Potrebbero piacerti anche
- Avc118 ADocumento27 pagineAvc118 ARafik Mohamed AlhajiNessuna valutazione finora
- AVC118 Voltage Controller Instruction ManualDocumento27 pagineAVC118 Voltage Controller Instruction ManualAntanas GrusasNessuna valutazione finora
- Torch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDDocumento13 pagineTorch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDBrian Stiven Restrepo PerezNessuna valutazione finora
- Torch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDDocumento11 pagineTorch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDjulioNessuna valutazione finora
- PL SeriesDocumento49 paginePL Seriesgoogle manNessuna valutazione finora
- CNC JD 2012 Manual3Documento10 pagineCNC JD 2012 Manual3kalyana sundaram guhanNessuna valutazione finora
- SF-H25G Plasma Height ControlDocumento23 pagineSF-H25G Plasma Height ControlgabrielNessuna valutazione finora
- (L1-Ing)Documento22 pagine(L1-Ing)Vladimir KrivenokNessuna valutazione finora
- Dkg-253 Governor ControllerDocumento13 pagineDkg-253 Governor ControllerhanifNessuna valutazione finora
- MIC28511-1YFL Evaluation Board User GuideDocumento10 pagineMIC28511-1YFL Evaluation Board User GuideHaidong KimNessuna valutazione finora
- Operation Manual: CMCP575-XXX-XXX Speed TransmitterDocumento8 pagineOperation Manual: CMCP575-XXX-XXX Speed TransmitterYeral PobleteNessuna valutazione finora
- Mitsubhishi Cop ProgrameDocumento61 pagineMitsubhishi Cop ProgrameSunil KumarNessuna valutazione finora
- STEPPERONLINE Brushless DC Motor Driver For Brushless DC Motors BLD-AC750SDocumento11 pagineSTEPPERONLINE Brushless DC Motor Driver For Brushless DC Motors BLD-AC750Sm.stepperonlineNessuna valutazione finora
- DC 1694 AfDocumento6 pagineDC 1694 Afbruno magalhãesNessuna valutazione finora
- Description: Quick Start Guide For Demonstration Circuit 575 LTC2410Documento5 pagineDescription: Quick Start Guide For Demonstration Circuit 575 LTC2410donatoNessuna valutazione finora
- LM2621Documento12 pagineLM2621nad_chadi8816Nessuna valutazione finora
- Max15058 PDFDocumento22 pagineMax15058 PDFjhnkerenNessuna valutazione finora
- Cargador Enercell cr623xDocumento11 pagineCargador Enercell cr623xcuco777Nessuna valutazione finora
- TDAX021101Documento4 pagineTDAX021101Abdul KurniadiNessuna valutazione finora
- TB6560 3axis Mach3 CNC Stepper Motor Controller Operation InstructionDocumento18 pagineTB6560 3axis Mach3 CNC Stepper Motor Controller Operation InstructionAdelNessuna valutazione finora
- 1 Position Regulator PEL 100 (Option)Documento10 pagine1 Position Regulator PEL 100 (Option)taleb 6269Nessuna valutazione finora
- Control IC For Single-Ended and Push-Pull Switched-Mode Power Supplies (SMPS) TDA 4718 ADocumento17 pagineControl IC For Single-Ended and Push-Pull Switched-Mode Power Supplies (SMPS) TDA 4718 ASledge HammerNessuna valutazione finora
- Datasheet PDFDocumento32 pagineDatasheet PDFMochamad AlbiNessuna valutazione finora
- ZT 8132Documento8 pagineZT 8132Henry PalNessuna valutazione finora
- LM3914 Dot/Bar Display Driver: Literature Number: SNVS761ADocumento24 pagineLM3914 Dot/Bar Display Driver: Literature Number: SNVS761AJoeMs2020Nessuna valutazione finora
- Changzhou Wantai Electrical Appliance Co., LTD: Product FeaturesDocumento10 pagineChangzhou Wantai Electrical Appliance Co., LTD: Product FeaturesMarcos AndréNessuna valutazione finora
- DKG-117 Synchroscope and Check Synch RelayDocumento12 pagineDKG-117 Synchroscope and Check Synch RelayApril LiantoNessuna valutazione finora
- NJM3771D2Documento9 pagineNJM3771D2mahdi elmayNessuna valutazione finora
- Operation Manual NSFC01-02 Lift Door ControllerDocumento39 pagineOperation Manual NSFC01-02 Lift Door ControllerHƯNG NGUYỄN THANHNessuna valutazione finora
- Manual de Tarjeta CNC 4 AxisDocumento32 pagineManual de Tarjeta CNC 4 AxisFreddy CajasNessuna valutazione finora
- Dual Half Bridge Driver: Multipower BCD TechnologyDocumento9 pagineDual Half Bridge Driver: Multipower BCD TechnologyDan EsentherNessuna valutazione finora
- DKG 705 User ManualDocumento58 pagineDKG 705 User ManualMarioEnriqueAlcocerÁvila100% (1)
- Operation: Demo Manual Dc326BDocumento5 pagineOperation: Demo Manual Dc326BMes BenNessuna valutazione finora
- DATAKOM DKG207 User Manual PDFDocumento28 pagineDATAKOM DKG207 User Manual PDFAmir MohammedNessuna valutazione finora
- N121-132A Servocontroller Power Supply SpecsDocumento6 pagineN121-132A Servocontroller Power Supply Specsnm2007kNessuna valutazione finora
- Peaktronics DHC-100 Digital High-Resolution ControllerDocumento12 paginePeaktronics DHC-100 Digital High-Resolution Controllerschmal1975Nessuna valutazione finora
- EG11-2R Control Panel Installation GuideDocumento2 pagineEG11-2R Control Panel Installation GuideDiradivo VakaikopNessuna valutazione finora
- PWM-QR Ic: Control IC For Switched-Mode Power Supplies Using MOS-TransistorsDocumento24 paginePWM-QR Ic: Control IC For Switched-Mode Power Supplies Using MOS-TransistorsCarlos ArturoNessuna valutazione finora
- LTC3780 Description: Quick Start Guide For Demonstration Circuit Dc686Documento6 pagineLTC3780 Description: Quick Start Guide For Demonstration Circuit Dc686Yung SangNessuna valutazione finora
- HDN-XX o YF3141-COTAG Sot-26 Sot23-6 DC-DCDocumento11 pagineHDN-XX o YF3141-COTAG Sot-26 Sot23-6 DC-DCprreNessuna valutazione finora
- NetzteilUser Manual PDFDocumento4 pagineNetzteilUser Manual PDFcristiNessuna valutazione finora
- DatasheetDocumento12 pagineDatasheetHoii ClarkNessuna valutazione finora
- TX-21JT2P TX-21JT2P/B: Colour TelevisionDocumento17 pagineTX-21JT2P TX-21JT2P/B: Colour Televisionstoik90Nessuna valutazione finora
- AL8862QDocumento17 pagineAL8862QIvo MatosNessuna valutazione finora
- LD7523 PDFDocumento18 pagineLD7523 PDFAmalio MamaniNessuna valutazione finora
- Tti Qpx1200 Service Manual - Version 2 - Full VersionDocumento50 pagineTti Qpx1200 Service Manual - Version 2 - Full VersiononafetsNessuna valutazione finora
- DKG-117 Synchroscope and Check Synch RelayDocumento12 pagineDKG-117 Synchroscope and Check Synch RelaySaid TouhamiNessuna valutazione finora
- DKG-105 automatic mains failure unit controlDocumento2 pagineDKG-105 automatic mains failure unit controlMostafa ShannaNessuna valutazione finora
- High Current Switching Regulators: DescriptionDocumento22 pagineHigh Current Switching Regulators: DescriptionClaudio MartinsNessuna valutazione finora
- 3.0A, 15V, Step-Down Switching Regulator: FeaturesDocumento9 pagine3.0A, 15V, Step-Down Switching Regulator: FeaturesSoumyakant DasNessuna valutazione finora
- Power Designs 5020 Precision Power Source Manual Newer EditionDocumento20 paginePower Designs 5020 Precision Power Source Manual Newer EditionVivi LazuliNessuna valutazione finora
- Dkg-605 Alarm Annunciator Unit: DKG-605 User Manual V-04Documento9 pagineDkg-605 Alarm Annunciator Unit: DKG-605 User Manual V-04Happy Photography Page 0Nessuna valutazione finora
- Dkg-207 Automatic Mains Failure and Remote Start UnitDocumento27 pagineDkg-207 Automatic Mains Failure and Remote Start Unitemad alsarhanNessuna valutazione finora
- LM2588 Simple Switcher 5A Flyback Regulator With Shutdown: General Description FeaturesDocumento29 pagineLM2588 Simple Switcher 5A Flyback Regulator With Shutdown: General Description FeaturescsclzNessuna valutazione finora
- Automatic Voltage Regulating Relay EE 301-M: Instruction ManualDocumento22 pagineAutomatic Voltage Regulating Relay EE 301-M: Instruction ManualnarendragahlotNessuna valutazione finora
- 2d Insulation Resistance Monitor 6Documento6 pagine2d Insulation Resistance Monitor 6john smithNessuna valutazione finora
- Dkg-329 Automatic Transfer Switch With Uninterrupted Transfer and Multiple Genset SupportDocumento43 pagineDkg-329 Automatic Transfer Switch With Uninterrupted Transfer and Multiple Genset SupportLuis Fernando CuaspudNessuna valutazione finora
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2Da EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2Nessuna valutazione finora
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Da EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Valutazione: 2.5 su 5 stelle2.5/5 (3)
- Dremel QuickStart SGLPGDocumento8 pagineDremel QuickStart SGLPGNawres ArifNessuna valutazione finora
- CW-5000 Industrial Chiller ManualDocumento7 pagineCW-5000 Industrial Chiller ManualNawres ArifNessuna valutazione finora
- Reference Engraving Cutting Parameters For Different Power and Different MaterialsDocumento6 pagineReference Engraving Cutting Parameters For Different Power and Different MaterialsNawres ArifNessuna valutazione finora
- Reference Engraving Cutting Parameters For Different Power and Different MaterialsDocumento6 pagineReference Engraving Cutting Parameters For Different Power and Different MaterialsNawres ArifNessuna valutazione finora
- 96 HP Elitebook 8770w DatasheetDocumento4 pagine96 HP Elitebook 8770w DatasheetNawres ArifNessuna valutazione finora
- Reference Engraving Cutting Parameters For Different Power and Different MaterialsDocumento6 pagineReference Engraving Cutting Parameters For Different Power and Different MaterialsNawres ArifNessuna valutazione finora
- Fastcam EnglishDocumento290 pagineFastcam EnglishNawres ArifNessuna valutazione finora
- Ontime THC AVC118 ManualDocumento27 pagineOntime THC AVC118 ManualNawres ArifNessuna valutazione finora
- Fastcam EnglishDocumento290 pagineFastcam EnglishNawres ArifNessuna valutazione finora
- Fastcam EnglishDocumento290 pagineFastcam EnglishNawres ArifNessuna valutazione finora
- F2300 Digital Control Incise Machine System Manual V2Documento92 pagineF2300 Digital Control Incise Machine System Manual V2Nawres Arif0% (1)
- Arduino Fungsi SyntaxDocumento36 pagineArduino Fungsi Syntaxmul21Nessuna valutazione finora
- Leetro LaserCut 6.1 ManualDocumento60 pagineLeetro LaserCut 6.1 ManualNawres Arif0% (2)
- Howto Program The Z80-SIODocumento53 pagineHowto Program The Z80-SIOneslouNessuna valutazione finora
- An Improved DC Circuit Breaker Topology Capable of Efficient Current Breaking and RegenerationDocumento12 pagineAn Improved DC Circuit Breaker Topology Capable of Efficient Current Breaking and Regenerationltve20ee142Nessuna valutazione finora
- BCM2835 Audio ClocksDocumento3 pagineBCM2835 Audio ClocksAnonymous I42Heqce7f100% (3)
- R9DS Spread Spectrum Receiver with SBUS and PWM OutputDocumento4 pagineR9DS Spread Spectrum Receiver with SBUS and PWM OutputPedroNessuna valutazione finora
- DirectCommand ISO Liquid Manure Installation Kit for Krohne Flow MeterDocumento19 pagineDirectCommand ISO Liquid Manure Installation Kit for Krohne Flow MeterAndrás FehérNessuna valutazione finora
- Timers 0 1 8051Documento22 pagineTimers 0 1 8051Zubab PanniNessuna valutazione finora
- Design of an Integrated Electronic Speed Controller for Compact Robotic VehiclesDocumento8 pagineDesign of an Integrated Electronic Speed Controller for Compact Robotic Vehiclesadum turnipNessuna valutazione finora
- MBE Electronic Controls TRBLSHTNG GuideDocumento366 pagineMBE Electronic Controls TRBLSHTNG GuideRicardo Diaz81% (21)
- Electonics Products & DesignDocumento42 pagineElectonics Products & DesignMudboxNessuna valutazione finora
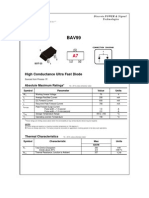
- High Conductance Ultra Fast Diode: Absolute Maximum RatingsDocumento4 pagineHigh Conductance Ultra Fast Diode: Absolute Maximum RatingsAmper ElectronicaNessuna valutazione finora
- Space Vector PWM - 3Documento6 pagineSpace Vector PWM - 3guanitouNessuna valutazione finora
- FYP-I Balanced Stair Climbing Robotic PlatformDocumento28 pagineFYP-I Balanced Stair Climbing Robotic PlatformAbu Bakar Irfan UllahNessuna valutazione finora
- EeeDocumento391 pagineEeeGhulam AbbasNessuna valutazione finora
- tb-02 Product - Spec V 1Documento15 paginetb-02 Product - Spec V 1Marian VerdeNessuna valutazione finora
- Microchip 01369ADocumento92 pagineMicrochip 01369ACông BìnhNessuna valutazione finora
- Battery Power Applications Design Guide: Analog and Interface Product SolutionsDocumento14 pagineBattery Power Applications Design Guide: Analog and Interface Product SolutionsLester Gonzaga ListonNessuna valutazione finora
- Uba 2071Documento35 pagineUba 2071Floricica Victor VasileNessuna valutazione finora
- Effect of Modulation Index of Pulse Width Modulation Inverter On Total Harmonic Distortion For SinusoidalDocumento6 pagineEffect of Modulation Index of Pulse Width Modulation Inverter On Total Harmonic Distortion For SinusoidalĐorđe ĐurđićNessuna valutazione finora
- Conti VE Platform-Cluster Brochure en Single 2016 FINALDocumento16 pagineConti VE Platform-Cluster Brochure en Single 2016 FINALantosu1100% (1)
- Final ProjectDocumento20 pagineFinal Projectvishwasan50% (2)
- tps5450 PDFDocumento29 paginetps5450 PDFG & GNessuna valutazione finora
- SMPS Design Group ProjectDocumento22 pagineSMPS Design Group ProjectMuhammad Adnan Khan DurraniNessuna valutazione finora
- Load Test On High Current Low Voltage Inverters in Back-to-Back ConnectionDocumento43 pagineLoad Test On High Current Low Voltage Inverters in Back-to-Back ConnectionSadie WilliamsonNessuna valutazione finora
- Tutorial Fuzzy Stepper Motor ControlDocumento16 pagineTutorial Fuzzy Stepper Motor Controlz4ky_ebatNessuna valutazione finora
- GymnaUniphy Phyaction 740,790 - Service ManualDocumento68 pagineGymnaUniphy Phyaction 740,790 - Service ManualRaul Alejandro QLNessuna valutazione finora
- Book of Knowledge by Steve RobertsDocumento234 pagineBook of Knowledge by Steve RobertsHardy77Nessuna valutazione finora
- FSDM311 (m605)Documento19 pagineFSDM311 (m605)Jorge MeirelesNessuna valutazione finora
- AF-902 and AF-904Documento99 pagineAF-902 and AF-904Lim Seok WooNessuna valutazione finora
- Project (Digital Filter)Documento33 pagineProject (Digital Filter)NilNessuna valutazione finora
- Design and Implementation of PLC-Based Monitoring SystemDocumento8 pagineDesign and Implementation of PLC-Based Monitoring SystemAsha Rani C KNessuna valutazione finora