Potrebbero piacerti anche
- 2a5 PDFDocumento5 pagine2a5 PDFEr WidodoNessuna valutazione finora
- Defect Management ProcessDocumento9 pagineDefect Management ProcessSrinivas Maddipati100% (11)
- Viewing and Interpretation of RadiographsDocumento28 pagineViewing and Interpretation of RadiographsEr WidodoNessuna valutazione finora
- Forces Acting On The MouldDocumento4 pagineForces Acting On The MouldEr Widodo100% (1)
- Defects in Continuous Cast SteelsDocumento4 pagineDefects in Continuous Cast SteelsEr WidodoNessuna valutazione finora
- Astm A 327M - 91 R97Documento3 pagineAstm A 327M - 91 R97Er WidodoNessuna valutazione finora
- A367 Chill Method PDFDocumento4 pagineA367 Chill Method PDFOziel RomeroNessuna valutazione finora
- ASTM A 197 - A 197M - 00Documento4 pagineASTM A 197 - A 197M - 00Er Widodo100% (2)
- Pin HolesDocumento4 paginePin HolesEr WidodoNessuna valutazione finora
- Astm A 327 - 91 R97Documento4 pagineAstm A 327 - 91 R97Er WidodoNessuna valutazione finora
- Astm A 327 - 91 R97Documento4 pagineAstm A 327 - 91 R97Er WidodoNessuna valutazione finora
- Astm A 324 - 73 R00Documento3 pagineAstm A 324 - 73 R00Er Widodo50% (2)
- Astm A 323 - 93 R00Documento3 pagineAstm A 323 - 93 R00Er WidodoNessuna valutazione finora
- ASTM A 220 - A 220M - 99Documento5 pagineASTM A 220 - A 220M - 99Er WidodoNessuna valutazione finora
- Astm A 146 - 04Documento2 pagineAstm A 146 - 04Er WidodoNessuna valutazione finora
- ASTM A 128 - A 128M - 93 R03Documento2 pagineASTM A 128 - A 128M - 93 R03Er WidodoNessuna valutazione finora
- Astm A 144 - 02Documento2 pagineAstm A 144 - 02Er WidodoNessuna valutazione finora
- Timeline of Casting TechnologyDocumento11 pagineTimeline of Casting TechnologyEr WidodoNessuna valutazione finora
- Charging CL Mercy BM 21, BM 24 PeleburanDocumento1 paginaCharging CL Mercy BM 21, BM 24 PeleburanEr WidodoNessuna valutazione finora
- Astm A 99 - 03Documento3 pagineAstm A 99 - 03Er WidodoNessuna valutazione finora
- Training - The TAFE ApproachDocumento9 pagineTraining - The TAFE ApproachEr WidodoNessuna valutazione finora
- Cast Iron LectureDocumento16 pagineCast Iron LectureEr WidodoNessuna valutazione finora
- Din en 1676Documento11 pagineDin en 1676Er Widodo100% (1)
- Technological Developments of Metal Casting TechnologyDocumento32 pagineTechnological Developments of Metal Casting TechnologyEr Widodo0% (1)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Final - 4th - Assignment - Shallow Foundation Design1222Documento47 pagineFinal - 4th - Assignment - Shallow Foundation Design1222Refisa JiruNessuna valutazione finora
- 4330V Nickel-Molybdenum-Vanadium Through Hardening Steel - Hillfoot Multi MetalsDocumento1 pagina4330V Nickel-Molybdenum-Vanadium Through Hardening Steel - Hillfoot Multi MetalsidontlikeebooksNessuna valutazione finora
- Hydrogen Induced Stress Cracking (DNV RP F112)Documento25 pagineHydrogen Induced Stress Cracking (DNV RP F112)Guillaume BoyerNessuna valutazione finora
- Operating and Maintenance Manual: (Project Name)Documento75 pagineOperating and Maintenance Manual: (Project Name)Bob MorrisNessuna valutazione finora
- MOS For Metallic Conduit InstallationDocumento23 pagineMOS For Metallic Conduit InstallationAhmed MhnaNessuna valutazione finora
- A. Tes BQ StrukturDocumento1 paginaA. Tes BQ Strukturdian faniNessuna valutazione finora
- PR170 Vietnam Bach Dang BridgeDocumento2 paginePR170 Vietnam Bach Dang BridgeWang MaxNessuna valutazione finora
- REPERTORIO Menara Mesiniaga PDFDocumento80 pagineREPERTORIO Menara Mesiniaga PDFAnggy GNessuna valutazione finora
- Primary SchoolDocumento57 paginePrimary SchoolMUUTHUKRISHNAN100% (1)
- Financials For... Box CulvertDocumento5 pagineFinancials For... Box CulvertAnonymous CPEha1db7UNessuna valutazione finora
- Constructability Concepts Significance and ImplemeDocumento11 pagineConstructability Concepts Significance and ImplemeHari Dwi KisbiyantoroNessuna valutazione finora
- Storage Tank Design Calculation - Api 650Documento21 pagineStorage Tank Design Calculation - Api 650miteshpatel191100% (3)
- Is 3836Documento10 pagineIs 3836maheshdabliNessuna valutazione finora
- Ft50get'08 Ft60det'08: 1G6C2-300F1 2G6C2-300F1Documento57 pagineFt50get'08 Ft60det'08: 1G6C2-300F1 2G6C2-300F1Muhammad Safri Adi ZamilNessuna valutazione finora
- Conpipe - CementlingDocumento43 pagineConpipe - Cementlingויליאם סן מרמיגיוס50% (2)
- Cables Catalogue 2Documento6 pagineCables Catalogue 2fikih padliNessuna valutazione finora
- Lift Maintenance Outcome GuidebookDocumento44 pagineLift Maintenance Outcome GuidebookKayeyera LawrenceNessuna valutazione finora
- Article On LEED 2011 For IndiaDocumento2 pagineArticle On LEED 2011 For Indianani5864Nessuna valutazione finora
- Dynamic Study of Step Back and Set Back Building: ResearchDocumento7 pagineDynamic Study of Step Back and Set Back Building: ResearchSristi GuptaNessuna valutazione finora
- 01 Suspension Bridge DrawingsDocumento11 pagine01 Suspension Bridge DrawingsNurali Mamen100% (1)
- PROBLEMASDocumento6 paginePROBLEMASAlejandro Claros100% (1)
- Seismic Design Criteria For Sky Villa - JeddahDocumento7 pagineSeismic Design Criteria For Sky Villa - JeddahRatul RanjanNessuna valutazione finora
- SANS1655ED1 1 - 04-10-22 - WP - TMDocumento15 pagineSANS1655ED1 1 - 04-10-22 - WP - TMjohndupNessuna valutazione finora
- Guidance For The Approval and Type Approval of Materials and Equipment For Marine UseDocumento321 pagineGuidance For The Approval and Type Approval of Materials and Equipment For Marine UseRafael Brito100% (1)
- New Cable Colour Code For Electrical InstallationsDocumento5 pagineNew Cable Colour Code For Electrical Installationsavk99Nessuna valutazione finora
- Quality Induction Training-No 1Documento22 pagineQuality Induction Training-No 1Kannan Murugesan100% (1)
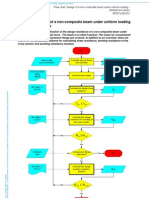
- EC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed ProcedureDocumento5 pagineEC3 Flow Chart Design of A Non-Composite Beam Under Uniform Loading - Detailed Procedurejskolmen100% (1)
- Powell Hydraulic Hose Catalogue Price List 2017Documento20 paginePowell Hydraulic Hose Catalogue Price List 2017Anonymous VRspXsmNessuna valutazione finora
- Maintenance of Chiksan Valves and Swivel JointsDocumento4 pagineMaintenance of Chiksan Valves and Swivel JointsTg TarroNessuna valutazione finora
- Free LeadingGreen LEED GA Study Guide 3rd Ed PDFDocumento46 pagineFree LeadingGreen LEED GA Study Guide 3rd Ed PDFlexsNessuna valutazione finora