumento13 pagineLUNG ARTIFACTSreviewMayra ValderramaNessuna valutazione finora
- P4 Science Topical Questions Term 1Documento36 pagineP4 Science Topical Questions Term 1Sean Liam0% (1)
- Curry PowderDocumento8 pagineCurry PowderMahendar Vanam100% (1)
- Practice Paper Pre Board Xii Biology 2023-24-1Documento6 paginePractice Paper Pre Board Xii Biology 2023-24-1salamnaseema14Nessuna valutazione finora
- Vermicomposting Learning ModulesDocumento6 pagineVermicomposting Learning ModulesPamara Prema Khannae100% (1)
- Code of Conduct For Public OfficialDocumento17 pagineCode of Conduct For Public OfficialHaNessuna valutazione finora
- Synopsis SsDocumento14 pagineSynopsis SsJYOTI KATIYAR SVUNessuna valutazione finora
- LC 67002000 B Hr-Jumbo enDocumento2 pagineLC 67002000 B Hr-Jumbo enJulio OrtegaNessuna valutazione finora
- Army Public School No.1 Jabalpur Practical List - Computer Science Class - XIIDocumento4 pagineArmy Public School No.1 Jabalpur Practical List - Computer Science Class - XIIAdityaNessuna valutazione finora
- Assignment # 1 POMDocumento10 pagineAssignment # 1 POMnaeemNessuna valutazione finora
- Case StarbucksDocumento3 pagineCase StarbucksAbilu Bin AkbarNessuna valutazione finora
- Pyle 4ch Marine BTDocumento4 paginePyle 4ch Marine BTRafael VieiraNessuna valutazione finora