Potrebbero piacerti anche
- Bosch Guide To Flow Wrapping enDocumento30 pagineBosch Guide To Flow Wrapping engherla_bogdanNessuna valutazione finora
- Bag Making Machine PDFDocumento27 pagineBag Making Machine PDFmangyan100% (2)
- Stretch Wrapping Machine Operators GuideDocumento21 pagineStretch Wrapping Machine Operators GuideBhavesh ShiyaniNessuna valutazione finora
- Manual 110823 120c Cartoning MachineDocumento61 pagineManual 110823 120c Cartoning Machineandrea772100% (2)
- Cartoning C2024Documento70 pagineCartoning C2024Imam RidwanNessuna valutazione finora
- CB-VG52B Continuous Motion Machine (High Speed ManualDocumento8 pagineCB-VG52B Continuous Motion Machine (High Speed ManualPaolo AltobelNessuna valutazione finora
- Bosch Pack 101 Wrapper enDocumento2 pagineBosch Pack 101 Wrapper enHaider AliNessuna valutazione finora
- Pack 201 Horizontal Flow Wrapper: Application InformationDocumento2 paginePack 201 Horizontal Flow Wrapper: Application InformationEMRE KAAN USTANessuna valutazione finora
- FCS-13USN Carton Taping Machine Operation Manual: Machine Model Date IssueDocumento14 pagineFCS-13USN Carton Taping Machine Operation Manual: Machine Model Date IssueTheodora StefanNessuna valutazione finora
- Operation Manual: FWM1200 FWM1200ADocumento27 pagineOperation Manual: FWM1200 FWM1200AnicolasNessuna valutazione finora
- PLC Automation of Cartoning Machine IC 150Documento18 paginePLC Automation of Cartoning Machine IC 150shashi1986100% (5)
- Innopack KistersDocumento2 pagineInnopack KistersDrdbuoiu Poiñhb Monihugy100% (2)
- Arburg370&420C PDFDocumento8 pagineArburg370&420C PDFMatoa Papeda0% (1)
- Mo02 SFR20 BDocumento252 pagineMo02 SFR20 Bcristian100% (2)
- Dataflex Service Manual PDFDocumento243 pagineDataflex Service Manual PDFRachiahi Tarik100% (2)
- XWZ-120A Operation Manual: Full Automatic Cartoning MachineDocumento35 pagineXWZ-120A Operation Manual: Full Automatic Cartoning MachinealexjoelNessuna valutazione finora
- Homogenizing Valves Tcm11 50776Documento8 pagineHomogenizing Valves Tcm11 50776Siddharth MohapatraNessuna valutazione finora
- Beverage Competence Library EN - 2 PDFDocumento36 pagineBeverage Competence Library EN - 2 PDFMargaret Daugherty100% (1)
- Blow MouldingDocumento18 pagineBlow MouldingShaheen ArihaNessuna valutazione finora
- Flow Wrap Machines PDFDocumento5 pagineFlow Wrap Machines PDFtintucinb100% (2)
- VFFS Machine OmronDocumento35 pagineVFFS Machine OmronAhmad EkoNessuna valutazione finora
- Enercon Cap Sealer Handbook PDRCDocumento17 pagineEnercon Cap Sealer Handbook PDRCpharmaxprojectsNessuna valutazione finora
- Khs Competence 02-2011 Englisch EinzelnDocumento80 pagineKhs Competence 02-2011 Englisch Einzelnozgurturunc4Nessuna valutazione finora
- Hydac Plastic Injection Molding MachinesDocumento12 pagineHydac Plastic Injection Molding MachinespeterNessuna valutazione finora
- NPL 150 Norden Cartoning v2Documento7 pagineNPL 150 Norden Cartoning v2Lukito Tito0% (1)
- 1 Blomax e PDFDocumento15 pagine1 Blomax e PDFDevan FairzNessuna valutazione finora
- Effect of Label Panel Creep Pet BottleDocumento23 pagineEffect of Label Panel Creep Pet Bottlebum110481Nessuna valutazione finora
- LOT 2 JT-920 Sugar Packing Machine ManualDocumento27 pagineLOT 2 JT-920 Sugar Packing Machine Manualzelalem100% (1)
- Vertical Form Fill SealDocumento29 pagineVertical Form Fill Sealrodolfo muñoz magañaNessuna valutazione finora
- IMA Blistering BrochureDocumento8 pagineIMA Blistering BrochureTueNessuna valutazione finora
- Automatic Pet Stretch Blow MoldingDocumento3 pagineAutomatic Pet Stretch Blow MoldingdivineengineeringNessuna valutazione finora
- Manual 140120 Fully Automatic Flow Wrapping MachineDocumento33 pagineManual 140120 Fully Automatic Flow Wrapping MachineEMRE KAAN USTA100% (1)
- Vertical Allrounders: For Inserts: Problem-Free, Ergonomic EncapsulationDocumento20 pagineVertical Allrounders: For Inserts: Problem-Free, Ergonomic EncapsulationmadalinNessuna valutazione finora
- 201709141005218065ky 7 - Tong Quan - CongngheOZONE - 31102014Documento266 pagine201709141005218065ky 7 - Tong Quan - CongngheOZONE - 31102014Thích Rong Chơi100% (1)
- 4 Krones Pet Asept LDocumento17 pagine4 Krones Pet Asept LCătălin RadNessuna valutazione finora
- Setting Process ConditionsDocumento10 pagineSetting Process ConditionszaldsonNessuna valutazione finora
- VFJ-520 Manual enDocumento39 pagineVFJ-520 Manual enIvan SaladinoNessuna valutazione finora
- Bottle Unscrambling SystemsDocumento2 pagineBottle Unscrambling SystemsAhmet MetinNessuna valutazione finora
- En Asi Installation GuideDocumento72 pagineEn Asi Installation GuideSalvador Castellanos LeónNessuna valutazione finora
- Manual 120726 Blow Moulding PDFDocumento31 pagineManual 120726 Blow Moulding PDFrize1159Nessuna valutazione finora
- Manual Utilizare Masina de Injectat SZ-600H-EN PDFDocumento106 pagineManual Utilizare Masina de Injectat SZ-600H-EN PDFAndreia BeatriceNessuna valutazione finora
- Parker Rotary KnifeDocumento14 pagineParker Rotary KnifeNaveen NagarNessuna valutazione finora
- Sidel Filling Beverage General PresentationDocumento124 pagineSidel Filling Beverage General PresentationDavid Jonatán Pérez Hernández100% (1)
- eNGEL DUODocumento19 pagineeNGEL DUOBudoi Octav-Aurel100% (1)
- Instruction Manual EA 3600 7200 10800 English 103Documento148 pagineInstruction Manual EA 3600 7200 10800 English 103Stephany Sucerquia100% (2)
- Tetra Spira Floc Tubular Heat ExchangerDocumento4 pagineTetra Spira Floc Tubular Heat ExchangerFATKHURNessuna valutazione finora
- Automatic Vert-Bag Packaging MachineDocumento81 pagineAutomatic Vert-Bag Packaging MachineLeonNessuna valutazione finora
- Canning Technology: Can Seamer ExchangeDocumento2 pagineCanning Technology: Can Seamer Exchange高金辉Nessuna valutazione finora
- Star Evo en PDFDocumento93 pagineStar Evo en PDFferprissNessuna valutazione finora
- Romaco Strip enDocumento28 pagineRomaco Strip enAbhineet ShrivastavaNessuna valutazione finora
- CPDocumento282 pagineCPWai Ee Yap100% (1)
- Blow Moulding MachineDocumento114 pagineBlow Moulding MachineAbdelmoneim NoohNessuna valutazione finora
- Risk Analysis - StretchbanderDocumento14 pagineRisk Analysis - StretchbanderEnko ŠatrovićNessuna valutazione finora
- Injection Molding MachineDocumento60 pagineInjection Molding Machinefieramina100% (1)
- 12 Preform Design For Single - andDocumento15 pagine12 Preform Design For Single - andVăn Minh Lê100% (2)
- PowerMILL 2016 - Macro Programming enDocumento133 paginePowerMILL 2016 - Macro Programming enHappy Days100% (1)
- Bosch Wrappers Pack 201 PDFDocumento2 pagineBosch Wrappers Pack 201 PDFAmin Ali AminNessuna valutazione finora
- Bag Making Machine: Reduce Design Time and Improve Performance For Bag Making ManufacturersDocumento27 pagineBag Making Machine: Reduce Design Time and Improve Performance For Bag Making Manufacturershorse0678Nessuna valutazione finora
- Seminar PPT by Engale Kumar R. en - No.1818009-1Documento25 pagineSeminar PPT by Engale Kumar R. en - No.1818009-1Manoj Kumar NayakNessuna valutazione finora
- Machine Profile: Vertical Form Fill SealDocumento12 pagineMachine Profile: Vertical Form Fill SealAhmad عfiaNessuna valutazione finora
- PDFDocumento44 paginePDFرسكي فردانا ارفنNessuna valutazione finora
- Arduino Step by Step - Your Complete Guide - UdemyDocumento4 pagineArduino Step by Step - Your Complete Guide - UdemyHanis AinurokhmiNessuna valutazione finora
- Non-Military Drone, Robot, or RC 2S1P Battery Management Solution Reference DesignDocumento41 pagineNon-Military Drone, Robot, or RC 2S1P Battery Management Solution Reference DesignGorka Diaz PernasNessuna valutazione finora
- Sensor Garis Line Follower - Sfe-ElectronicsDocumento6 pagineSensor Garis Line Follower - Sfe-ElectronicsHanis AinurokhmiNessuna valutazione finora
- TI Technology Extends Flight Time and B..Documento2 pagineTI Technology Extends Flight Time and B..Hanis AinurokhmiNessuna valutazione finora
- Symfony Book 2.7Documento223 pagineSymfony Book 2.7Hanis AinurokhmiNessuna valutazione finora
- FVS PracGuide v5Documento53 pagineFVS PracGuide v5Hanis Ainurokhmi100% (1)
- NI Mechatronics Machine Design GuideDocumento46 pagineNI Mechatronics Machine Design GuideGautam TyagiNessuna valutazione finora
- Newtonian Physics - (Crowell) PDFDocumento291 pagineNewtonian Physics - (Crowell) PDFHanis AinurokhmiNessuna valutazione finora
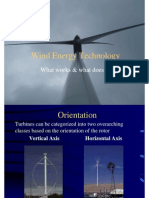
- Wind Turbine TechnologyDocumento29 pagineWind Turbine TechnologyCNJSWAMINessuna valutazione finora
- Development of Automatic Liquid Filling Machine - 24 Pages PDFDocumento24 pagineDevelopment of Automatic Liquid Filling Machine - 24 Pages PDFHanis AinurokhmiNessuna valutazione finora
- Minimization of Welding Residual Stress and Distortion inDocumento22 pagineMinimization of Welding Residual Stress and Distortion inErma Sulistyo RNessuna valutazione finora
- Self Balancing Bot Using Consept of Inverted Pendulum PDFDocumento71 pagineSelf Balancing Bot Using Consept of Inverted Pendulum PDFHanis AinurokhmiNessuna valutazione finora
- AFA II III OilDocumento74 pagineAFA II III OilAbdallah Mansour100% (1)
- HandbookDocumento147 pagineHandbookkt rajaNessuna valutazione finora
- Praxis InoxDocumento36 paginePraxis InoxHanis AinurokhmiNessuna valutazione finora
- Metabo Inox Competence Guideline enDocumento25 pagineMetabo Inox Competence Guideline enHanis AinurokhmiNessuna valutazione finora
- Gear SdpsiDocumento233 pagineGear Sdpsiprasanthme34Nessuna valutazione finora
- 2 PBDocumento10 pagine2 PBHanis AinurokhmiNessuna valutazione finora
- FEA TheoryDocumento49 pagineFEA Theoryof_switzerlandNessuna valutazione finora
- Stormpro® & Sewerpro® Vinidex Stormpro® & Twin-Wall, Corrugated Polypropylene Pipes For Non-Pressure ApplicationsDocumento42 pagineStormpro® & Sewerpro® Vinidex Stormpro® & Twin-Wall, Corrugated Polypropylene Pipes For Non-Pressure Applicationsligia hancuNessuna valutazione finora
- Titalon 6800GF-HT: Charpy Impact Strength (Notched)Documento1 paginaTitalon 6800GF-HT: Charpy Impact Strength (Notched)katolokchokNessuna valutazione finora
- 2 Plastics IndustryDocumento41 pagine2 Plastics IndustrystephendixNessuna valutazione finora
- Study On Dissolution of Low Density Polyethylene (LDPE) : S.L. Wong, N. Ngadi, T.A.T. AbdullahDocumento4 pagineStudy On Dissolution of Low Density Polyethylene (LDPE) : S.L. Wong, N. Ngadi, T.A.T. AbdullahElena RomeroNessuna valutazione finora
- 5-2-Aquatherm Pipes - PPR TechDocumento56 pagine5-2-Aquatherm Pipes - PPR TechrashidNessuna valutazione finora
- Polymer Blend - Structure and PropertiesDocumento6 paginePolymer Blend - Structure and PropertiesAinur Sya IrahNessuna valutazione finora
- Technology Roadmap - Materials and ManufacturingDocumento16 pagineTechnology Roadmap - Materials and ManufacturingKalyan SairajNessuna valutazione finora
- BC245MODocumento3 pagineBC245MOsudipto ranjan dassNessuna valutazione finora
- Active Packaging in Keeping The Food Fresh-A Review PDFDocumento12 pagineActive Packaging in Keeping The Food Fresh-A Review PDFNguyễn Đình Như NguyệnNessuna valutazione finora
- 2039FOD en 0208 HabasitDocumento22 pagine2039FOD en 0208 HabasitAleksa SavićNessuna valutazione finora
- Study The Thermal Properties of Some Plastic Materials by TMA Q400 MachineDocumento3 pagineStudy The Thermal Properties of Some Plastic Materials by TMA Q400 MachineInternational Journal of Innovative Science and Research Technology100% (1)
- Evironmental Issues PlasticDocumento8 pagineEvironmental Issues PlasticDafa FadilahNessuna valutazione finora
- PART III Chapter 7Documento17 paginePART III Chapter 7John Frederick CastilloNessuna valutazione finora
- Cost Index For ManufacturingDocumento6 pagineCost Index For ManufacturingSari OctavianiNessuna valutazione finora
- Simulation of The Plug Assisted Thermoforming of Polypropylene Using A Large Strain Thermally Coupled Constitutive ModelDocumento26 pagineSimulation of The Plug Assisted Thermoforming of Polypropylene Using A Large Strain Thermally Coupled Constitutive ModelFadi DabbitNessuna valutazione finora
- Tinuvin 770 TdsDocumento3 pagineTinuvin 770 TdsCesar MartinezNessuna valutazione finora
- Wheaton Compatibility Chart With TFADocumento1 paginaWheaton Compatibility Chart With TFABigbearBigbearNessuna valutazione finora
- SANS 2505 Comparison 26-06-2023Documento33 pagineSANS 2505 Comparison 26-06-2023pdzawarNessuna valutazione finora
- Capstone Project Report SampleDocumento44 pagineCapstone Project Report SampleKunal Maha100% (1)
- Horizontal Boundary of RFL Plastic LTDDocumento8 pagineHorizontal Boundary of RFL Plastic LTDMohammed Zahidul IslamNessuna valutazione finora
- Choice of Mesh For Laparoscopic Ventral Hernia RepairDocumento12 pagineChoice of Mesh For Laparoscopic Ventral Hernia Repairdr_592470553Nessuna valutazione finora
- CrossPure Cartridge FilterDocumento2 pagineCrossPure Cartridge FilterLU DustinNessuna valutazione finora
- DELTA-DRAIN Technical DataDocumento1 paginaDELTA-DRAIN Technical DataMauricio Barajas BacaNessuna valutazione finora
- Blister and Strip PackagingDocumento46 pagineBlister and Strip PackagingRahul Lakhani100% (1)
- Manufacturing of Floor Tiles by Using Polypropylene As A Plastic Waste Material With Manufactured SandDocumento9 pagineManufacturing of Floor Tiles by Using Polypropylene As A Plastic Waste Material With Manufactured SandInternational Journal of Advance Study and Research WorkNessuna valutazione finora
- PolyflameDocumento2 paginePolyflameumn_mlkNessuna valutazione finora
- Reviews: Chemical Recycling of Waste Plastics For New Materials ProductionDocumento11 pagineReviews: Chemical Recycling of Waste Plastics For New Materials ProductionbrianNessuna valutazione finora
- The Use of Calcium Carbonate in Polyolefins Offers Significant Improvement in ProductivityDocumento12 pagineThe Use of Calcium Carbonate in Polyolefins Offers Significant Improvement in ProductivityhelenNessuna valutazione finora
- 2019 SI GROUP's Innovative Antioxidants For Polyolefins - Brenntag PresentationDocumento44 pagine2019 SI GROUP's Innovative Antioxidants For Polyolefins - Brenntag PresentationAgustin Eduardo C.Nessuna valutazione finora
- Polypropylene PipesDocumento2 paginePolypropylene PipesMOHAMMAD ASIFNessuna valutazione finora