Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Talent and Olympiad Exams Resource Book Class 8 Math Brain Mapping Academy Hyderabad For IIT JEE Foundation Practice Test SeriesDocumento136 pagineTalent and Olympiad Exams Resource Book Class 8 Math Brain Mapping Academy Hyderabad For IIT JEE Foundation Practice Test Seriesamit nigam72% (18)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Din 17007Documento8 pagineDin 17007Aditya Pratap100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- 07 Competency AssessmentDocumento17 pagine07 Competency AssessmentgosmileyNessuna valutazione finora
- Asbestos TEMPLATE Asbestos Management PlanDocumento6 pagineAsbestos TEMPLATE Asbestos Management PlanIhor100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Jis G4051 PDFDocumento13 pagineJis G4051 PDFAditya PratapNessuna valutazione finora
- Steps in Conducting Competency AssessmentDocumento8 pagineSteps in Conducting Competency Assessment라영민0% (1)
- Sae J 434 PDFDocumento10 pagineSae J 434 PDFAditya Pratap100% (2)
- Iso 4042 PDFDocumento25 pagineIso 4042 PDFAditya Pratap100% (6)
- Affect of Elements On SteelDocumento82 pagineAffect of Elements On SteelAditya PratapNessuna valutazione finora
- Founding - Technical Conditions of Delivery: BSI Standards PublicationDocumento28 pagineFounding - Technical Conditions of Delivery: BSI Standards PublicationAditya Pratap100% (1)
- Inspirational MessageDocumento3 pagineInspirational Messagenetbotes0% (1)
- Basic Education Exit Assessment: Grade TwelveDocumento20 pagineBasic Education Exit Assessment: Grade TwelveXian GuzmanNessuna valutazione finora
- En 13835Documento12 pagineEn 13835Aditya PratapNessuna valutazione finora
- En 10297Documento46 pagineEn 10297Aditya PratapNessuna valutazione finora
- CV - 2020 07 06 030753Documento1 paginaCV - 2020 07 06 030753Aditya PratapNessuna valutazione finora
- Brake Disc Stdz. Draft Spec UploadingDocumento14 pagineBrake Disc Stdz. Draft Spec UploadingAditya PratapNessuna valutazione finora
- Srinathji Ispat Limited Ghaziabad: Incoming Raw Material Inspection ReportDocumento1 paginaSrinathji Ispat Limited Ghaziabad: Incoming Raw Material Inspection ReportAditya PratapNessuna valutazione finora
- What Is Dry IceDocumento1 paginaWhat Is Dry IceAditya PratapNessuna valutazione finora
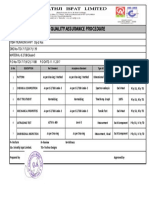
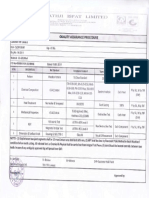
- QAP Trunnion ShaftDocumento1 paginaQAP Trunnion ShaftAditya PratapNessuna valutazione finora
- Surface & Sub Surface Control of Cast Iron ComponentsDocumento22 pagineSurface & Sub Surface Control of Cast Iron ComponentsAditya PratapNessuna valutazione finora
- Iso 2009Documento1 paginaIso 2009Aditya PratapNessuna valutazione finora
- Chapter 6Documento6 pagineChapter 6Thakur RajendrasinghNessuna valutazione finora
- Assignment of Performance Appraisal Tools and TechniquesDocumento13 pagineAssignment of Performance Appraisal Tools and TechniquesMojahidul Alom AkashNessuna valutazione finora
- Communicative English SQP - 2010Documento24 pagineCommunicative English SQP - 2010gspkishore7953Nessuna valutazione finora
- Assessment of Student Learning 1 - Different Types of AssessmentDocumento5 pagineAssessment of Student Learning 1 - Different Types of AssessmentRuby Corazon EdizaNessuna valutazione finora
- LET RatingDocumento4 pagineLET Ratingjun del rosarioNessuna valutazione finora
- Case Study GuideDocumento2 pagineCase Study GuideZeeshan MunirNessuna valutazione finora
- Qualitative Data AnalysisDocumento10 pagineQualitative Data AnalysisKeithNessuna valutazione finora
- Pwu-Cdcec Calamba: Art AppreciationDocumento9 paginePwu-Cdcec Calamba: Art AppreciationNeilEdwardOrolaCalidaNessuna valutazione finora
- 07-IsY10221 Meetings Agendas & MinutesDocumento4 pagine07-IsY10221 Meetings Agendas & Minutesjohn paroNessuna valutazione finora
- UofT Calendar 2014-2015Documento367 pagineUofT Calendar 2014-2015da_tru_nigga8122Nessuna valutazione finora
- 1617fall ISOM4100 SyllabusDocumento7 pagine1617fall ISOM4100 SyllabuswongNessuna valutazione finora
- Attitude FormationDocumento19 pagineAttitude Formationsomeshsharma_bba_itmNessuna valutazione finora
- Course Outline - MOd Lit TeoryDocumento1 paginaCourse Outline - MOd Lit TeoryShantanu GhoshNessuna valutazione finora
- Preface Preface Preface Preface Preface: Dear Children..Documento33 paginePreface Preface Preface Preface Preface: Dear Children..Venkata Koutilya AdabalaNessuna valutazione finora
- William Labov Essay NarrativeDocumento3 pagineWilliam Labov Essay Narrativeyvonne111Nessuna valutazione finora
- ESOL - FCE - Use of English 6 With AnswersDocumento5 pagineESOL - FCE - Use of English 6 With AnswersBenjamin Ford50% (2)
- Item Analysis and Test RevisionDocumento4 pagineItem Analysis and Test RevisionJoana Vivien Caraan100% (1)
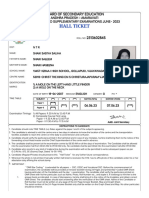
- SSC Regular HallticketDocumento2 pagineSSC Regular HallticketDr Sarimul Hoque MazumderNessuna valutazione finora
- OUTLOOK India Survey 2013 - Top 75 Engineering Colleges in IndiaDocumento18 pagineOUTLOOK India Survey 2013 - Top 75 Engineering Colleges in IndiaBhanu Partap SharmaNessuna valutazione finora
- Nres 2Documento2 pagineNres 2KimTot OctavianoNessuna valutazione finora
- SMP Print Print PDFDocumento2 pagineSMP Print Print PDFAnak RahmanNessuna valutazione finora
- RSM320 SyllabusDocumento9 pagineRSM320 SyllabusDavid TangNessuna valutazione finora
- Zoo WebquestDocumento12 pagineZoo Webquestapi-252984212Nessuna valutazione finora
- Reflective WritingDocumento4 pagineReflective WritingWafiyah AwaisNessuna valutazione finora