Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Batch Distillation LabDocumento18 pagineBatch Distillation LabBarryNessuna valutazione finora
- Packed Absorption and Stripping Columns: Prof. Dr. Marco Mazzotti - Institut Für VerfahrenstechnikDocumento14 paginePacked Absorption and Stripping Columns: Prof. Dr. Marco Mazzotti - Institut Für Verfahrenstechnikishhh12Nessuna valutazione finora
- HPLC Assignment ProblemsDocumento3 pagineHPLC Assignment ProblemsIla Ainaa100% (1)
- Distillation ExperimentDocumento6 pagineDistillation ExperimentJureen Flores BelicarioNessuna valutazione finora
- 5 Oil Refinery ProcessesDocumento111 pagine5 Oil Refinery ProcessesMohamed Sayed AbdoNessuna valutazione finora
- Basic Governing Differential EquationsDocumento36 pagineBasic Governing Differential Equationsishhh12Nessuna valutazione finora
- 6 Process DevelopmentDocumento45 pagine6 Process Developmentishhh12Nessuna valutazione finora
- 5 Oil Refinery ProcessesDocumento111 pagine5 Oil Refinery ProcessesMohamed Sayed AbdoNessuna valutazione finora
- 4 Description of Chemical ProcessesDocumento45 pagine4 Description of Chemical Processesishhh12Nessuna valutazione finora
- Sample Chemical Engineering Student Team Powerpoint For AnalysisDocumento25 pagineSample Chemical Engineering Student Team Powerpoint For Analysisishhh12Nessuna valutazione finora
- Batch Distillation: Pharmaceutical API Process Development and DesignDocumento40 pagineBatch Distillation: Pharmaceutical API Process Development and Designishhh12Nessuna valutazione finora
- PumpsDocumento26 paginePumpsrajishrrrNessuna valutazione finora
- 04 BoilersDocumento59 pagine04 Boilersgaol_bird009Nessuna valutazione finora
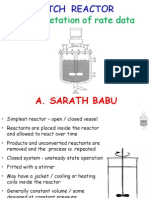
- Interpretation of Rate Data: A. Sarath BabuDocumento76 pagineInterpretation of Rate Data: A. Sarath Babuishhh12100% (8)
- Phase Diagrams of MixturesDocumento24 paginePhase Diagrams of MixturesmohammedNessuna valutazione finora
- Lab ManualDocumento59 pagineLab ManualmarkNessuna valutazione finora
- University of Zimbabwe: 2017 Nov/Dec ExaminationsDocumento2 pagineUniversity of Zimbabwe: 2017 Nov/Dec Examinationsmabuto tichaona cNessuna valutazione finora
- Pearce 2008Documento8 paginePearce 2008natymoraiisNessuna valutazione finora
- Design of Packed Column (Materi Ajar OPB 18 Mei 2020)Documento52 pagineDesign of Packed Column (Materi Ajar OPB 18 Mei 2020)Nafilah Insan BestariNessuna valutazione finora
- MEMBRAY NPH SeriesDocumento4 pagineMEMBRAY NPH SeriesGokul RajNessuna valutazione finora
- CRDocumento104 pagineCRRoberto SanchezNessuna valutazione finora
- Petroleum Refining Engineering-5Documento49 paginePetroleum Refining Engineering-5RaviNessuna valutazione finora
- Toaz - Info Packed Bed Distillation Column Lab Report PRDocumento13 pagineToaz - Info Packed Bed Distillation Column Lab Report PRHusna Hafiza Bt. R.AzamiNessuna valutazione finora
- Gel ChromatographyDocumento16 pagineGel ChromatographyDeepak shah100% (1)
- CHEN 4460 - Process Synthesis, Simulation and OptimizationDocumento13 pagineCHEN 4460 - Process Synthesis, Simulation and Optimizationbakhtyar21Nessuna valutazione finora
- Process Design and Simulation For Multicomponent Distillation of C3-C6 Feed MixtureDocumento1 paginaProcess Design and Simulation For Multicomponent Distillation of C3-C6 Feed MixtureMUDKANNA OMKARNessuna valutazione finora
- Sea Der 1977 WesterbergDocumento4 pagineSea Der 1977 WesterbergValeria OchoaNessuna valutazione finora
- Azeotropic Distillation ReportDocumento2 pagineAzeotropic Distillation ReportKaye CaqNessuna valutazione finora
- IGCSE SME Chemistry Notes2 PDFDocumento3 pagineIGCSE SME Chemistry Notes2 PDFEric TTLNessuna valutazione finora
- UW CHEM 429 A 2015 Spring SynovecDocumento3 pagineUW CHEM 429 A 2015 Spring SynovecLaurensNessuna valutazione finora
- Mass Transfer II (CH3006D) Assignment 1: T, K X yDocumento2 pagineMass Transfer II (CH3006D) Assignment 1: T, K X ykeerthi srijithNessuna valutazione finora
- P & I Diagram: Koncept Learning CenterDocumento21 pagineP & I Diagram: Koncept Learning CenterIsaAl-rasyidNessuna valutazione finora
- Gerbaud 23894Documento45 pagineGerbaud 23894Anirban BhowalNessuna valutazione finora
- Indonesia Chromatography Center (ICC)Documento2 pagineIndonesia Chromatography Center (ICC)Sheril FitraNessuna valutazione finora
- OEM Part # Description: Air, Oil, Fuel Filter and Separator Cross Reference ListDocumento150 pagineOEM Part # Description: Air, Oil, Fuel Filter and Separator Cross Reference Listigor_sandulenko0% (1)
- Alfa Laval - Membrane Filtration: It's All About SizeDocumento16 pagineAlfa Laval - Membrane Filtration: It's All About Sizeric leonisoNessuna valutazione finora
- Technical College of Engineering Department of Petrochemical CourseDocumento6 pagineTechnical College of Engineering Department of Petrochemical Coursesoran najebNessuna valutazione finora
- WasteWater Treatment PaperDocumento14 pagineWasteWater Treatment Papergarywubo123Nessuna valutazione finora
- Perhitungan Komposisi Untuk Distilat Dan Bottom: Konstanta AnotineDocumento10 paginePerhitungan Komposisi Untuk Distilat Dan Bottom: Konstanta AnotineDini FebrianaNessuna valutazione finora
- Untuk DownloadDocumento15 pagineUntuk DownloadsancesNessuna valutazione finora