Potrebbero piacerti anche
- Usa Tech Calculation PDFDocumento35 pagineUsa Tech Calculation PDFRizwan HameedNessuna valutazione finora
- Tut08 e Audir8 PDFDocumento108 pagineTut08 e Audir8 PDFNor HidayahNessuna valutazione finora
- What Is HeadDocumento8 pagineWhat Is HeadAsan IbrahimNessuna valutazione finora
- English Test 1Documento3 pagineEnglish Test 1Andor MolitoriszNessuna valutazione finora
- (En) Catia V5R7 Prismatic Machining BookDocumento196 pagine(En) Catia V5R7 Prismatic Machining BookiagomouNessuna valutazione finora
- Neumesy Robot For NeurosurgeryDocumento32 pagineNeumesy Robot For NeurosurgeryAndor MolitoriszNessuna valutazione finora
- Silo CountyT1 DS Rev02-562791007ebe3Documento2 pagineSilo CountyT1 DS Rev02-562791007ebe3Andor MolitoriszNessuna valutazione finora
- N Leveltec L en 16 1Documento4 pagineN Leveltec L en 16 1Andor MolitoriszNessuna valutazione finora
- English Brewing and Packaging GlossaryDocumento17 pagineEnglish Brewing and Packaging GlossaryAndor MolitoriszNessuna valutazione finora
- HSG 232Documento77 pagineHSG 232ozgurturunc4Nessuna valutazione finora
- DS AC0920 en Co 37362Documento10 pagineDS AC0920 en Co 37362Andor MolitoriszNessuna valutazione finora
- DENWEL Carboblender v16bDocumento2 pagineDENWEL Carboblender v16bAndor MolitoriszNessuna valutazione finora
- DIN CatalogDocumento60 pagineDIN CatalogAndor MolitoriszNessuna valutazione finora
- Cable and Chain Drag Conveyor BrochuresDocumento12 pagineCable and Chain Drag Conveyor BrochuresAndor MolitoriszNessuna valutazione finora
- Alfa Laval Brew 301Documento4 pagineAlfa Laval Brew 301Andor MolitoriszNessuna valutazione finora
- Pid Legend PDFDocumento1 paginaPid Legend PDFSocMed Dtk UI0% (1)
- Supports For Pipelines 1758uk 7-03-15 PDFDocumento46 pagineSupports For Pipelines 1758uk 7-03-15 PDFAndor MolitoriszNessuna valutazione finora
- English Brewing and Packaging GlossaryDocumento17 pagineEnglish Brewing and Packaging GlossaryAndor MolitoriszNessuna valutazione finora
- Cpmu C11Documento4 pagineCpmu C11Andor MolitoriszNessuna valutazione finora
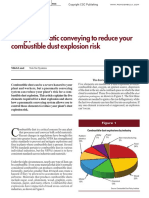
- Using Pneumatic Conveying To Reduce Your Combustible Dust Explosion RiskDocumento3 pagineUsing Pneumatic Conveying To Reduce Your Combustible Dust Explosion RiskAndor MolitoriszNessuna valutazione finora
- Roller Mill Crusher SkioldDocumento4 pagineRoller Mill Crusher SkioldAndor MolitoriszNessuna valutazione finora
- Towards The Lights-Out Brewery: A Brewer's View of AutomationDocumento5 pagineTowards The Lights-Out Brewery: A Brewer's View of AutomationAndor MolitoriszNessuna valutazione finora
- Beer Recovery ArticleDocumento4 pagineBeer Recovery ArticleAndor MolitoriszNessuna valutazione finora
- PROIECTDocumento39 paginePROIECTAndor MolitoriszNessuna valutazione finora
- Brushless Ac Servo MotorsDocumento7 pagineBrushless Ac Servo MotorsAndor MolitoriszNessuna valutazione finora
- Angrenaje.1.2 Engl RomDocumento34 pagineAngrenaje.1.2 Engl RomAndor MolitoriszNessuna valutazione finora
- HHS En02 Windows and LinuxDocumento15 pagineHHS En02 Windows and LinuxnipunaNessuna valutazione finora
- RPP 6Documento47 pagineRPP 6Andor MolitoriszNessuna valutazione finora
- Getting Started With LabVIEWDocumento94 pagineGetting Started With LabVIEWsudiceNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Data Sheet: Hydraulic Fluid P. 854Documento16 pagineData Sheet: Hydraulic Fluid P. 854aries_fransischoNessuna valutazione finora
- Din 2413-1Documento13 pagineDin 2413-1A.ANessuna valutazione finora
- Dresser Industries, Inc. v. The United States, R. H. Baker & Company, Inc., Graver Tank and Manufacturing Co., and Western-Knapp Engineering Company, Third-Party, 432 F.2d 787, 3rd Cir. (1970)Documento21 pagineDresser Industries, Inc. v. The United States, R. H. Baker & Company, Inc., Graver Tank and Manufacturing Co., and Western-Knapp Engineering Company, Third-Party, 432 F.2d 787, 3rd Cir. (1970)Scribd Government DocsNessuna valutazione finora
- Carbon Steel Pipe Standards & SpecificationsDocumento9 pagineCarbon Steel Pipe Standards & SpecificationsTunji AminuNessuna valutazione finora
- ADS Fittings Manual - 10-09Documento204 pagineADS Fittings Manual - 10-09Gabriel Aravena AguilarNessuna valutazione finora
- Afs-Ba en 070101Documento7 pagineAfs-Ba en 070101Pentarakis AntonisNessuna valutazione finora
- Basics UFH Manual 2002Documento69 pagineBasics UFH Manual 2002Djordje GazdicNessuna valutazione finora
- 2010B 2020B VB15 PDFDocumento5 pagine2010B 2020B VB15 PDFbnjaimahNessuna valutazione finora
- Super EgoDocumento40 pagineSuper Egolong_kongoNessuna valutazione finora
- Rotary Straighteners For Tube and PipeDocumento3 pagineRotary Straighteners For Tube and PipeJason StephensNessuna valutazione finora
- Fekalift DAB (ENG)Documento2 pagineFekalift DAB (ENG)Aerdülv PhéellianNessuna valutazione finora
- 5890 000 SP 5103 001 - A PDFDocumento164 pagine5890 000 SP 5103 001 - A PDFrazormeback100% (2)
- Cost Estimates Piping R.A DicksonDocumento18 pagineCost Estimates Piping R.A Dicksoncateerpillar100% (3)
- ScraperDocumento114 pagineScraperrodriNessuna valutazione finora
- Manual VN93 - Ver.2.0Documento62 pagineManual VN93 - Ver.2.0Ranko AmortizerNessuna valutazione finora
- Frontyard Design - BestDocumento1 paginaFrontyard Design - BestSubhan AHMADNessuna valutazione finora
- API 12F Steel Tank Data Sheet: Form No. API12FDS1Documento2 pagineAPI 12F Steel Tank Data Sheet: Form No. API12FDS1Magin Idelfonso TorreblancaNessuna valutazione finora
- Technical Manual: Vacuklav 41-B Vacuklav 43-BDocumento45 pagineTechnical Manual: Vacuklav 41-B Vacuklav 43-Bmohamed hegazyNessuna valutazione finora
- AGS-38 Rev0Documento18 pagineAGS-38 Rev0api-19762124Nessuna valutazione finora
- Regulator SizingDocumento29 pagineRegulator SizingDương HoàngNessuna valutazione finora
- 10CB51251454 enDocumento221 pagine10CB51251454 enDenis Martini0% (1)
- Daftar Kebutuhan Material Untuk Pengeboran 77 SumurDocumento6 pagineDaftar Kebutuhan Material Untuk Pengeboran 77 SumurPT. EbanNessuna valutazione finora
- Pharmaline N EnglishDocumento28 paginePharmaline N EnglishBrijesh GajjarNessuna valutazione finora
- Valve PDFDocumento20 pagineValve PDFRamalingam Prabhakaran100% (1)
- Hibon Tri Lobe Blower ManualDocumento55 pagineHibon Tri Lobe Blower Manualmsaqibraza9350% (2)
- GRE CatelogueDocumento16 pagineGRE CatelogueRam Shankar PrasadNessuna valutazione finora
- Master Fire Fighting BoqDocumento10 pagineMaster Fire Fighting Boqكرم عمروNessuna valutazione finora
- Varian GC 450 Pre Installation Requirements English PDFDocumento14 pagineVarian GC 450 Pre Installation Requirements English PDFmardonioandrade0% (1)
- Condensate Load Calculations For Automatic Start Up ProcedureDocumento5 pagineCondensate Load Calculations For Automatic Start Up ProcedureHiranthaNessuna valutazione finora