Potrebbero piacerti anche
- Cert ATALDocumento1 paginaCert ATALAlbert ReinesNessuna valutazione finora
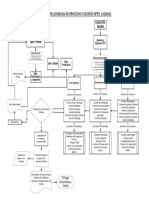
- FlujogramaDocumento1 paginaFlujogramaAlbert Reines100% (1)
- Indicadores de Desempeño KPIDocumento2 pagineIndicadores de Desempeño KPIAlbert ReinesNessuna valutazione finora
- Procedimiento para Fabricacion y Montaje de Estructura Metalica Galvanizad1Documento10 pagineProcedimiento para Fabricacion y Montaje de Estructura Metalica Galvanizad1anon_82343207180% (15)
- Articulo de Biomateriales.Documento5 pagineArticulo de Biomateriales.Diana castellanosNessuna valutazione finora
- Análisis Ambiental de La Industria Metalmecánica en El Ecuador, Caso de La Empresa EcuatorianaDocumento10 pagineAnálisis Ambiental de La Industria Metalmecánica en El Ecuador, Caso de La Empresa EcuatorianaPablo AcostaNessuna valutazione finora
- Unidad 8. Nuevos Materiales (NANOTECNOLOGIA)Documento42 pagineUnidad 8. Nuevos Materiales (NANOTECNOLOGIA)DANINessuna valutazione finora
- MINMEC - RESUMEN - Comportamiento de Los Materiales Compuestos - Luis MendezDocumento20 pagineMINMEC - RESUMEN - Comportamiento de Los Materiales Compuestos - Luis MendezLuis MendezNessuna valutazione finora
- Exposicion Puesta A TierraDocumento42 pagineExposicion Puesta A Tierracarlos ojedaNessuna valutazione finora
- Construcción CivilDocumento77 pagineConstrucción CivilAlex Del CampoNessuna valutazione finora
- Materiales DentalesDocumento7 pagineMateriales DentalesGuillermo GonzalezNessuna valutazione finora
- Líneas de Vida para Trabajo en AlturasDocumento12 pagineLíneas de Vida para Trabajo en AlturasKAJAMURONessuna valutazione finora
- Introduccion02 CCMM Mecatronica 2014Documento23 pagineIntroduccion02 CCMM Mecatronica 2014afrunp5186Nessuna valutazione finora
- Ladm Ar Etapa3 LmytDocumento8 pagineLadm Ar Etapa3 LmytLuis DelgadoNessuna valutazione finora
- Metales y No Metales PDFDocumento6 pagineMetales y No Metales PDFmayra benavidesNessuna valutazione finora
- Tesis RivasDocumento37 pagineTesis RivasKleyjarhCorreaNessuna valutazione finora
- Procesos de SoldaduraDocumento19 pagineProcesos de SoldaduraJosue LaraNessuna valutazione finora
- Ciencia e Ingenieria de Los MaterialesDocumento15 pagineCiencia e Ingenieria de Los MaterialesMARIA ANGELICA COTTOS CHAVARRIANessuna valutazione finora
- HARDFACING - HOBART en EspañolDocumento51 pagineHARDFACING - HOBART en EspañolArnold Jose Batista RodriguezNessuna valutazione finora
- QMC 104 Obtencion de HidrogenoDocumento4 pagineQMC 104 Obtencion de HidrogenoKévïn Hinojosa Alvis100% (1)
- Resistencia en Conductores MetálicosDocumento15 pagineResistencia en Conductores MetálicosKevin Brenes ValverdeNessuna valutazione finora
- 3° Quimica 1TDocumento3 pagine3° Quimica 1TBeree Tuyiinn'Nessuna valutazione finora
- Inspeccion Visual Lineas y RecipientesDocumento16 pagineInspeccion Visual Lineas y RecipientesDavid Gustavo Flores AguiletaNessuna valutazione finora
- Las Porcelanas DentalesDocumento13 pagineLas Porcelanas DentalesNestor Alejandro Nestor100% (2)
- INFORME DE 5 QUIMICA BorradorDocumento10 pagineINFORME DE 5 QUIMICA Borradorsamuel reynero fernandez velaNessuna valutazione finora
- Manual Del Curso de SoldaduraDocumento25 pagineManual Del Curso de Soldaduraluis_jerez_2Nessuna valutazione finora
- Plan de Clase de Introduccion A La QuimicaDocumento12 paginePlan de Clase de Introduccion A La QuimicaFlorenciaNessuna valutazione finora
- Propiedades de La Materia 6Documento5 paginePropiedades de La Materia 6paola vera0% (1)
- EstañoDocumento2 pagineEstañoGuiido YucraNessuna valutazione finora
- Catalogo AlferDocumento40 pagineCatalogo AlferPAblo R HMNessuna valutazione finora
- Actividad 1Documento1 paginaActividad 1Ivan AsumasaNessuna valutazione finora
- Enlaces Intermoleculares EnfermeriaDocumento13 pagineEnlaces Intermoleculares Enfermeriamariagil55Nessuna valutazione finora
- Fisica y Quimica 4Documento75 pagineFisica y Quimica 4Wilson Andres Castillo BenitesNessuna valutazione finora
- Objetivos Específicos de La MaquinaDocumento3 pagineObjetivos Específicos de La MaquinaCristian felipeNessuna valutazione finora