Potrebbero piacerti anche
- Sabp A 023 PDFDocumento44 pagineSabp A 023 PDFWalid MegahedNessuna valutazione finora
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDa EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNessuna valutazione finora
- Sabp A 011Documento27 pagineSabp A 011aamirtec301Nessuna valutazione finora
- Sabp A 062 PDFDocumento19 pagineSabp A 062 PDFWalid Megahed100% (1)
- Sabp A 002Documento49 pagineSabp A 002sethu1091Nessuna valutazione finora
- Best Practice: Load Management For Energy Efficiency: Heat Transfer EquipmentDocumento75 pagineBest Practice: Load Management For Energy Efficiency: Heat Transfer Equipmentsethu1091Nessuna valutazione finora
- Sabp A 049 PDFDocumento10 pagineSabp A 049 PDFWalid Megahed100% (1)
- Sabp A 053 PDFDocumento10 pagineSabp A 053 PDFWalid MegahedNessuna valutazione finora
- Sabp Z 032Documento20 pagineSabp Z 032Hassan MokhtarNessuna valutazione finora
- Sabp A 004Documento79 pagineSabp A 004aamirtec301Nessuna valutazione finora
- Sabp Z 064Documento33 pagineSabp Z 064Hassan MokhtarNessuna valutazione finora
- Sabp A 033B PDFDocumento11 pagineSabp A 033B PDFINSTECH ConsultingNessuna valutazione finora
- Sabp Z 018Documento23 pagineSabp Z 018Hassan MokhtarNessuna valutazione finora
- LCC 001Documento4 pagineLCC 001Abdul Rahim Shaikh100% (1)
- Sabp A 028 PDFDocumento36 pagineSabp A 028 PDFWalid Megahed100% (1)
- SABP-A-044-rev.2 (Dec. 2017)Documento36 pagineSABP-A-044-rev.2 (Dec. 2017)mallesh100% (1)
- Sabp A 033 PDFDocumento52 pagineSabp A 033 PDFWalid Megahed100% (2)
- Sabp A 009Documento208 pagineSabp A 009sethu1091100% (2)
- Sabp Z 034Documento14 pagineSabp Z 034Hassan Mokhtar100% (1)
- Sabp Z 046Documento62 pagineSabp Z 046Hassan MokhtarNessuna valutazione finora
- Challenges To Improve Energy Efficiency in Oil Refineries When Modernizing Electric Motor Systems (Final)Documento20 pagineChallenges To Improve Energy Efficiency in Oil Refineries When Modernizing Electric Motor Systems (Final)Tarek El-shennawyNessuna valutazione finora
- Attach 4 RAM Analysis ReportDocumento51 pagineAttach 4 RAM Analysis ReportLisbeth Roos RoosNessuna valutazione finora
- Sabp G 026Documento19 pagineSabp G 026Ahmed Hassan100% (1)
- Mex 21301Documento47 pagineMex 21301Yousef Adel HassanenNessuna valutazione finora
- Energy and The New Reality, Volume 2: C-Free Energy Supply Chapter 9: Carbon Capture and StorageDocumento80 pagineEnergy and The New Reality, Volume 2: C-Free Energy Supply Chapter 9: Carbon Capture and StorageImane ARNessuna valutazione finora
- Alternative Fuels: By: Anh TranDocumento24 pagineAlternative Fuels: By: Anh TransachinleoatgmailNessuna valutazione finora
- Sabp G 001Documento12 pagineSabp G 001m4metz100% (1)
- Phasetester Oman CsDocumento2 paginePhasetester Oman CswaelNessuna valutazione finora
- Saep 135Documento46 pagineSaep 135Demac SaudNessuna valutazione finora
- A Comparative Study of RO and MSF Desalination Plants - Al-MutazDocumento9 pagineA Comparative Study of RO and MSF Desalination Plants - Al-MutazMMM000Nessuna valutazione finora
- Sabp G 008Documento78 pagineSabp G 008Mahesh Kumar100% (1)
- Mex 21304Documento61 pagineMex 21304Yousef Adel Hassanen100% (1)
- 31 Samss 012 PDFDocumento21 pagine31 Samss 012 PDFFlorin Daniel AnghelNessuna valutazione finora
- Saep 503 PDFDocumento34 pagineSaep 503 PDFRami Elloumi100% (1)
- SAP PM TrainingDocumento163 pagineSAP PM TrainingBharaneeNessuna valutazione finora
- Saep 308Documento19 pagineSaep 308brecht1980Nessuna valutazione finora
- Sabp A 082Documento27 pagineSabp A 082Ahmed BoraeyNessuna valutazione finora
- Taro 4 - Ram Analysis Technical FeaturesDocumento16 pagineTaro 4 - Ram Analysis Technical FeaturescladonellNessuna valutazione finora
- Sabp G 005Documento7 pagineSabp G 005jogiyajee100% (1)
- Best Practice: Saudi Aramco Desktop StandardsDocumento36 pagineBest Practice: Saudi Aramco Desktop StandardsShubhodeep SarkarNessuna valutazione finora
- Sabp A 012Documento92 pagineSabp A 012sethu1091Nessuna valutazione finora
- Proper Steam Turbine OperationDocumento32 pagineProper Steam Turbine OperationBalasubramanian C100% (1)
- Sabp A 071 PDFDocumento25 pagineSabp A 071 PDFWalid Megahed100% (3)
- ARAMCO APC Maint PDFDocumento10 pagineARAMCO APC Maint PDFKumar GanapathyNessuna valutazione finora
- Sabp Z 032Documento20 pagineSabp Z 032Eagle SpiritNessuna valutazione finora
- Boilers - Water Treating 0Documento26 pagineBoilers - Water Treating 0Mohammad RawoofNessuna valutazione finora
- Saep 348 PDFDocumento33 pagineSaep 348 PDFRami ElloumiNessuna valutazione finora
- Mex 30210Documento43 pagineMex 30210Yousef Adel HassanenNessuna valutazione finora
- Sabp y 856Documento38 pagineSabp y 856Hassan Mokhtar100% (1)
- 00 Saip 80Documento75 pagine00 Saip 80heidarNessuna valutazione finora
- Sabp Z 075Documento22 pagineSabp Z 075Hassan MokhtarNessuna valutazione finora
- Sabp y 067Documento51 pagineSabp y 067Hassan Mokhtar100% (1)
- SAES-A-020-Equipment Specific P&ID Templates (ESPT)Documento21 pagineSAES-A-020-Equipment Specific P&ID Templates (ESPT)nadeem shaikhNessuna valutazione finora
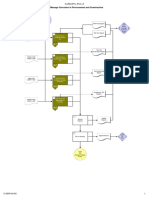
- Maintenance Management System Guideline For Maintenance Operating Procedures Corrective MaintenanceDocumento22 pagineMaintenance Management System Guideline For Maintenance Operating Procedures Corrective MaintenanceGlad BlazNessuna valutazione finora
- Sabp Z 047Documento10 pagineSabp Z 047Hassan Mokhtar0% (1)
- BycoDocumento22 pagineBycoAhmed ZafarNessuna valutazione finora
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionDa EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionNessuna valutazione finora
- Sabp A 005 PDFDocumento15 pagineSabp A 005 PDFWalid MegahedNessuna valutazione finora
- Sabp A 066 PDFDocumento26 pagineSabp A 066 PDFWalid MegahedNessuna valutazione finora
- Compressed Air GuidelineDocumento40 pagineCompressed Air GuidelineTOULASSI-ANANI Yves Lolo100% (4)
- Bachair KhayrateDocumento31 pagineBachair KhayrateWalid MegahedNessuna valutazione finora
- Jamal Me BineDocumento55 pagineJamal Me BineWalid MegahedNessuna valutazione finora
- مكتبة نور الكواكب الدرية بردة البوصيري في مدح خير البرية 2Documento65 pagineمكتبة نور الكواكب الدرية بردة البوصيري في مدح خير البرية 2Walid MegahedNessuna valutazione finora
- Procurement QC SupervisorDocumento2 pagineProcurement QC SupervisorWalid Megahed100% (1)
- API 510 Exam 5C Answer KeyDocumento1 paginaAPI 510 Exam 5C Answer KeyWalid MegahedNessuna valutazione finora
- Aramco Question 01 PDFDocumento43 pagineAramco Question 01 PDFRaghu Kumar100% (1)
- Sabp A 071 PDFDocumento25 pagineSabp A 071 PDFWalid Megahed100% (3)
- Sabp A 056 PDFDocumento36 pagineSabp A 056 PDFWalid MegahedNessuna valutazione finora
- Sabp A 074 PDFDocumento26 pagineSabp A 074 PDFWalid MegahedNessuna valutazione finora
- Sabp A 066 PDFDocumento26 pagineSabp A 066 PDFWalid MegahedNessuna valutazione finora
- Sabp A 073 PDFDocumento27 pagineSabp A 073 PDFWalid Megahed100% (1)
- Sabp A 058 PDFDocumento7 pagineSabp A 058 PDFWalid MegahedNessuna valutazione finora
- Sabp A 059 PDFDocumento23 pagineSabp A 059 PDFWalid MegahedNessuna valutazione finora
- Sabp A 057 PDFDocumento11 pagineSabp A 057 PDFWalid MegahedNessuna valutazione finora
- Sabp A 053 PDFDocumento10 pagineSabp A 053 PDFWalid MegahedNessuna valutazione finora
- 1 s2.0 S1877705817318015 MainDocumento10 pagine1 s2.0 S1877705817318015 MainamelksibiNessuna valutazione finora
- ALMiG Screw-Compressors en WebDocumento29 pagineALMiG Screw-Compressors en WebLeonel Fernando Rodriguez RodriguezNessuna valutazione finora
- Liebert PEX BrochureDocumento28 pagineLiebert PEX BrochureEng Chiew PengNessuna valutazione finora
- London 2012 Lessons Learned-Energy StrategyDocumento22 pagineLondon 2012 Lessons Learned-Energy StrategyndarakeNessuna valutazione finora
- Balancing Hydronic Systems in Multifamily Buildings: Russell Ruch, Peter Ludwig, and Tessa MaurerDocumento45 pagineBalancing Hydronic Systems in Multifamily Buildings: Russell Ruch, Peter Ludwig, and Tessa MaurerElie BaradhyNessuna valutazione finora
- Soal 3Documento3 pagineSoal 3Rahmat UllahNessuna valutazione finora
- Ministry of Energy Jamaica: Energy Conservation and Efficiency (ECE) Policy 2008-2022Documento43 pagineMinistry of Energy Jamaica: Energy Conservation and Efficiency (ECE) Policy 2008-2022Detlef LoyNessuna valutazione finora
- WalMart Supplier Sustainability AssessmentDocumento33 pagineWalMart Supplier Sustainability Assessmentangelinajao100% (1)
- Hap48 ManualDocumento140 pagineHap48 ManualAdnanNessuna valutazione finora
- 1 Understanding Energy A Requirements Analysis For Cost Effective Energy Metering System in Commercial Buildings PDFDocumento1 pagina1 Understanding Energy A Requirements Analysis For Cost Effective Energy Metering System in Commercial Buildings PDFzaheeruddin_mohdNessuna valutazione finora
- Meeting The Scottish Housing Quality StandardDocumento141 pagineMeeting The Scottish Housing Quality StandardCory JunkNessuna valutazione finora
- B20. EnergyDocumento109 pagineB20. EnergyRatna KusumaNessuna valutazione finora
- (Eastern Region) 2, Gariahat Road South, Dhakuria Kolkata - 700 068Documento21 pagine(Eastern Region) 2, Gariahat Road South, Dhakuria Kolkata - 700 068AyaanNessuna valutazione finora
- Power System Control and AutomationDocumento23 paginePower System Control and AutomationOM NamashivayaNessuna valutazione finora
- Varroc Sustainability Report SME ENGDocumento24 pagineVarroc Sustainability Report SME ENGdeepakjat61Nessuna valutazione finora
- GE Voluson E8 Ultrahang - ProspektusDocumento7 pagineGE Voluson E8 Ultrahang - ProspektusMohamed ElbramiNessuna valutazione finora
- Ecm RP2Documento20 pagineEcm RP2jigs4568Nessuna valutazione finora
- Multi Core ProcessorsDocumento7 pagineMulti Core ProcessorsBhavin Joshi100% (5)
- 6 - Energy Audit Report and EbsilonDocumento38 pagine6 - Energy Audit Report and EbsilonmvpngpNessuna valutazione finora
- Elementary School - Whole Building Design Guide PDFDocumento6 pagineElementary School - Whole Building Design Guide PDFsharonNessuna valutazione finora
- Chapter 1 5 PRDocumento55 pagineChapter 1 5 PRKeith Ashley RiveroNessuna valutazione finora
- Optimising Cost of 24x7 Quality Power - Energy ConnectDocumento36 pagineOptimising Cost of 24x7 Quality Power - Energy ConnectDevasyrucNessuna valutazione finora
- Scoping Paper:: Mining and Metals in A Sustainable WorldDocumento24 pagineScoping Paper:: Mining and Metals in A Sustainable WorldAndy MonrroyNessuna valutazione finora
- BSBSUS401 Appendix A Environmental Sustainability PolicyDocumento4 pagineBSBSUS401 Appendix A Environmental Sustainability PolicyJyoti VermaNessuna valutazione finora
- APHA PassiveHouseGuide 2020jan ToPublishDocumento8 pagineAPHA PassiveHouseGuide 2020jan ToPublishMichael E. BaileyNessuna valutazione finora
- Financial Energy Efficiency ProjectsDocumento5 pagineFinancial Energy Efficiency ProjectsYoungblood_x_CNessuna valutazione finora
- Cooee Architecture Information Package V01 June22Documento24 pagineCooee Architecture Information Package V01 June22valecamusNessuna valutazione finora
- The Role of Government in Promoting Green Building Rating System in NigeriaDocumento9 pagineThe Role of Government in Promoting Green Building Rating System in NigeriaBuzz BuddyNessuna valutazione finora
- Electronics For You Express November 2023Documento88 pagineElectronics For You Express November 2023speedyeduNessuna valutazione finora
- Mahan and DairyDocumento15 pagineMahan and Dairysagarn666Nessuna valutazione finora